1 /.
Ч % -т-
f VN N N .
KN
AV V V44-44
1
. j.
J,AX
2
&., ,j
/; j
V
&., ,j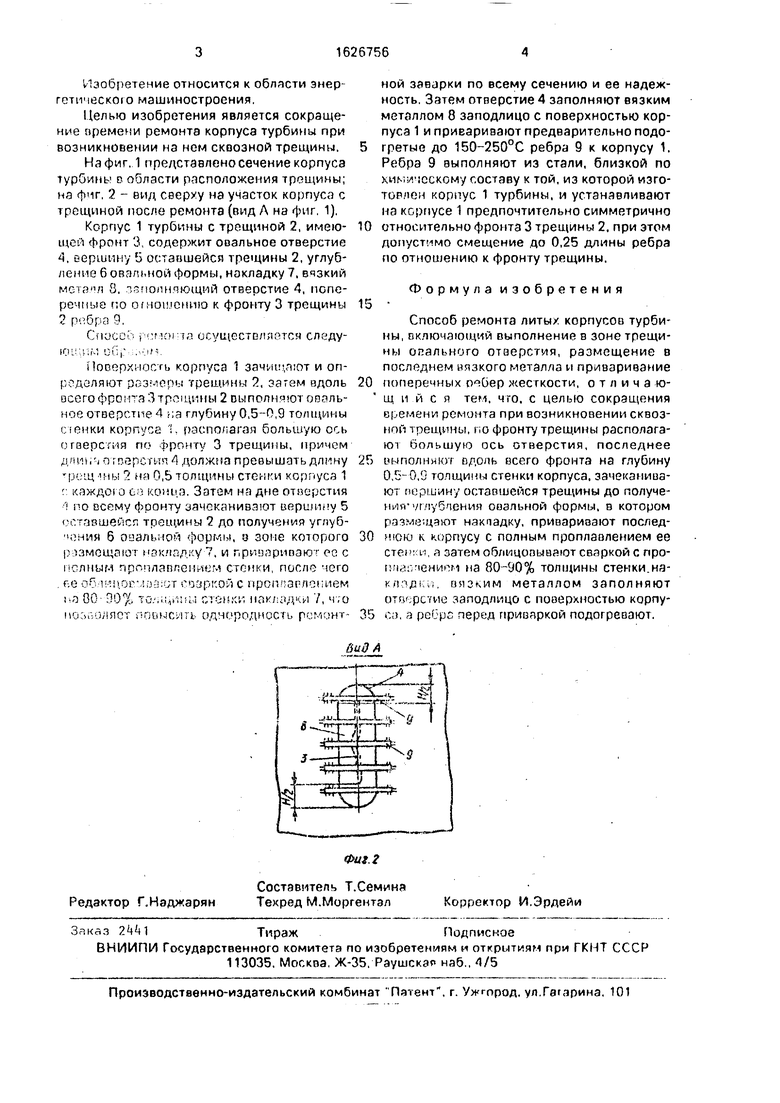
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ремонта литого корпуса турбины | 1987 |
|
SU1460358A1 |
| Способ ремонта корпусов | 1986 |
|
SU1333780A1 |
| Способ ремонта литого корпуса | 1987 |
|
SU1447636A1 |
| Способ ремонта конструкций с трещинами | 1990 |
|
SU1787095A3 |
| Способ ремонта литых корпусов | 1989 |
|
SU1687417A1 |
| Способ продления ресурса деталей машин | 1989 |
|
SU1691041A1 |
| Способ предотвращения роста трещин в изделии | 1984 |
|
SU1234148A1 |
| Способ заделки отверстий в газопроводах | 1986 |
|
SU1409441A1 |
| Способ электронно-лучевой сварки тавровых соединений | 1987 |
|
SU1454610A1 |
| Способ изготовления многослойных тонколистовых вафельных конструкций из легких сплавов | 1990 |
|
SU1712106A1 |
V ., 1
Изобретение относится к области энергетическою машиностроения.
Целью изобретения является сокращение времени ремонта корпуса турбины при возникновении на нем сквозной трещины.
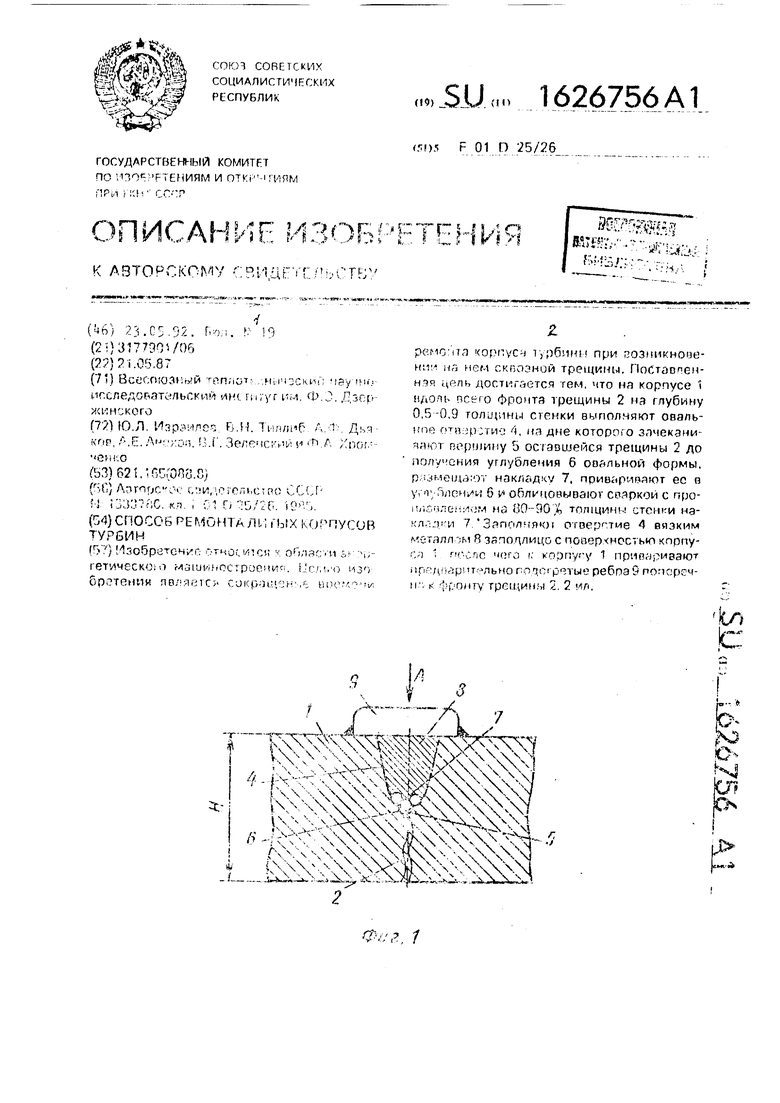
На фиг. 1 представлено сечение корпуса турОинь в области расположения трещины; на фиг, 2 - вид сеерху на участок корпуса с трещиной после ремонта (вид А на фиг. 1).
Корпус 1 турЬины с трещиной 2, имеющей Фронт 3, содержит овальное отверстие А, еершину 5 оставшейся трещины 2, углубленно 6 овальной формы, нзкладку 7, вязкий 8. т молнпющий отверстие 4, поперечные мо к фронту 3 трещины 2 q,
(uuco- , | м:ч ы осуществляется следуИ К г 1 Ci ( Ч
Поверх юсгь корпуса 1 зачищлют и оп- рс1 доля ют рсз- ЧЧ н трещины 2, за том вдоль всего фр01гаЗтргчцнны 2 оыполнеют овальное огверстпе 4 -,а глубину 0,5-0,9 толщины г, рнки корпуса .. располагая большую ось стверстя пг. рронгу 3 трещины, причем tiii,iri n гперстип л должна превышать длину тр щ чы 1 ня П,Ь толщины степей корпуса 1 г каждом о ь KOHiia. Затем на дне отверстия по всему фоонту зачеканивэют вершину 5 ч эвшейсг. тоощины 2 до получения углуб- ония б оааль.ю формы, а зоне которого р зм01цаюг покяг. 7, и гфиоаривэю ео с полным проплаппен-1€м сгснки, поело чего f.e пог s,j, r гозрг.ой с npoiT apmi нем i-a 00 П0% то ,.:,.,:ч ciuts; -, пак/ .дчи /, ц,о по и ) ,-гд(ЫС/п одчпро
ной заварки по всему сечению и ее надежность. Затем отверстие 4 заполняют вязким металлом 8 заподлицо с поверхностью корпуса 1 и приваривают предварительно подогретые до 150-250°С ребра 9 к корпусу 1. Ребра 9 выполняют из стали, близкой по химическому составу к той, из которой изготовлен корпус 1 турбины, и устанавливают на корпусе 1 предпочтительно симметрично
относительно фронта 3 трещины 2. при этом допустимо смещение до 0,25 длины ребра по отношению к фронту трещины.
15
Формула изобретения
Способ ремонта литы/ корпусов турбины, включающий выполнение в зоне трещины опального отверстия, размещение в последнем вязкого металла и приваривание
поперечных о°0ер жесткости, отличаю- щ и и с n тем, чго, с целью сокращения времени ремонта при возникновении сквозной трещины, ио фронту трещины располагают Ьольшую ось отверстия, последнее
иыполнмкн вдоль всего фронта на глубину 0,5-0,0 топщины стенки корпуса, эачекапива- ют перейму оставшейся трещины до получения /глубтения овальной формы, в котором рззмещчют накпадку, приваривают последтою к корпусу с полным проплавлением ее стен- и а затем облицовывают сваркой с про- п);,ченигм на 80-90% толщины стенки.на- Г пдк, ояз«чим металлом заполняют f) рстио заподлицо с поверхностью корпу
