Изобретение относится к поперечно-винтовой прокатке штучных кольцевых заготовок, преимущественно с наружной профильной поверхностью.
Известно устройство для прокатки штучных кольцевых заготовок, содержаш,ее оправку, три приводных валка с обжимными кольцами и винтовыми ребордами трапециевидной формы с конусностью 20-25 у вершины на формуюндем участке каждого из валков и имеюших за каждым формующим участком отделочный участок в виде прямоугольного выступа на одном из валков.
Цель изобретения - повышение экономичности при получении профильных колец с конусностью торцов без дополнительного съема металла с торцов и обеспечение дополнительного сближения валков при получении изделий с отверстием менее 50 мм.
Это достигается тем, что на винтовой реборде формующего участка выполнен дополнительный конус, прилегающий к ее основанию, с конусностью, соответствующей конусности торцов получаемого изделия, и сопряженный с конусным участком, размещенным у вершины винтовой реборды, а отделочные участки двух валков снабжены впадинами, размещенными соответственно прямоугольному выступу на одном из валков.
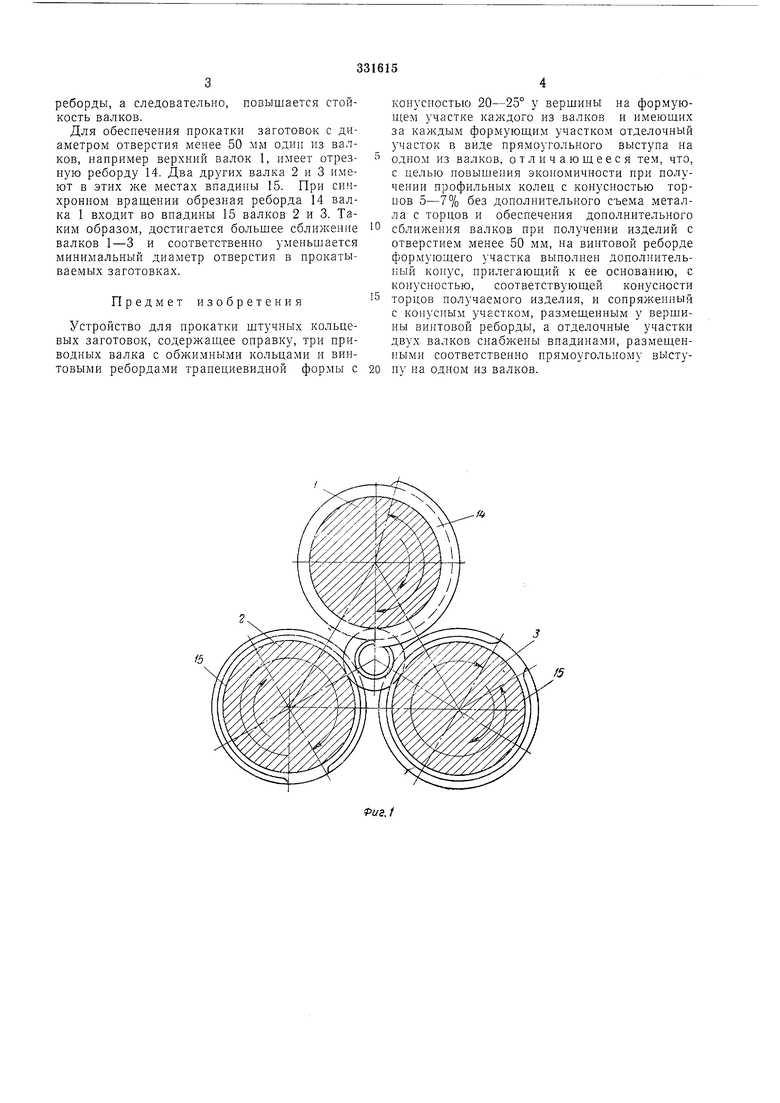
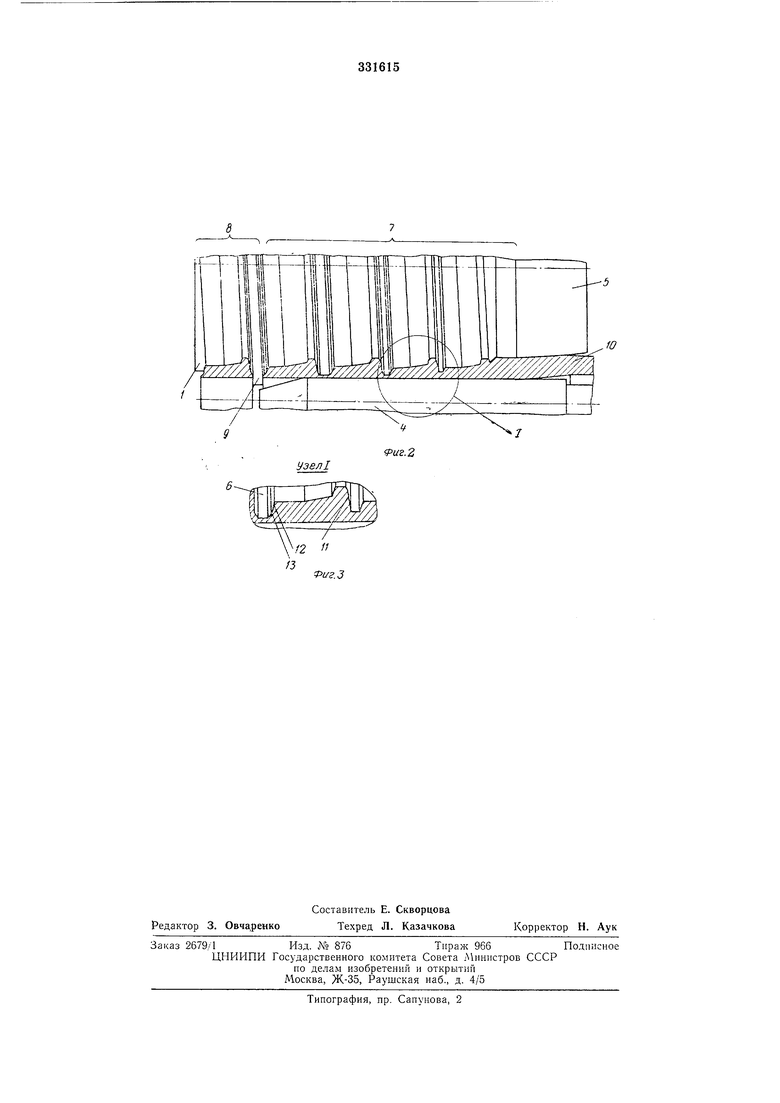
ройство, поперечный разрез; на фиг. 2 - валок, продольное сечение; на фиг. 3 - узел I на фиг. 2. Устройство включает приводные валки 1 -
3 и оправку 4. Каждый из валков состоит из обжимных колец 5 и винтовых реборд 6. Валки 1-3 состоят из формующего участка 7 и отделочного участка 8, выполненного в виде прямоугольного выступа 9 на валке 1. Виитовая реборда 6 в начале калибра валка 1, где формуется на оправке 4 заготовка 10 с толстой перемычкой, имеет участок 11 с малой конусностью. Иа участке, где становится тоньше и отрезается перемычка, реборда в
основании имеет участок 12 с малой конусностью, соответствующей конусности торцов получаемых изделий, сопрягающийся с участком 13 при вершине реборды, имеющем большую конусность (25-30°).
Ири вращении валков 1-3 винтовая реборда 6 вначале формует заготовку с малой конусностью торцов, и лишь при утонении перемычки формуются небольшие участки торцов с большой конусностью, которые прилегают к растачиваемому отверстию заготовки. Благодаря этому соблюдается условие прилегания деформируемого металла к реборде валка, обеспечивающее заполнение формы заготовки и малый съем металла при обработке
реборды, а следовательно, повышается стойкость валков.
Для обеспечения прокатки заготовок с диаметром отверстия менее 50 мм один из валков, например верхний валок 1, имеет отрезную реборду 14. Два других валка 2 и 3 имеют в этих же местах впадины 15. При синхронном вращении обрезная реборда 14 валка 1 входит во впадины 15 валков 2 и 3. Таким образом, достигается большее сближение валков 1-3 и соответственно уменьшается минимальный диаметр отверстия в прокатываемых заготовках.
Предмет изобретения
Устройство для прокатки штучных кольцевых заготовок, содержаш,ее оправку, три приводных валка с обжимными кольцами и винтовыми ребордами трапециевидной формы с
конусностью 20-25° у вершины на формуюHieM участке каждого из валков и имеющих за каждым формующим участком отделочный участок в виде прямоугольного выступа на одном из валков, отличающееся тем, что, с целью повышения экономичности при получении профильных колец с конусностью торUOB 5-7% без дополнительного съема металла с торцов и обеспечения дополнительного сближения валков при получении изделий с отверстием менее 50 мм, на винтовой реборде формующего участка выполнен дополнительный конус, нрилегающий к ее основанию, с конусностью, соответствующей конусности торцов получаемого изделия, и сопряженный с конусным участком, размещенным у вершины винтовой реборды, а отделочные участки двух валков снабжены впадинами, размещенными соответственно прямоугольному выстуnv на одном из валков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для поперечно-винтовой прокатки штучных кольцевых заготовок | 1977 |
|
SU680793A1 |
| СПОСОБ ПОЛУЧЕНИЯ ШТУЧНЫХ ПОЛЫХ ПРОФИЛИРОВАННЫХ ЗАГОТОВОК | 1990 |
|
RU2039622C1 |
| Способ получения тонкостенных заготовок колец | 1977 |
|
SU667299A1 |
| Инструмент для поперечно-винтовой прокатки штучных коротких полых тел вращения | 1978 |
|
SU768526A1 |
| Способ поперечной прокатки в винтовых калибрах круглых профилированных полых заготовок для кольцевых изделий | 1956 |
|
SU107607A1 |
| СТАН ДЛЯ ОДНОВРЕМЕННОЙ ПРОШИВКИ И ПРОКАТКИ ПРОФИЛИРОВАННЫХ ТРУБНЫХ ЗАГОТОВОК ДЛЯ КОЛЬЦЕВЫХ ИЗДЕЛИЙ | 1960 |
|
SU132175A1 |
| Способ получения коротких тел вращения и валки для его осуществления | 1978 |
|
SU759186A1 |
| Способ поперечно-винтовой прокатки заготовок колец и устройство для его осуществления | 1978 |
|
SU667301A1 |
| Способ изготовления полых изделий, преимущественно шаров | 1990 |
|
SU1779456A1 |
| Валок для поперечной прокатки штучных кольцевых заготовок | 1972 |
|
SU446343A1 |
/4
t/г.З
