Изобретение относится к металлообработке и может быть использовано для заточки режущих пластин ротационных резцов с волнистой режущей кромкой.
Целью изобретения является расширение технологических возможностей устройства путем обеспечения заточки режущих пластин ротационных резцов с получением различной геометрии передних поверхностей и режущих кромок с одного установа.
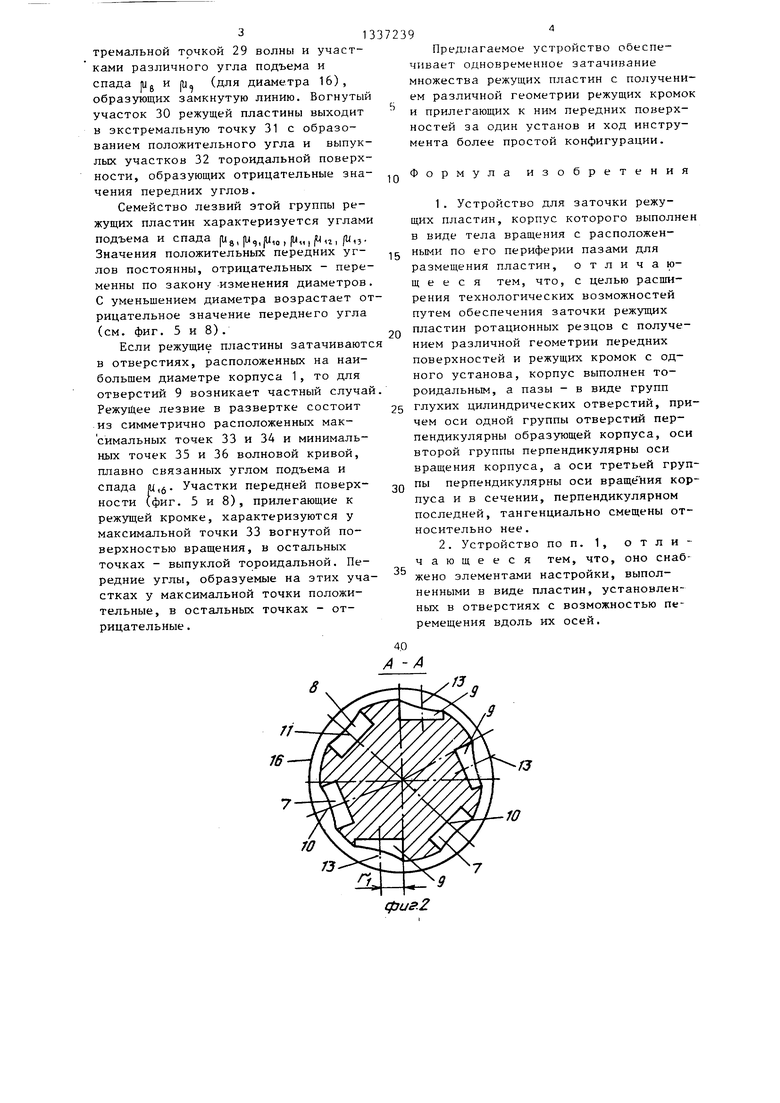
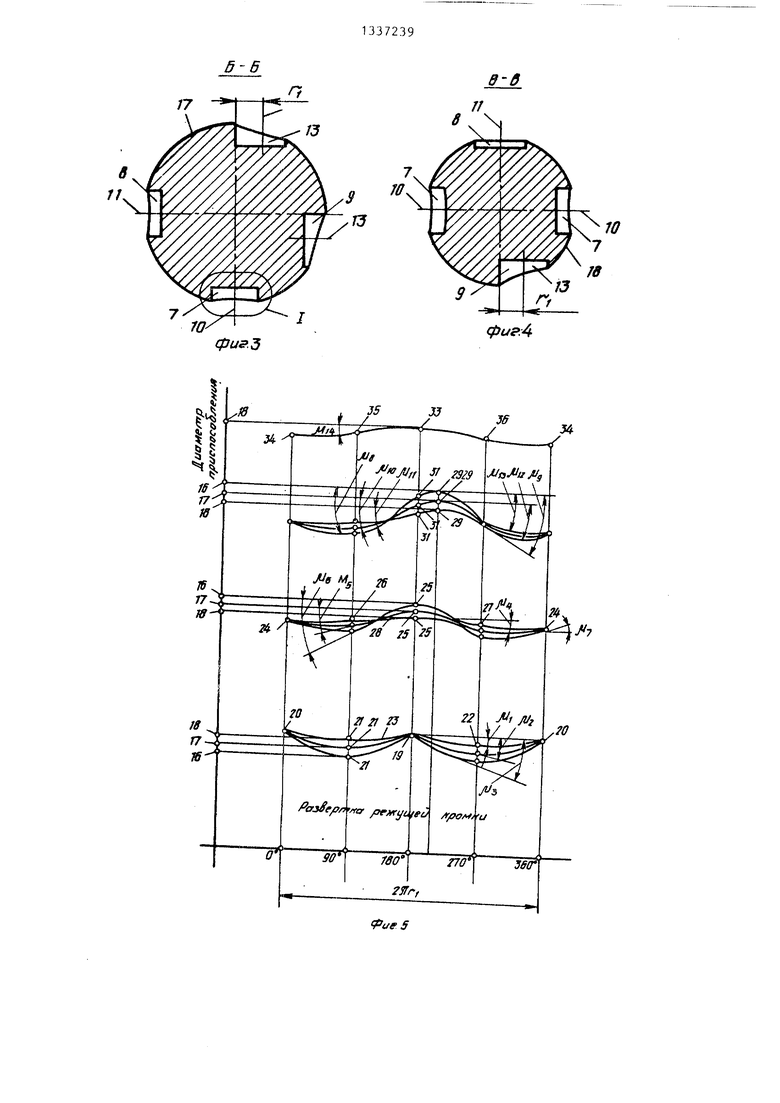
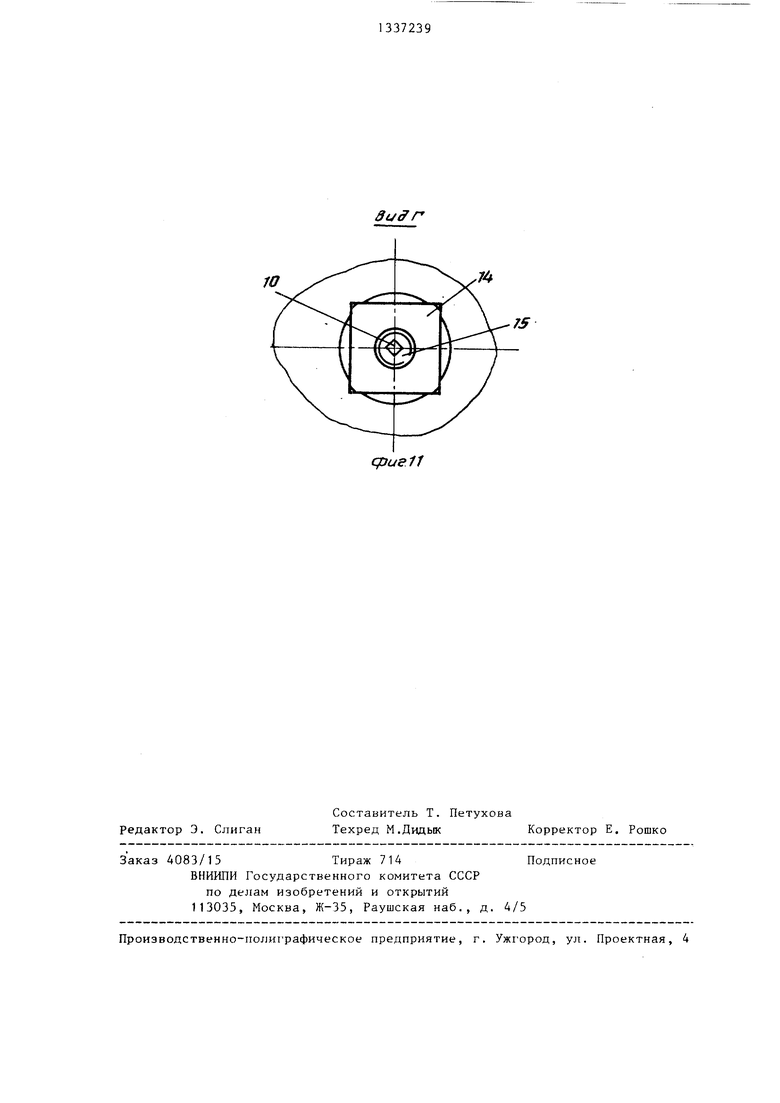
На фиг. 1 изображена схема установки корпуса устройства; на фиг. 2 сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг, 4 - сечение В-В на фиг. 1; на фиг. 5 - развертка режущих кромок заточенных пластин; на фиг. 6 - режущая пластина, заточенная в отверстии 7, аксонометрия; на фиг. 7 - то же, заточенная в отверстии 8; на фиг. 8 - то же, заточенная в отверстии 9; на фиг. 9 - то же, заточенная в отверстии 9, расположенном на наибольшем диаметре корпуса; на фиг. 10 узел I на фиг. 3; на фиг. 11 - вид Г на фиг. 10.
Устройство содержит корпус 1 с тороидальной поверхностью 2, закрепленный на передней 3 и задней 4 бабках станка, например токарного гидрокопировального автомата с предварительно установленным копировальным суппортом 5 с шлифовальным кругом 6. На тороидальной поверхност 2 корпуса 1 выполнены группы глухих цилиндрических отверстий 7-9, в которые устанавливают цилиндрические режущие пластины ротационных резцов. Оси 10 группы отверстий 7 перпендикулярны корпусу 1 (тороидальной поверхности 2). Оси 11 группы отверстий 8 перпендикулярны оси 12 вращения корпуса 1. Оси 13 группы отверстий 9 перпендикулярны оси 12 вращения корпуса 1 и в сечении, перпендикулярном оси 12 вращения, смещены на величину радиуса р ежущей пластины г, . В отверстиях 7-9 установлены элементы настройки на снимаемый припуск 14, выполненные в виде пластин, имеющих возможность перемещения вдоль осей 10, 11 и 13 и закрепленных винтами 15. Винты 15 имеют разнонаправленную резьбу.
Устройство работает следующим образом.
1
Режущие пластины ротационных резцов закрепляют в глухих отверстиях 7-9 корпуса 1. Корпус 1 устанавливают на станке и приводят во вращение. Шлифовальный круг 5 со скоростью VHP начинает копировать тороидальную поверхность 2 корпуса снимая припуск с торцов пластин.
Доводку пластин можно осуществлять аналогичным образом.
При снятии припуска необходимой величины вылет режущей пластины за образующую корпуса 1 осуществляют
5 вращением винта 15, который сообщает поступательное движение элементу настройки на снимаемый припуск 14, воздействующему с торцом затачиваемой или доводимой режущей пластины.
Q При заточке режущих пластин в отверстиях, расположенных на диаметрах 16-18 корпуса 1, режущее лезвие имеет максимальные 19 и 20 и минимальные 21 и 22 точки волно5 вой кривой, плавно связанные углами подъема и спада (К, ( (U, HJj и симметрично расположенные через угол if/2. Участки поверхности, выходящие к режущему лезвию 23, состоят из выпук0 лой тороидальной поверхности и образуют отрицательные передние углы в максимальных точках 19 и 20 и отрицательные передние углы в минимальных точках 21 и 22. Значение
5 углов в точках 21 и 22 больше значений углов в точках 19 и 20, так как половина диаметров 16-18 меньше радиуса г тороидальной поверхности (см. фиг. 5 и 6).
0 При заточке режущих пластин в отверстиях 8, расположенных на диаметрах 16-18 корпуса 1, режущее лезвие имеет симметрично расположенные точки 24, 25 и 26, 27. Точки
5 соединены волновой линией с углами подъема (Иц (flij, Us) Р экстремальной точке 25 и спада u-j при точке 27 (для кривых на диаметрах 17 и 18 углы спада не показаны) и составляют замкнутую кривую. Передняя поверхность, прелагающая к режущему лезвию 28, состоит из выпуклых участков тороидальной поверхности. В точках 24-27 образуются отрицательные передние углы.
При эаточке режущих пластин в отверстиях 9, расположенных на диаметрах 16-18 корпуса 1, режущее лезвие в развертке характеризуется экс0
5
тремальной точкой 29 волны и участками различного угла подъема и спада Ug и u, (для диаметра 16), образующих замкнутую линию. Вогнутый участок 30 режущей пластины выходит в экстремальную точку 31 с образованием положительного угла и выпуклых участков 32 тороидальной поверхности, образующих отрицательные значения передних углов.
Семейство лезвий этой группы режущих пластин характеризуется углами
подъема и спада fUg, „ju,,, |U,,, |И„,/1,3- Значения положительных передних углов постоянны, отрицательных - переменны по закону изменения диаметров С уменьщением диаметра возрастает отрицательное значение переднего угла (см. фиг. 5 и 8).
Если режущие пластины затачиваютс в отверстиях, расположенных на наибольшем диаметре корпуса 1, то для отверстий 9 возникает частный случай Режущее лезвие в развертке состоит из симметрично расположенных максимальных точек 33 и 34 и минимальных точек 35 и 36 волновой кривой, плавно связанных углом подъема и спада 1Ц,6. Участки передней поверхности (фиг. 5 и 8), прилегающие к режущей кромке, характеризуются у максимальной точки 33 вогнутой поверхностью вращения, в остальных точках - выпуклой тс)роидальной. Передние углы, образуемые на этих участках у максимальной точки положительные, в остальных точках - отрицательные .
0
5
0
5
0
5
Предлагаемое устройство обеспечивает одновременное затачивание множества режущих пластин с получением различной геометрии режущих кромок и прилегающих к ним передних поверхностей за один установ и ход инструмента более простой конфигурации.
Формула изобретения
1.Устройство для заточки режущих пластин, корпус которого выполнен в виде тела вращения с расположенными по его периферии пазами для размещения пластин, о т л и ч а ющ е е с я тем, что, с целью расщи- рения технологических возможностей путем обеспечения заточки режущих пластин ротационных резцов с получением различной геометрии передних поверхностей и режущих кромок с одного установа, корпус выполнен тороидальным, а пазы - в виде групп глухих цилиндрических отверстий, причем оси одной группы отверстий перпендикулярны образующей корпуса, оси второй группы перпендикулярны оси вращения корпуса, а оси третьей группы перпендикулярны оси враще ния корпуса и в сечении, перпендикулярном последней, тангенциально смещены относительно нее.
2.Устройство по п. 1, отличающееся тем, что, оно снабжено элементами настройки, выполненными в виде пластин, установленных в отверстиях с возможностью перемещения вдоль их осей.
W
гз
фиг.2
5-6
17
фиг.З
В-0
фир.4
33
19
20
фиг. 6
29
ЪО
фиг. В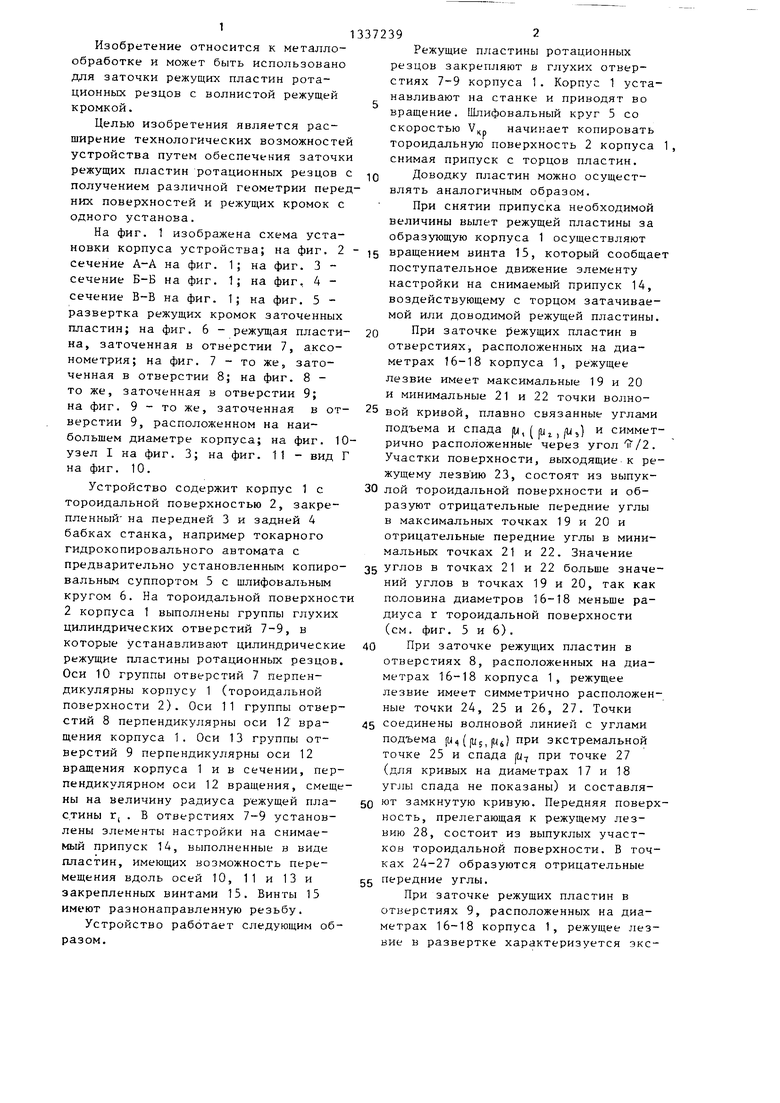
Изобретение относится к металлообработке и может быть использовано для заточки режущих пластин ротационных резцов с волнистой режущей кромкой. Целью изобретения является расширение технологических возможностей устройства путем обеспечения заточки режущих пластин ротационных резцов с получением различной геометрии передних поверхностей и режуощх кромок с одного установа. В корпусе 1 устройства, имеющем тороидальную поверхность 2, выполнены группы глухих цилиндрических отверстий 7, 8 и 9. Оси 10 отверстий 7 перпендикулярны образующей корпуса 1 (тороидальной поверхности 2), оси 11 отверстий 8 перпендикулярны оси 12 вращения корпуса 1, оси 13 отверстий 9 перпендикулярны оси 12 вращения корпуса 1 и в сечении, перпендикулярном оси 12 вращения, Смещены относительно нее. В отверстиях 7, 8 и 9 установлены элементы настройки на снимаемый припуск, выполненные в виде пластин, имеющих возможность перемещения вдоль осей 10, 11 и 13. Устройство обеспечивает одновременное затачивание множества режущих пластин с получением различной геометрии режущих кромок и прилегающих к ним передних поверхностей за один уставов. 1 з.п. ф-лы, 11 ил. лО (Л СлЭ 00 ю 00 (Х t/f f
28
25
(риг.7
фи.3
74
duff Г
74
Редактор Э. Слиган
Составитель Т. Петухова
Техред М.ДидыкКорректор Е, Рошко
Заказ 4083/15Тираж 714Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Пронэводственно-полш рафическое предприятие, г. Ужгород, ул. Проектная, 4
cfjuell
| Устройство для шлифования кромок пластин | 1981 |
|
SU965730A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
