1
Изобретение относится к машиностроительной отрасли промышленности и может быть использовано для поверхностной обработки деталей, например снятия заусенцев и т.п.
Цель изобретения - интенсификация процесса обработки.
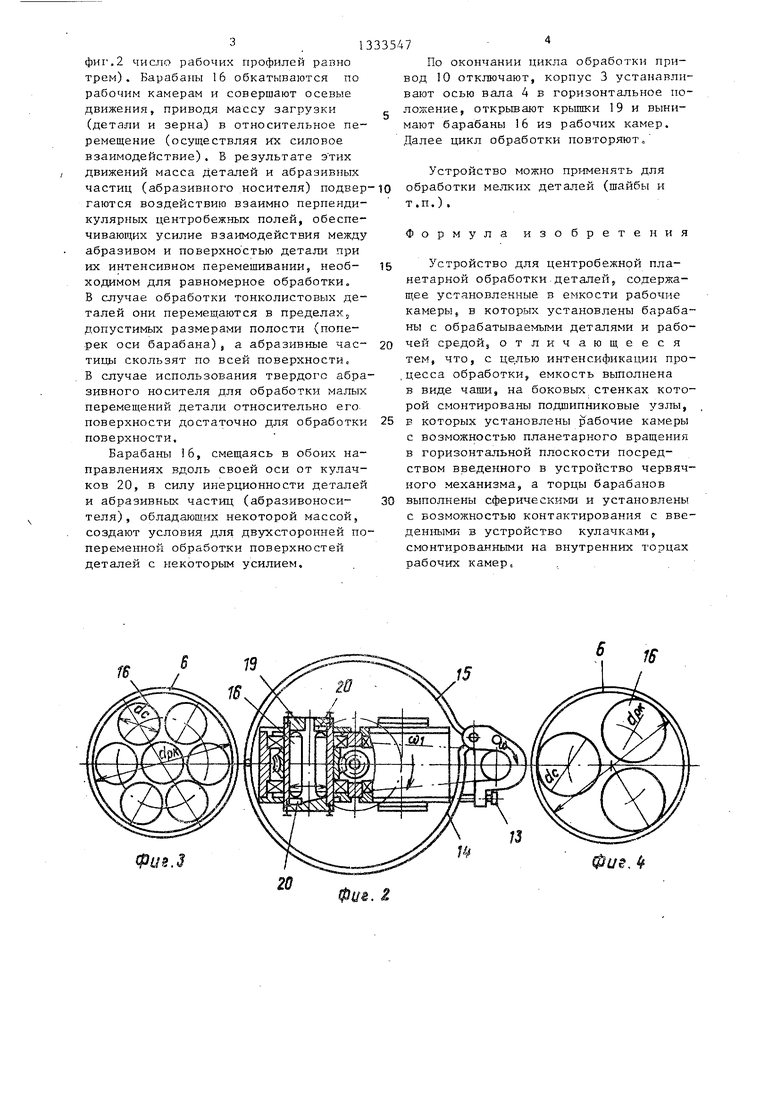
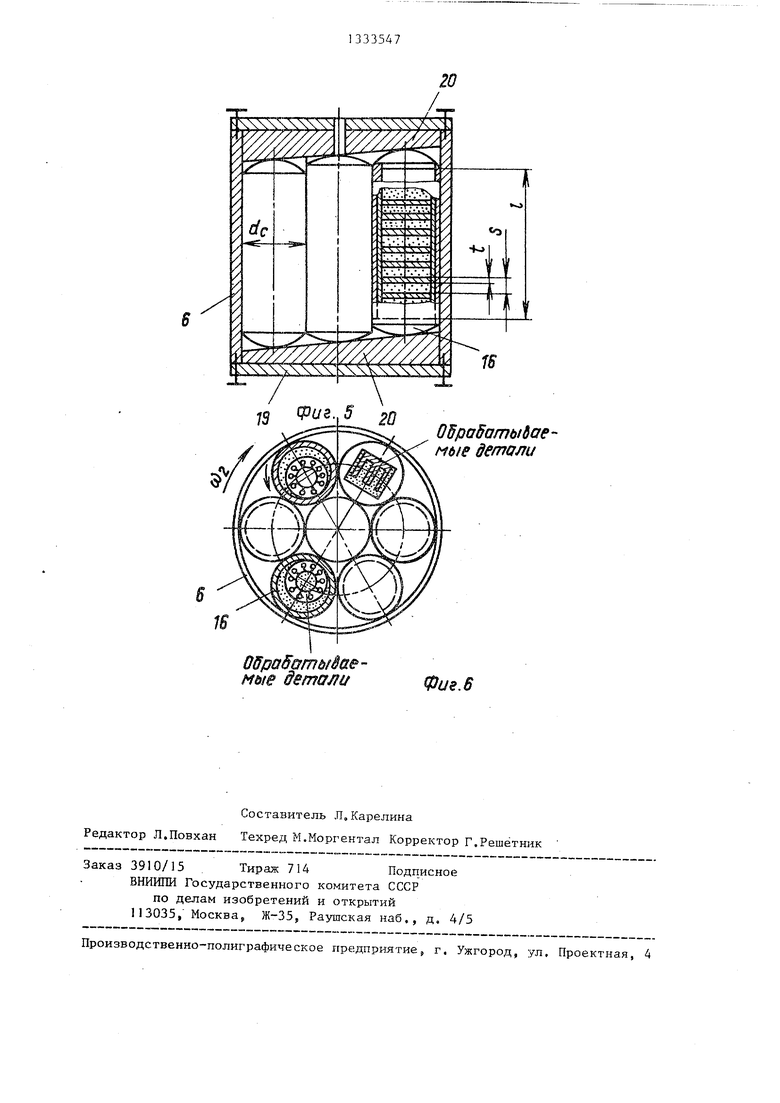
На фиг,1 представлено устройство, общий ВИД} на фиг.2 - то же, вид сверху; на фиг. 3 и А примеры установки в рабочую камеру различных по размеру и числу барабанов; на фиг.5 - камера и барабан, продольный разрез; на фиг.6 - камера, вид сверху, с по- перечным сечением барабанов.
Устройство содержит основание 1, на которое с возможностью поворота в цапфах 2 навешивается корпус 3, В
подшипниках корпуса 3 установлен пус- 20 перемещений находится в зависимости
тотелый вал 4, жестко соединенный с емкостью 5, вьшолненной в виде чаши, в подшипниках которой закреплены рабочие камеры 6 с цилиндрической внутренней поверхностью. Зубчатые венцы 7 жестко закреплены на рабочих камерах 6 и зацепляются с зубчатым элементом 8 (например, червяком), жестко установленным -на валу 9 с осевым отверстием, размещенном в полости вала ,4, и связанным с приводом 10 через бесконечную передачу. Привод 10 через фланец 11 навешен на шарнирную стойку 12 с возможностью поворота для натяжения бесконечной передачи и закреплен на корпусе 3 с помощью болта 13. Дверки 14 и 15 могут открываться при загрузке и выгрузке рабочих камер. В полость (фиг. 3 и 4) рабочих камер 6 устанавливают барабаны 6 со сферическими (вып тслыми) торцами с возможностью их обкатывания по внутренней поверхности рабочих камер Внутренняя полость барабанов соответствует форме плоских деталей (фиг.б)р которые требуют обработки жестким абразивоносителем или свободным абразивом в стопках (). Вал 9 в нижней части снабжен винтовой нарезкой 17, которая входит в масло- сборное углубление крышки планетарной передачи. Радиальные отверстия 18 выполнены во впадинах нарезки червяка и сообщаются с помощью вала 9 и
ма ело сборником. Зубчатая пара Z и Z может быть сменной и угловая скорость Ш емкост и 5 регулируется с их помощью. Угловая скорость UJ рабочих камер 6 регулируется за счет
333547смены шкивов (звездочек) d,
бесконечной передачи привода 10. В торцовых крышках 9 рабочих камер 6 предусмотрено отверстие (не обознат чено) для подвода рабочей жидкости, отвод которой из рабочей камеры осуществляется вместе со шламом известным способом. На внутренних поверхностях крьшек 19 закреплены торцовые кулачки 20р рабочие профили которых взаимодействуют с выпуклыми торцами барабанов 16. Рабочие профили кулачков 20 в каждой камере попарно параллельны и не препятствуют обкатыванию барабанов 16 по цилиндру рабочих камер, задавая барабанам возвратно- поступательные, вдоль оси рабочих камер, перемещения. Частота этих
от числа рабочих профилей кулачков 20 Устройство работает следуюш гм об- разом.
Уложенные в стопку тонколистовые
25 детали, вперемежку с абразивным носителем (абразивным тонким кругом на вулканитовой связке, наждачной шкуркой) или абразивными частицами в барабаны 16 (фиг.5) уплотняются вы30 пуклыми крьштками так, что обеспечивается свобода перемещения деталей и абразива относительно друг друга (вдоль поверхностей детали), В барабан 16 длиной 1 и диаметром d укла35
дывается п деталей:
п -
где -S - длина одной ячейки (сумма толщины детали, поперечника абразив4Q ной частицы и величины зазора, необходимого для силового взаимодействия поверхности детали и абразивного зерна) . Барабаны 16 (количество зависит от соотношения диаметров d и йрк)
45 устанавливаются: в рабочие камеры 6 (фиг. 3 и 4) с возможностью обкатывания по цилиндру dpn рабочей камеры. Закрьшают крьш1ки 19, включают привод .10, в результате чего рабочие камеры
50 6 имеют собственную угловую скорость переносную угло13 узо скорость и (совместно с емкостью 5), а барабаны 16, обкатываясь по dfft( приобретают еще и осевое ускорение, которое зависит от (-У и 1х/ г И за один оборот рабочей камеры меняет свой знак столько раз, сколько рабочих профилей выполнено на кулачке 20 (на фиг.5 показано два рабочих профиля, а на
фи1 ,2 число рабочих профилей равно трем). Барабаны 16 обкатываются по рабочим камерам и совершают осевые движения, приводя массу загрузки (детали и зерна) в относительное перемещение (осуществляя кх силовое взаимодействие), В результате этих движений масса деталей и абразивных частиц (абразивного носителя) подвер гаются воздействию взаимно перпендикулярных центробежных полей, обеспечивающих усилие взаимодействия между абразивом и поверхно стью детали при их интенсивном перемешивании, необ- ходимом для равномерное обработки В случае обработки тонколистовых деталей они перемещаются в пределах,, допустимых размерами полости (поперек оси барабана), а абразивные час- тицы скользят по всей поверхности, В случае использования твердого абразивного носителя для обработки малых перемещений детали относительно его поверхности достаточно для обработки поверхности.
Барабаны 16, смещаясь в обоих направлениях вдоль своей оси от кулачков 20, в силу инерционности деталей и абразивных частиц (абразивоноси- теля), обладающих некоторой массой, создают условия для двухсторонней попеременной обработки поверхностей деталей с некоторым усилием.
По окончании цикла обработки привод 10 отключают, корпус 3 устанавливают осью вала 4 в горизонтальное положение, открьтают крышки 19 и вынимают барабаны 16 из рабочих камер. Далее цикл обработки повторяют/
Устройство можно пр1-1менять для обработки мелких деталей (шайбы и т.п.).
Формула изобретения
Устройство для центробежной планетарной обработки.деталей, содержащее установленные в емкости рабочие камеры 5 в которых установлены барабаны с обрабатываемыми деталями и рабочей средойд отличающееся тем, что, с целью интенсификации про- ,цесса обработки, емкость вьшолнена в виде чаши, на боковых стенках которой смонтированы подшипниковые узлы, Е которых установлены рабочие камеры с возможностью планетарного вращения в горизонтальной плоскости посредством введенного в устройство червячного механизма, а торцы барабанов выполнены cфepичecки ш и установлены с возможностью контактирования с введенными в устройство кулачками, смонтированными на внутренних торцах рабочих камер, ,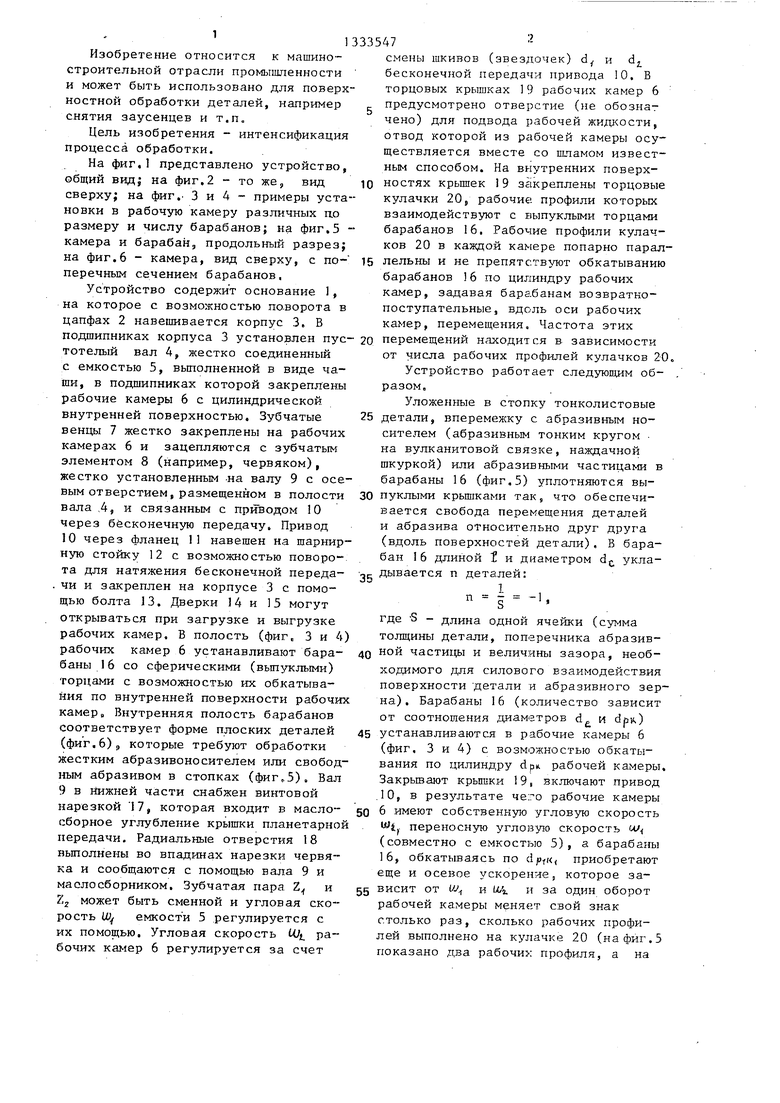
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройство для центробежно-планетарной абразивной обработки колец | 2019 |
|
RU2694858C1 |
| Планетарно-центробежная установка для абразивной обработки деталей | 1986 |
|
SU1419866A1 |
| УСТРОЙСТВО ЦЕНТРОБЕЖНО-ПЛАНЕТАРНОЕ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ | 2006 |
|
RU2333825C2 |
| Способ и устройство для центробежно-шпиндельной обработки поверхностей изделий | 2020 |
|
RU2755328C1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ | 2006 |
|
RU2356720C2 |
| Способ центробежной абразивной обработки колец подшипников качения | 2019 |
|
RU2703065C1 |
| Способ обработки изделий | 1978 |
|
SU680864A2 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2009 |
|
RU2401730C1 |
| Ленточно-шлифовальный станок | 1971 |
|
SU446398A1 |
| Устройство для абразивной обработки деталей | 1981 |
|
SU1007941A1 |
Изобретение относится к машиностроительной отрасли промышленности, может быть использовано для поверхностной обработки деталей и позволяет интенсифицировать процесс обработки. Устройство для центробежной обработки листовых деталей представляет собой систему совершающих планетарное движение рабочих камер 6, в которые уложены стопками вперемежку с абразивным материалом и уплотненные выпуклыми крьш1ками детали. Барабаны 16 обкатываются по рабочим камерам, одновременно совершая осевое переме- ш;ение, в результате детали подвергаются воздействию взаимно перпендикулярных центробежных полей, обеспечивая усилие взаимодействия между абразивом и поверхностью детали при их интенсивном перемешивании. 6 ил. 7(58) с (Л фцг.Г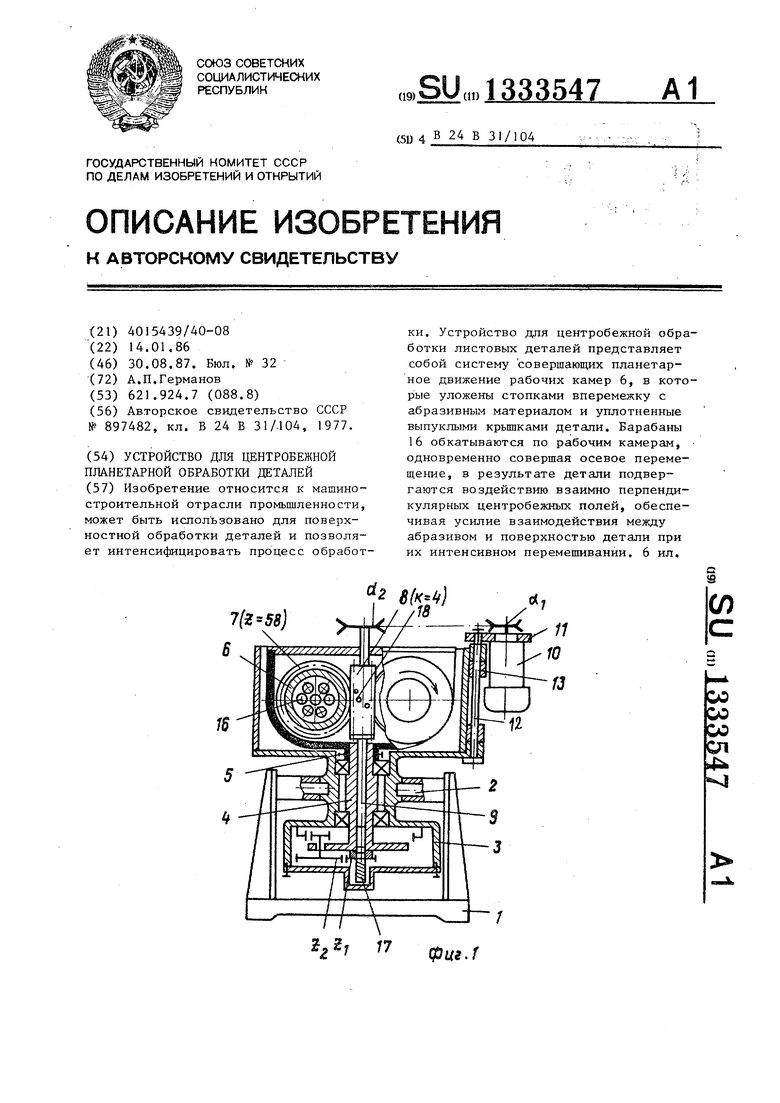
Физ.З
мые demQ/ii/
ОВро5ашыдое- мые детали
Фиг.6
| Способ центробежно-планетарной обработки колец | 1977 |
|
SU897482A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
