Изобретение относится к станкостроению и может быть применено в агрегатных и расточных станках высокой точности для обработки корпусных деталей с жесткими допусками.
Целью изобретения является повышение жесткости и точйости подналад- ки резца-за счет его дискретного радиального смешения на заранее заданную величину и автоматического отвода резца при обратно ходе.
На фиг, 1 показано предлагаемое устройство, разрез; на фиг, 2 - разрез А-А на фиг, 1,
Устройство содержит планшайбу, состоящую из неподвижной части 1, жестко связанной с корпусом патрона 2, и соединенную с ней посредством пластинчатых пружин 3 каретку 4, ко- торая -может быть упруго смещена в радиальном направлении вместе с закрепленным на ней инструментом (не показан) ,
Внутри корпуса патрона 2 смонтирован узел радиального смещения, состоящий из пневмоцилиндра с полостями а и Ь, поршня-рейки 5, связанной через прямозубую шестерню с ходовым винтом 6, ввернутым в корпус и воздействующим своим упорным концом на тягу 7, жестко связанную с кареткой 4,
На наружной кольцевой проточке планшайбы установлена обойма 8 с возможностью кругового вращения и фиксацией на рабочих позициях фиксатором 9, В обойме установлено требуемое количество калибров 10, последовательно отличающихся друг от друга по высоте на величину требуемого радиального смещения резца. Калибры 10, подобранные из тел качения (шариков или роликов), имеют возможность ра- диально смещаться в отверстиях обоймы 8, В неподвижной части 1 планшайбы вдоль оси смещения каретки 4 установлен ограничитель 11 пер емещения.
0
5
0
Устройство работает следующим образом.
Сжатый воздух подается в полость 12 пневмоцилиндра и перемещает поршень-рейку 5, которая, вращая через прямозубую шестерню ходовой винт 6, вывинчивает его из корпуса патрона 2, Винт 6, перемещаясь относительно кор- ;Пуса патрона 2, своим упорным концом перемещает тягу 7 и связанную с ней каретку 4 с закрепленным на ней резцом и жестко поджимает ее к упору- ограничителю 11 через калибр 10,
После окончания обработки давление подается в полость 13 пневмоцилиндра, поршень-рейка 5, возвращаясь в исходное положение, завинчивает ходовой винт 6 в корпус, а пружина 3 возвращает каретку 4 в исходное положение. Установка требуемого калибра- проставки на рабочую позицию производится при крайнем левом положении поршня-рейки 5 вращением обоймы 8 с 5 фиксацией ее фиксатором-9,
Формула изо.бретения
Устройство для автоматической под- 0 наладки резца, содержащее планшайбу и соединенную с ней посредством упругого элемента каретку, установленную с возможностью радиального перемещения относительно корпуса, инструмент, 5 закрепленный в каретке, и узел радиального смещения, отличающе с я тем, что, с целью повышения жесткости и точности подналадки резца, устройство снабжено ограничителем перемещения, установленным на планшайбе и выполненным в виде обоймы с калибрами различного диаметра, установленными с возможностью радиального перемещения и взаимодействия с одной стороны с обоймой с ограничителем, а с другой - с узлом радиального смещения, причем обойма установлена с возможностью вращения относительно
планшайбы.
0
е5
Редактор И, Шулла
Составитель В. Жиганов
Техред М.Двдык Корректор С. Черни
Заказ 4004/13Тираж 974 .Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий . 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, 4
«г.2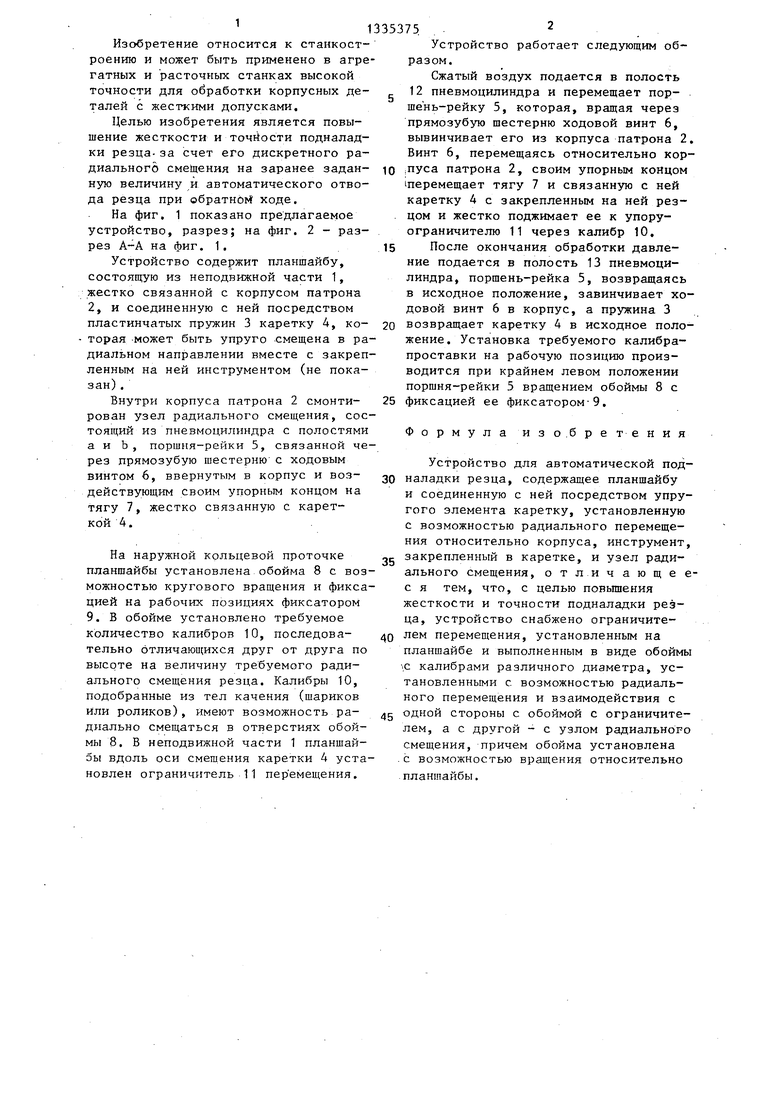
| название | год | авторы | номер документа |
|---|---|---|---|
| Силовая головка для многопроходной обработки внутренних поверхностей | 1983 |
|
SU1085698A1 |
| Силовая головка для многопроходной обработки внутренних поверхностей | 1981 |
|
SU963705A1 |
| Резцовая головка | 1989 |
|
SU1785836A1 |
| Устройство для автоматической подналадки резца | 1977 |
|
SU737133A1 |
| Расточная головка для обработки конических отверстий | 1978 |
|
SU732086A1 |
| Устройство для расточки и подрезки торца | 1986 |
|
SU1360912A1 |
| Механизм радиальной подачи суппорта | 1980 |
|
SU902985A1 |
| РАСТОЧНО-ПОДРЕЗНАЯ ГОЛОВКА | 1972 |
|
SU351647A1 |
| УСТРОЙСТВО ШПИНДЕЛЬНОЕ | 2004 |
|
RU2252111C1 |
| Металлорежущий станок | 1989 |
|
SU1664465A1 |
Изобретение относится к области станкостроения и может быть применено в агрегатных и расточных станках высокой точности для обработки корпусных деталей с жесткими допусками. Целью изобретения является повышение жесткости и точности подналадки резца за счет его дискретного радиального смещения На заранее заданную величину и автоматического отвода резца при обратном ходе. Для этого при сигнале на подналадку резца винт 6 перемещается относительно корпуса 1 патрона от привода, взаимодействует с тягой 7, которая жестко связана с кареткой 4, и поджимает тягу 7 к ограничителю 11 через калибр. .После окончания обработки винт 6 перемещается в обратном направлении до упора, и тяга 7 с кареткой 4 под действием пру- пружин 3 перемещается в исходное положение. Величина перемещения тяги 7 устанавливается при крайнем левом положении привода винта 6 вращением обоймы 8 и фиксации ее фиксатором. 2 ил. (С (Л СО со ел со «-sj сд Фаг1 л
| ВНИИТЭМР | |||
| Обзорная информация, сер, 2 | |||
| Инструментальная и абразивно-алмазная промышленности, вып | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| М., 1985, с | |||
| Нивелир для отсчетов без перемещения наблюдателя при нивелировании из средины | 1921 |
|
SU34A1 |
