1
Изобретеиие .относится к деревообрабатывающей промышленности, а именно к оборудованию для производсва древесно-стружечных плит.
Цель изобретения - повьтюние качества плит за счет снижения их раз нотолщинности и обеспечения равномености их удельного веса по ширине плиты.
На фиг. 1 изображено устройство для непрерывного изготовления плит вид сбоку; на фиг. 2 - приспособление замены калибрующих валков, вид
сверху; на фиг. 3 - то же, вид сбок
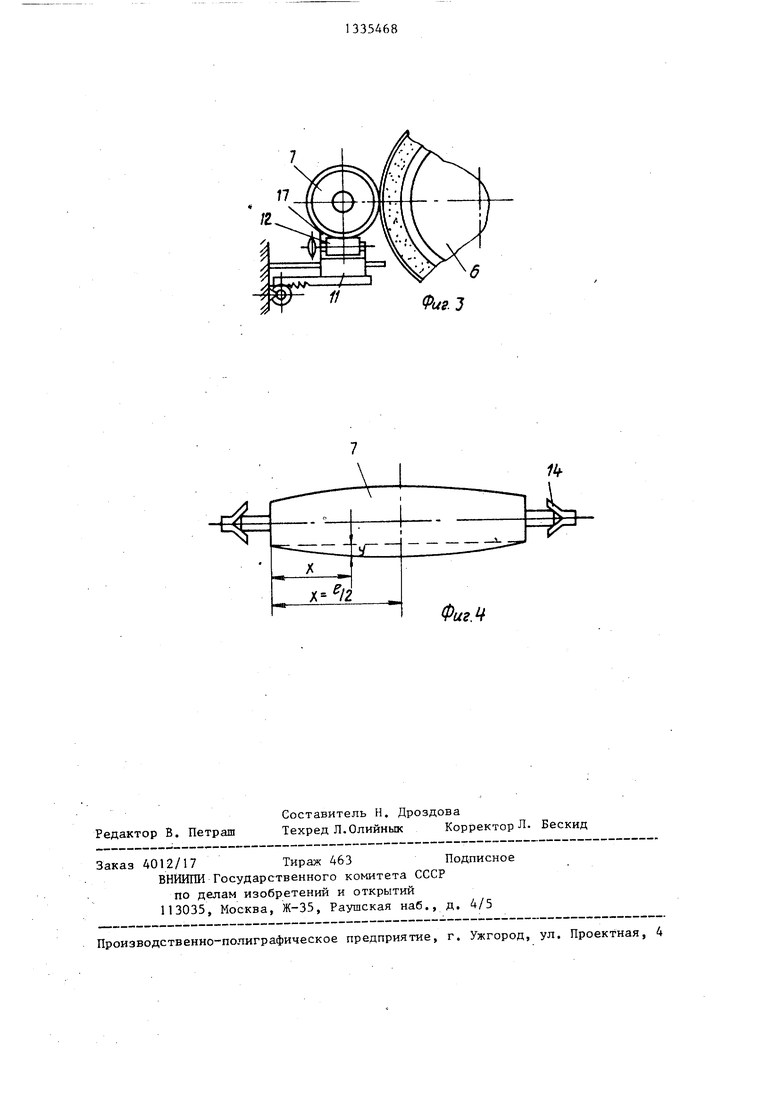
на фиг. 4 - калибрующий валок.
Устройство для непрерывного изготовления плит включает установленные на станине 1 калибрующие валки верхний 2 и нижний 3 с выпуклой рабочей поверхностью 4 и охваченные стальной лентой 5 прессующий барабан 6, направляющие 7 и натяжной 8 барабаны и привод 9 и снабжено размещенным между натяжным 8 и прессующим 6 барабанами приспособлением 10 замены калибрующих валков 2 и 3 выполненным в виде установленной вдоль прессующего барабана 6 каретки 1 1 с приводными роликами 12 и соосно установленных с прессующим барабаном 6 боковых поворотных рычагов 13 с подвижными захватами 14, причем последние установлены на свободных концах рычагов 13 и снабжены гидроцилиндрами 15. Выпуклость 4 рабочей поверхности калибрующих валко 2 и 3 выполнена по зависимости
-ь а{ У,.
-5 д
384 EJ
где у - максимальный прогиб; q - нагрузка на валок; . - длина валка; Е - модуль упругости материала валка;
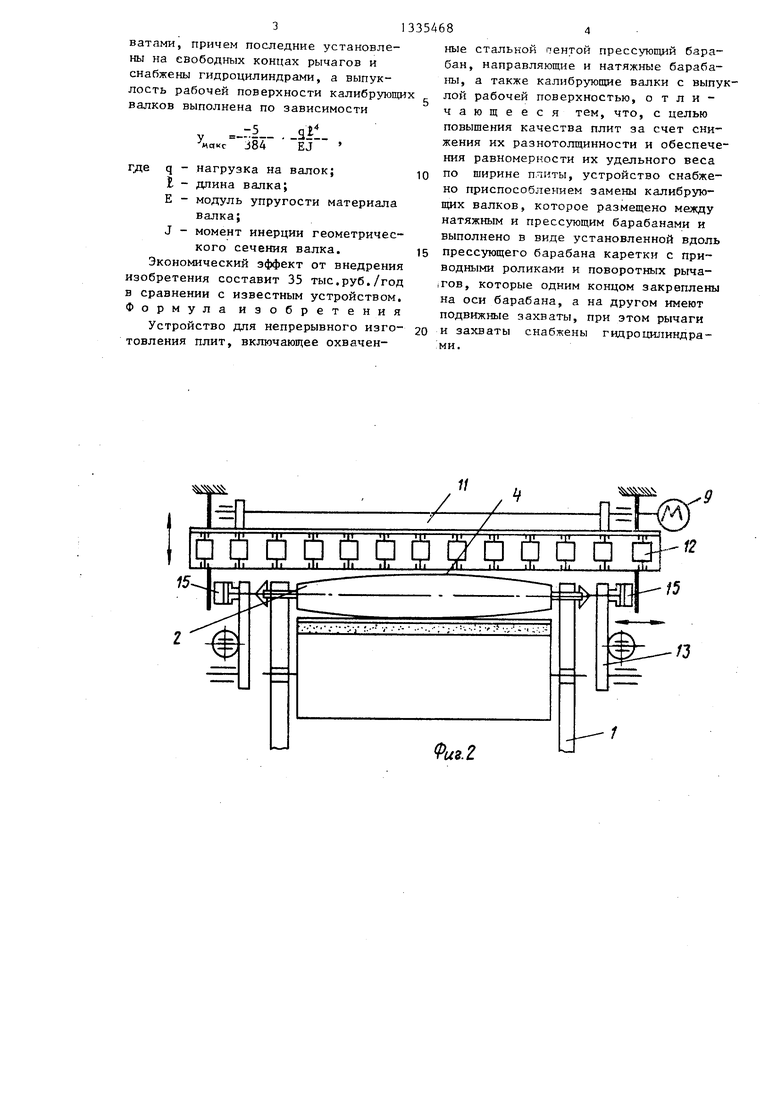
J - момент инерции геометрического сечения валка. Устройство смонтировано в зоне формирующей машины 16, на каретке П смонтирована опора 17 для поддержания калибрующих валков 2 и 3, а рычаги 13 снабжены гидроцилиндрами 18.
Устройство работает следующим образом.
Подлежащий прессованию материал из формирующей 16 формируется в ковер 19 на стальной ленте 5. Далее ковер подают в зазор между направляющими 7 и прессующим 6 барабанами, где он сильно сжимается, затем с помощью калибрующих валков 3 и 2 его калибруют. Благодаря применению калибрующих валков 2 и 3 с выпук лостью рабочей поверхности, соответствующей параболе четвертого порядка, достигается полное устранение деформации изготовляемых стружечных плит. С помощью приспособления 10 замены калибрующих валков 2 и 3 можно быстро заменять одни калибрующие валки на другие (в зависимости от
0
5
0
Замену валков 2 и 3 осуществляют следующим образом. С помощью гидроцилиндров 18 поднимают рычаг до тех пор, пока захваты 14 будут расположены по оси верхнего калибрующего валка, затем гидроцилиндрами 15 перемещают захваты 14 и зажимают калибрующий валок 2. Зажатый калибрующий валок 2 с помощью поворотных рычагов 13 перемещают до тех пор, пока рычаги 13 не займут горизонтальное положение. После этого подкатывают каретку 11 под калибрующий валок 2., отводят гидроцилиндрами 15 захваты 14 и укладывают валок 2 на приводные ролики 12 каретки 11. Гидроцилиндры 18 отводят захваты 14 вниз, а ролики 12 удаляют валок 2 из зоны прессования. Затем на каретку
g ложат необходимьпЧ для работы калибрующий валок и ролики 12 подают его к Приспособлению 10, которое подает новый валок на место снятого. Аналогично снимают с устройства нижней
0 калибрующий валок 3, а затем таким же образом устанавливают в устройстве калибрующие валки 2 и 3 с необходимой выпуклостью рабочей поверхности 4. Цикл повторяют.
Предлагаемое изобретение позволит повысить качество древесно-стружечных плит за счет снижения их раз- нотолщинности и повысить равномерность удельного веса по ширине в зависимости от размеров древесных частиц, так как устройство снабжено размещенным между натяжным и прессующим барабанами приспособлением замены калибрующих валков, выполненным в виде установленной вдоль прессующего барабана каретки с приводными роликами и соосно установленных с прессующим барабаном боковых поворотных рычагов с подвижными зах5
0
5
ватами, причем последние установлены на свободных концах рычагов и снабжены гидроцилиндрами, а выпуклость рабочей поверхности калибрующи валков выполнена по зависимости
у --5311
384 EJ
где q - нагрузка на валок; I - дпина валка; Е - модуль упругости материала
валка;
J - момент инерции геометрического сечения валка. Экономический эффект от внедрения изобретения составит 35 тыс,руб./год в сравнении с известным устройством. Формула изобретения Устройство для непрерывного изготовления плит, включающее охваченные стальной пентой прессующий барабан, направляющие и натяжные барабаны, а также калибрующие валки с выпуклой рабочей поверхностью, отличающееся тем, что, с целью повышения качества плит за счет снижения их разнотолщинности и обеспечения равномерности их удельного веса
по ширине плиты, устройство снабжено приспособлением замены калибрующих валков, которое размещено между натяжным и прессующим барабанами и выполнено в виде установленной вдоль
прессуницего барабана каретки с приводными роликами и поворотных рыча- |Гов, которые одним концом закреплены на оси барабана, а на другом имеют подвижные захваты, при этом рычаги
и захваты снабжены гидроцилиндра- ми.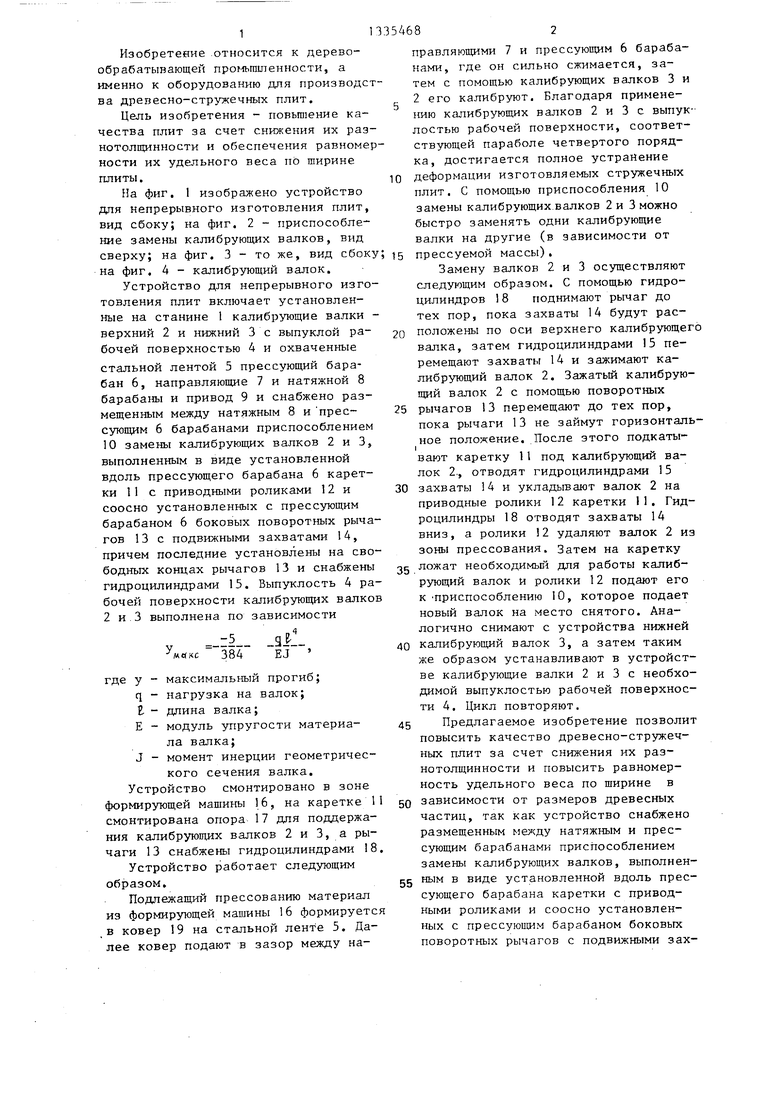
Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию для производства древесно-стружечных плит. Цель изоб;V 3 Ю J J8 ретения - повьпиение качества плит за счет снижения их разнотолщинности и обеспечения равномерности удельной массы по их ширине в зависимости от размеров древесных частиц. Устройство снабжено размещенными между натяжным 8 и прессующим 6 барабанами приспо- , соблением 10 замены калибрующих валков 2 и 3, выполненным в виде каретки 1 1 и поворотного рычага 13 с подвижными захватами 14. Д.пя замены калибрующего валка 2 поднимают пычаг 3 до тех пор, пока захваты 4 будут расположены по оси калибрующего валка 2. Зажимают валок 2 захватами 4, поворачивают рычаги 13 до тех пор, пока они не займут горизонтальное положение. Затем подкатывают под калибрующий валок 2 каретку I1, укладывают валок 2 на каретку 11 и перемещают его из устройства. 4 ил. « fS 00 со СП 4 35 00
11 //
/
iTT ТГГ ТГ 1ТГ 1ТГ ЛГ-ж-ж-оЕ.iLш.шjit-J
12
(Pus.2
Фиг. 15
Ik
ФигМ
Редактор В. Петраш
Составитель Н, Дроздова
Техред Л. Олийньж Корректор Л. Бескид
Заказ 4012/17 Тираж 463Подписное
ВНЙИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
| Шварцман Г.М | |||
| Производство древесно-стружечных плит | |||
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| ПАРОПЕРЕГРЕВАТЕЛЬ ДЛЯ ЛОКОМОБИЛЬНЫХ КОТЛОВ | 1912 |
|
SU277A1 |
| Устройство для непрерывного изготовления плит | 1974 |
|
SU531482A3 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
