Изобретение относится к машиностроению, преимущественно энергетического, в частности - к способам ремонта длительно эксплуатируемых литых корпусов, например цилиндров и клапанов паровых турбин,
Целью изобретения является уменьшение затрат на ремонт,
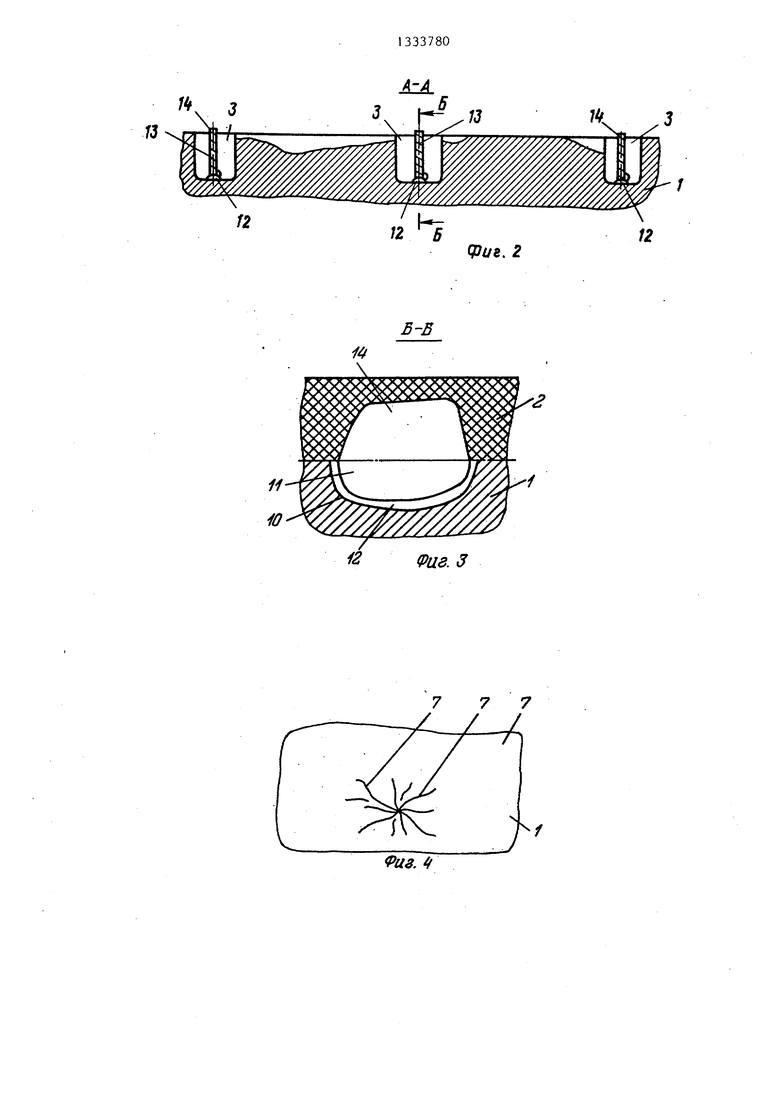
На фиг. 1 схематически представлена зона трещин с овальными отверстиями по концам и посередине зоны и . ребрами жесткости в отверстиях; на фиг, 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2; на фиг. 4 - пример пространственной ориентации зоны треищн; на фиг. 5 - ребро в отверстии, когда его форма близка к полусферической, вид- сверху; на фиг. 6 - сечение В-Вн.а фиг. 5
Корпус 1 с тепловой изоляцией 2 содержит овальные отверстия 3 посе- р едине 4 и по концам 5 и 6 зоны 7 трещин. При этом большие оси 8 овальных отв е рстий 3 располагают нормально 25 конечных элементов. При этом толщик продольной оси 9 зоны 7 трещин. По периметру 10 сечения овального отверстия 3 в плоскости 11 его большой оси 8 наносят (наплавляют) слой 12 вязкого металла, а к нему прикрепляют ребро 13 жесткости, верхняя часть 14 которого погружена (расположена) в изоляцию 2. При ремонте корпусов 1 с полостями, близкими к с)ероидаль- ным, в плоскости 15, меньшей оси 16 овальных отверстий 3, наносят (наплавляют) слой 17 вязкого металла, а к нему прикрепляют ребро 18 жесткости, верхнюю часть 19 которого располагают в изоляции 2.
Ремонт корпусов 1 по предлагаемому способу осуществляют следующим образом.
Выводят периодически установку, например энергоблок в капитальный ремонт. Вскрывают тепловую изоляцию 2 корпуса 1 в областях, где развиваются зоны трещин 7, защищают поверхность корпуса 1 в зонах 7 трещин с помощью пневматических мащинок с наждачными камнями. Осуществляют дефектоскопию (магнитно-порошковую, цветную или ультразвуковым методом). Выборку металла при формировании овальных отверстий 3 осуществляют механическим способом (при помощи пневматического зубила, шлифовальной машинки). При этом овальное отверстие 3 посередине 4 зоны 7 трещин позволяет точно определить максимальную глубину повреждения, удалить наиболее опасные трещины. Отверстия 3, выполняемые- по концам (краям) 5, 6 зоны 7, препятствуют ее продвижению по фронту (в плоскости продольной оси 9). Слой 12 вязкого металла наносят по периметру 10 сечения овальных отверстий 3 в плоскости 11 их больших осей 8, например, наплавкой электродами с вязкой, например никелевой, основой. Возможно применение
и перлитных электродов, а также нанесение слоя 12 напылением металла. К этому слою 12 приваривают ребро 13 жесткостиU До приварки-ребро 13 подогревают. Основные характеристики
ребра 13, выбираемые из условия восстановления жесткости корпуса 1 в плоскости 11 оси большой оси 8, получены расчетным путем при решении трехмерных задач упругости методом
на ребра 13 составляет 0,3-0,5 от ширины отверстия 3, а его высота - 2-3 глубины отверстия 3. Когда форма отверстия 3 приближается к полусфе- 30 рической (отношение размеров большой и малой осей 8, 16 отверстия 3 менее 2), то устанавливают ребра- 13, и 18 в плоскостях 1, 15 обеих осей, 8, 16. Верхнюю часть 19 ребра 18 располагают в изоляции 2.
35
Формула изобретения
1.Способ ремонта корпусов с тепловой изоляцией, преимущественно энергетического оборудования, включающий выполнение овальных отверстий по концам и в средние зоны трещин, причем большие оси овальных отверстий располагают нормально к продольной оси зоны трещин, отличающий- с я тем, что, с целью уменьшения затрат на ремонт, по периметру сечения овальных отверстий в плоскости
их большей оси наносят слой вязкого металла, к которому прикрепляют ребро жесткости, верхнюю часть которого располагают в тепловой изоляции.
2.Способ по п. 1-, отличающий с я тем, что слой вязкого
материала и ребра жесткости располагают в плоскости меньшей оси овальных отверстий.
J
12
. 2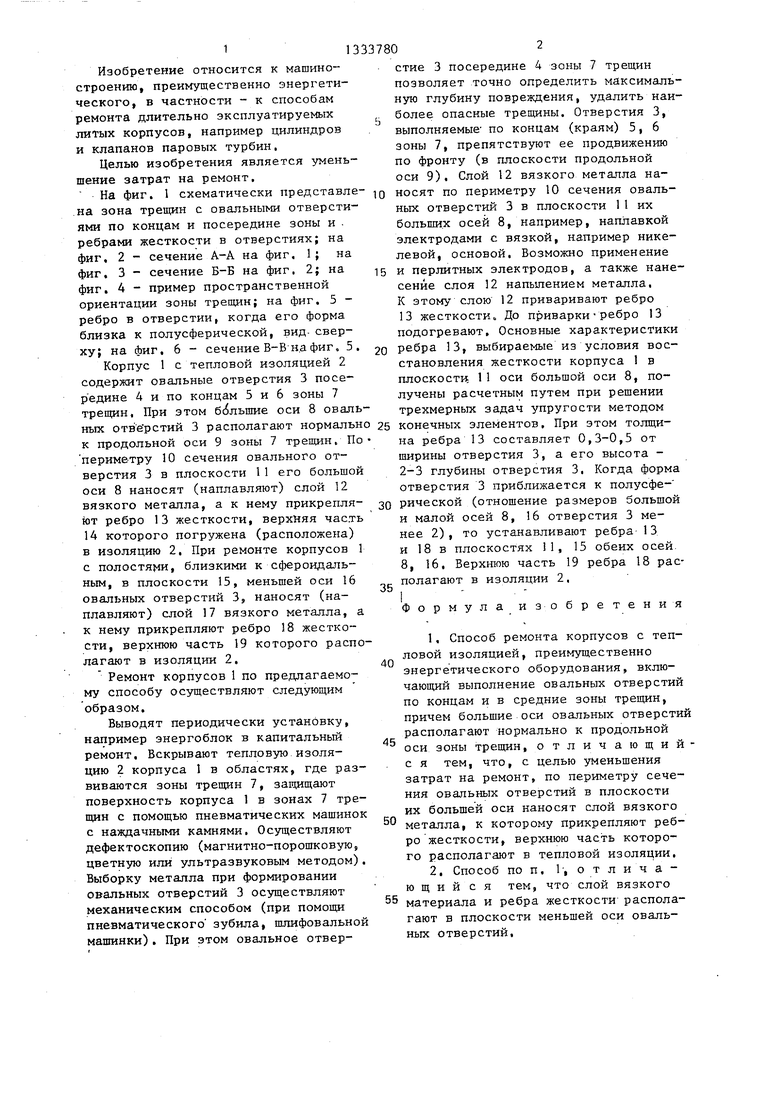
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ремонта литых корпусов | 1989 |
|
SU1687417A1 |
| Способ ремонта литого корпуса | 1987 |
|
SU1447636A1 |
| Способ ремонта литого корпуса турбины | 1987 |
|
SU1460358A1 |
| Способ ремонта литых корпусов турбины | 1987 |
|
SU1626756A1 |
| Способ ремонта конструкций с трещинами | 1990 |
|
SU1787095A3 |
| Способ продления ресурса деталей машин | 1989 |
|
SU1691041A1 |
| Способ ремонта литых корпусов | 1985 |
|
SU1294551A1 |
| СПОСОБ НАПЛАВКИ ДЕТАЛЕЙ МЕТАЛЛУРГИЧЕСКОГО ОБОРУДОВАНИЯ | 1995 |
|
RU2078657C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ КАТАНИЯ ЖЕЛЕЗНОДОРОЖНОГО РЕЛЬСОВОГО ПУТИ БЕЗ ЕГО СНЯТИЯ С ПОЛОТНА | 2009 |
|
RU2421309C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2397851C1 |
Изобретение относится к энергомашиностроению и м. б. использовано для ремонта длительно эксплуатируемых литых корпусов. Изобретение позволяет уменьшить затраты на ремонт. Корпус 1 с тепловой изоляцией (ТИ) содержит овальные отверстия 3 по середине 4 и по концам 5,6 зоны 7 трещин. При этом большие оси 8 отверстий 3 располагают нормально к продольной оси 9 зоны 7 трещин. По периметру сечения отверстия 3 в плоскости его большей оси 8 наносят слой 12 вязкого металла, а к нему прик- репляют ребро 13 жесткости. При этом верхнюю часть последнего погружают в ТИ. При ремонте корпусов 1 с полостями, близкими к сфероидальным, в плоскости меньшей оси- овальных отверстий 3 наносят слой вязкого металла, а к нему прикрепляют ребро жесткости, верхнюю часть которого располагают в ТИ. 1 3. п. ф-лы, 6 ил, 9 сл фиг. 7
(Pas. 3
Раз.
16 9
13
Риг. 5
1
i9 i5 2
Риг. б
Редактор А, Долинич
Составитель Б, Новиков
Техред Л. Сердюке на Корректор в, Бутяга
Заказ 3933/27 Тираж 481Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
| Реле частоты с зависимой характеристикой выдержки времени | 1980 |
|
SU902096A1 |
