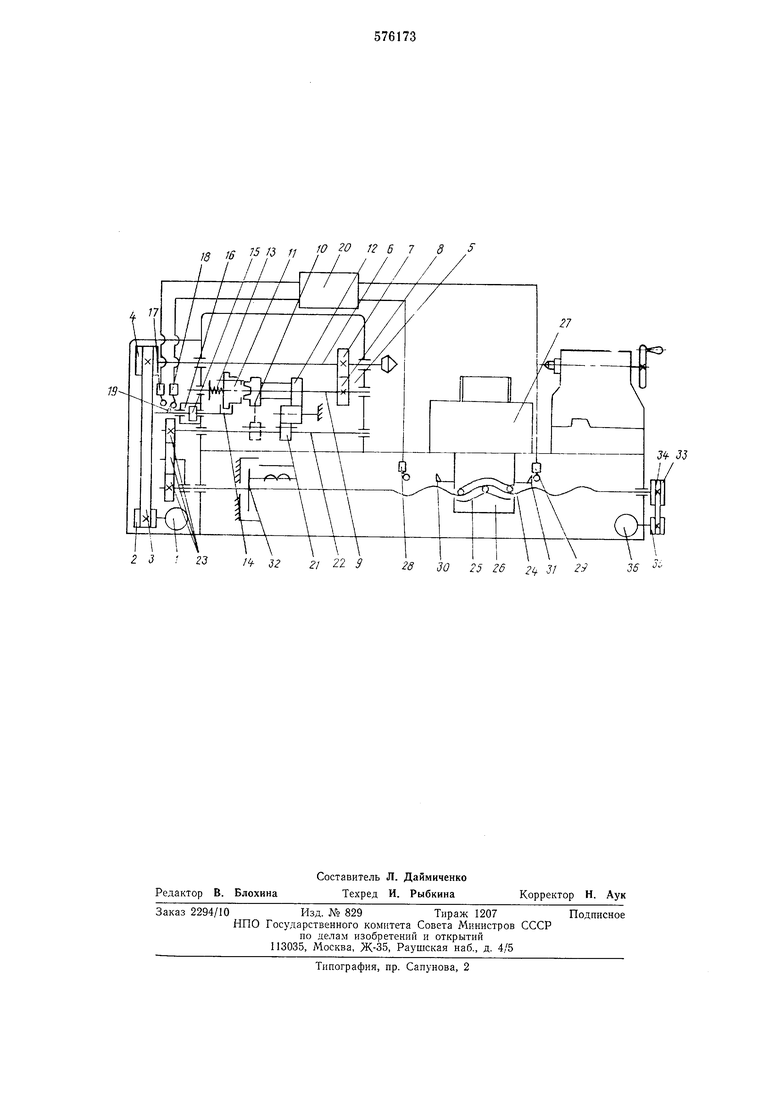
перемещает продольный суппорт 27, крайние положения которого контролируются концевыми выключателями 28 и 29, взаимодействующими соответствеиио с кулачками 30 и 31, закрепленными на корпусе 26. На ходовом винте 24 со стороны главного привода установлена тормозная электромагнитная муфта 32 с регулируемым крутящим моментом. С противоположной стороны ходовой винт 24 соединен носредством щкива 33, 10 ремня 34, щкива 35 с реверсируемым электродвигателем 36 привода ускоренных перемещений продольного суппорта 27. Станок работает следующим образом. При вращающемся шпинделе 6 и выклю- 15 ченных полумуфт 10 и 11 М5фты ориентированного сцепления продольный суппорт 27 на ускоренном ходу, который сообщается ему ходовым винтом 24 от электродвигателя 36 привода зскоренных перемещений, подводит- 20 ся к исходной точке. Кулачок 31 наезжает на концевой выключатель 32, который через блок 20 управления дает команду на включение тормозной электромагнитной мзфты 32 и выключение электродвигателя 36. Суппорт 25 27 останавливается в заданном положении. Одновременно с этим снимается давление в цилиндре 16, в результате чего полумуфта 11, вращаясь вместе с валом 9, под действием пружины 13 перемещается в сторону по- зо лумзфты 10, которая неподвижна, так как включенная тормозная электромагнитная муфта 32 через шестерни 23, 21 и 12 препятствует ее вращению. В случае торцового контакта кулачков зубьев нолумуфт IO и 11, 35 т. е. невключения муфты, полумуфта И, вращаясь относительно полумуфты 10, ориентируется таким образом, что ее торцовые зубья вдвигаются в заданном положении в назы полумуфты 10, в результате чего муфта 40 включается и через шестерни 12, 21, 23 начинает вращать ходовой винт 24, сообщая продольному суппорту 27 перемещение вдоль оси щпинделя со скоростью, соответствующей величине шага нарезаемой резьбы. Сразу 45 же после включения муфты ориентированного сцепления по команде, даваемой конце5вым выключателем 18, выключается тормозная электромагнитная муфта 32, которая настраивается на крутящий момент, величина которого несколько превышает момент, возннкающнй на ходовом винте 24 нрн торцовом контакте зубьев нолумуфт 10 и И. В конце хода продольного суппорта 27 кулачок 30 воздействует на концевой выключатель 28, который через блок 20 управления дает команду на выключение муфты ориентированного сцепления, которое осуществляется при ходе поршня 15 (на чертеже влево) цилиидра 16, перемещающего через рычаг 14 полумуфту 11, тем самым выводя ее из сцепления с полумуа|)той 10, в результате чего прекращается вращение ходового винта 24, а следовательпо, и перемещение продольного суппорта 27. Для возврата суппорта 27 в исходное положение электродвигатель 36 привода ускоренных перемещений реверсируется и при взаимодействии кулачка 31 с концевым выключателем суппорт 27 останавливается. Далее цикл повторяется. Формула изобретения Резьбонарезной станок, содержащий шпиндель с муфтой ориентированного сцепления, установленной на промежуточном валу шпинДельной бабки, связанный с ходовым винтом перемещения продольного суппорта и снабженный приводом ускоренных перемещений, отличающийся тем, что, с целью упрощения конструкции и схемы управления, в кинематическую цень, связывающую муфту ориентированного сцепления с ходовым винтом, встроено тормозное устройство с регулируемым крутящим моментом, установленное на ходовом винте со стороны привода щпинДеля, а привод ускоренных перемещений соединен с ходовым винтом с противоположной стороны. Источники информации, принятые во внимание при экспертизе 1. Кн., Ачеркин Н. С. Металлорежущие станки, М., 1965, том. 2, с. 292, фиг. VL 49.
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный кулачковый автомат для нарезания торцовой резьбы | 1981 |
|
SU994170A1 |
| Устройство для нарезания резьбы на токарном станке | 1974 |
|
SU524502A3 |
| Резьбонарезной станок | 1981 |
|
SU990447A1 |
| Токарный станок для обработки канавок кулачков самоцентрирующих патронов | 1982 |
|
SU1077705A1 |
| МЕХАНИЗМ АВТОМАТИЧЕСКОГО ОТКЛЮЧЕНИЯ ДВИЖЕНИЯ РАБОЧЕГО ОРГАНА СТАНКА ПРИ ЕГО ОСТАНОВЕ | 1972 |
|
SU327969A1 |
| Устройство для получения замкнутых прямоугольных контуров | 1980 |
|
SU870009A1 |
| Автоматический резьбонарезной станок | 1986 |
|
SU1335416A1 |
| Станок для шаговой подачи листовой резины на обработку | 1972 |
|
SU438547A1 |
| Полуавтомат для распиловки рубиновых и т.п. заготовок | 1958 |
|
SU119122A1 |
| Токарно-затыловочный станок | 1975 |
|
SU539688A1 |