I
Изобретение относится к станкостроению.
Известен механизм зажима и подачи пруТка токарного многошпиндельного автомата, включающий корпус, привод доворота регулировочной гайки, выполненный в виде электродвигателя с редуктором, связанного через обратную связь с устройством измерения диаметра с измерительным стержнем, распределительный вал с кулачками зажима, подачи и упора прутка, рычажные передачи, ползун подачи, кинематически связанный с подающей цангой, и ползун зажима, связанный-с установленными с возможностью осевого перемещения муфтами, взаимодействующими 1аклоныыми поверхностями с рычагами смонтированньми в подвижных втулках, и взаимодействующими с указанными рычагами через выполненные в виде зубчатых колес, кинематически связанных с зубчатым редуктором, регулировочные гайки, установленные
. на трубах зажима, воздействующих на зажимные цанги, размещенные в шпинделях 01 .Недостатком известного механизма является его относительно невысокая надежность при работе в автоматическом режиме.
Цель изобретения - повышение надежности работы механизма в автоматическом режиме.
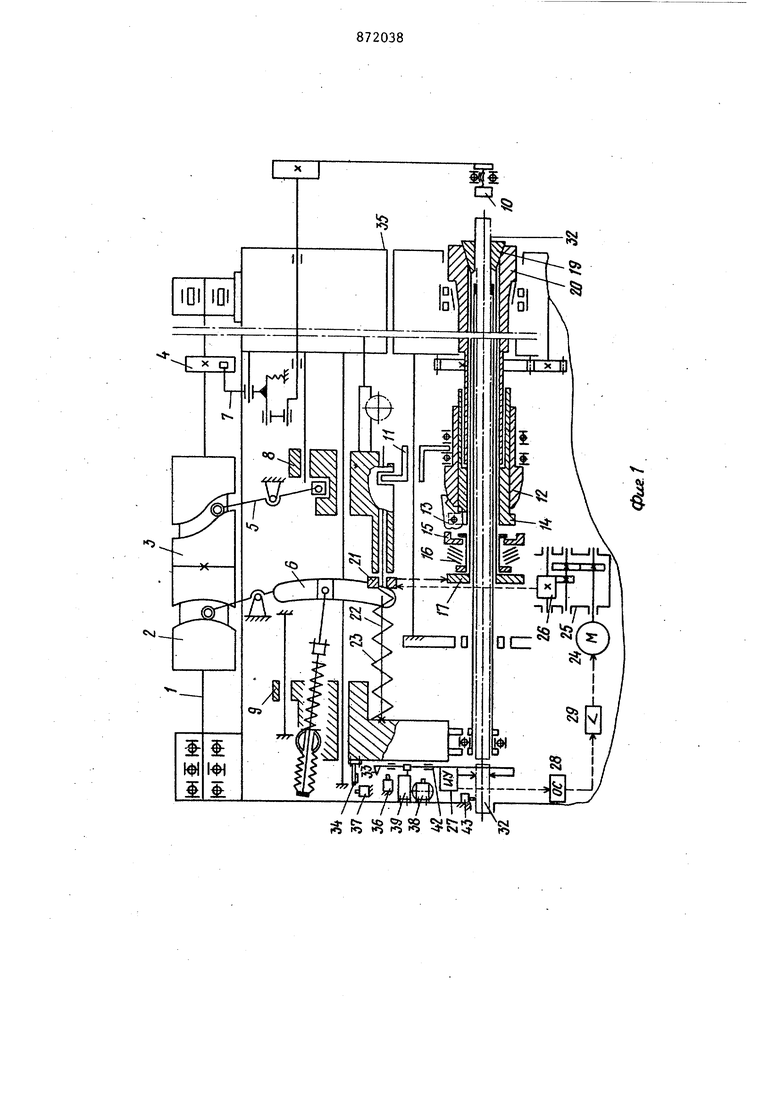
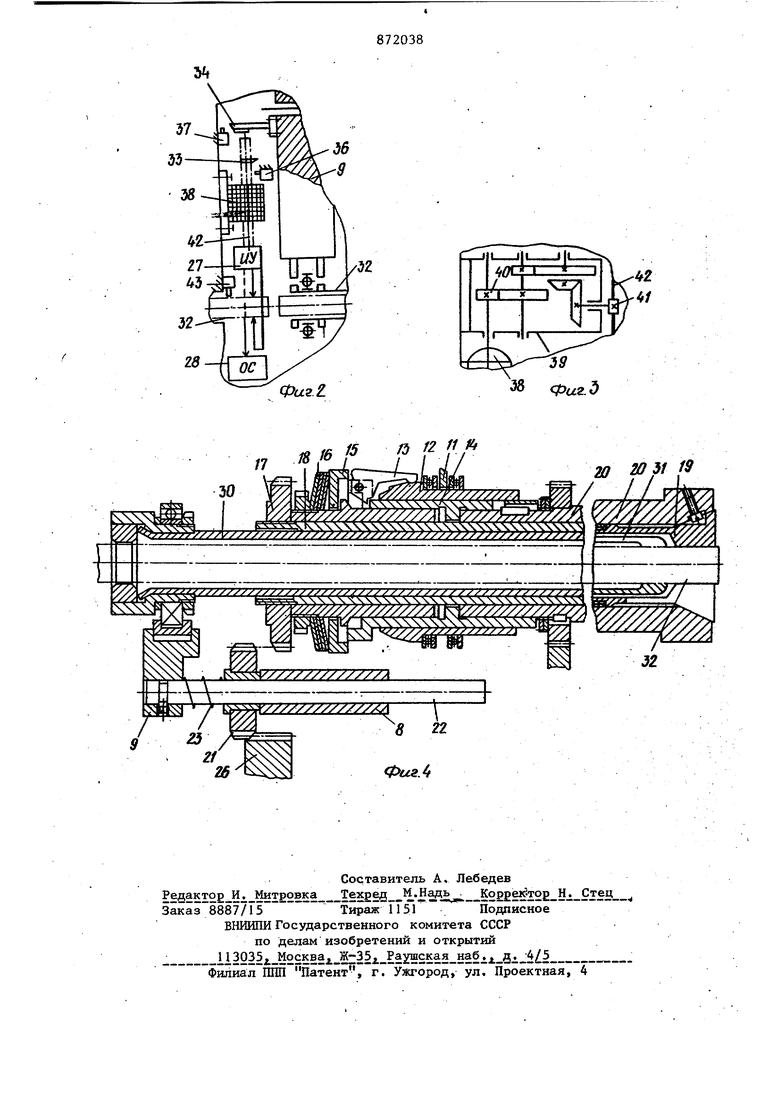
Для достижения поставленной цели устройство измерения диаметра прутка размещено в зоне действия торцовой части попадающей трубы, а направляющая часть измерительного стержня расположена на корпусе, при этом стержень установлен с возможностью радиального перемещения относительно оси трубы зажима и снабжен собственным приводом, причем стержень и пол.зун подачи прутка снабжены упорами, а на станине станка установлены конечные выключатели, предназначенные для взаимодействия с прутком при его загрузке в подающую трубу через упомянутую зону и с упорами стержня и ползуна подачи, На фиг, 1 представлен механизм зажима и подачи прутка токарного многошпиндельного автомата, принципиальная схема; на фиг, 2 - собствен ный привод измерительного устройства в виде электромагнитного втягивающего (толкающего) якоря, вариант; на фиг, 3 - в виде редукторной передачи с электродвигателем, вариант; на фиг. 4 - шпиндель, продольный разрез Механизм содержит распределительньш вал 1 с кулачками зажима 2, пода чи 3 и упора прутка, передающий управляющее движение через рычажные передачи 5 - соответственно ползунам зажима 8, подачи 9 и упору 0. Ползун зажима 8 чарез вилку 11 связан с под вижной муфтой 12, взаимодействующей наклонной поверхностью с рычагами 13 установленными в подвижных втулках 14 и передающими движение через обой му 15 и упругое звено 16 (в виде пакета тарелчатых пружин) регулировочной гайке-шестерне 17, Последняя выполнена в виде зубчатого колеса с наружным зацеплением, расположена на трубе зажима 18 (фиг. 4) и связана с зажимной цангой 19, размещенной в шпинделе 20 станка, Регулировочная гайка-шестерня 17 связана с приводом доворота через шестерню 21, свободно установленную на штоке 22 подпружиненную пружиной 23, Привод доворота состоит из электродвигателя (мотора-М) 24 и редуктора 25, входная шестерня 26 которого выполне на, широкой, что позволяет сохранять зацепление между шестернями 26 и 21 даже после отключения зацепления шестерен 2J и 17. Команда на управле ние приводом доворсРга поступает от измерительного устройртва. 27 через канал обратной связи (ОС) 28 с усилителем 29, Устройство 27 может быть выполнено в виде индуктивного датчика и должно быть настроено на номинальный диаметр прутка с целью регистрации его отклонений. Труба 30, связанная с подающей ценгой 31, предназначена для подачи прутка 32. Упоры 33 и 34 и соответственно им укрепленные на станине 35 конечные выключатели 36 и 37 предназначены дл управления электромагнитного якоря 3 (фиг, 2). Последним может быть электродвигатель 38 (фиг. 3), связанный через редуктор 39, имеющий колеса 40, зубчатое колесо 41 с рейкой 42, на которой укреплено измерительное устройство 27, Конечный выключатель 43, на который воздействует пруток 32 при его заправке в трубу 30 предназначен для включения электродвигателя 38. Механизм работает следующем образом, Шпиндельный барабан проворачивают, шпиндель 20 устанавливают в загрузочную позицию и производят отрезку детали. Следующий зтап -.подача прутка 32, Ползун зажима 8 двигают вправо , чем производят разжим прутка 32. Затем ползун подачи 9 перемещают вправо, пружиной 23 начинают толкать шестерню 21 и одновременно производят подачу прутка 32 трубой 30 с цангой 31 до упора 10,. упором 34 воздействуют на конечный выключатель 37, которым включают двигатель 38 (электромагнитный якорь 38) привода измерительного устройства 27. Последним фиксируют отклонение диаметра от номинала и через логическую схему ОС 28 и усилитель 29 передают информацию на исполнительный двигатель (мотор-М) 24 привода доворота, которым через редуктор 25 (если подпружиненную шестерню 21 не ввели первоначально в зацепление с гайкой 17, то вводят в самом начале доворота или отворота) доворачивают или отворачивают гайку-шестерню 17, В про-, цессе измерения диаметра прутка 32 упором 33 воздействуют ра установленный на рейке 42 конечный выключатель 36,чем производят останов двигателя 38 (электромагнитного якоря 38), а затем и его реверс, После упора прутка 32 в упор 10 и обеспечения работы привода доворота ползун зажима 8 двигают влево, производя зажим прутка 32 цангбй 19, а также одновременно двигают шестерню 21, сжимая пружину 23, и вьшодят ее из зацепления с гайкой-шестерней 1 7, Шестерню 21 подпружинивают до тех пор, пока не произведут набор прутка 32, Ползун зажима 8, ползун подачи 9, трубу подачи 30 с цангой 31 отодвигают в крайнее левое положение, где и останавливают их на весь процесс обработки детали, при этом установленным на ползуне 9 упором 34 воздействуют на конечный выключатель 37,и производят отключение двигателя 38 (электромагнитного якоря 38) с отведенным измерительным устройством 27 в исходное положение. Сигналом необходимой очередной заправки прутка 34 в трубу 30 покоящегося шпинделя а также отключения привода доворота будет освобождение прутком конечного вьключателя 43 (когда в направляющей трубе станка.пруток отсутствует), для чего в электроцепь управления приводом доворота вводят блокировку, используя реле промежуточное.
Формула изобретения
Механизм зажима и подачи прутка TOi apHoro многопщиндельного автомата включающий корпус, привод дово- рота регулировочной гайки, выполненный в |Виде электродвигателя с редуктором, связанного через обратную связь с устройством измерения диаметра прутка с измерительным стержнем, распределительный вал с кулачками зажима подачи и упора прутка, рычажные передачи, ползун подачи, ки - нематически связанный с подающей трубой и ползун зажима, связанный с установленными с возможностью осевог го перемещения муфтами, взаимодействующими наклонными поверхностями
с рычагами, смонтированными в подвижных втулках, и взаимодействующими с указанньми рычагами через выполненные, в виде зубчатых колес,-кинематически связанных с зубчатьм редуктором, регулировочные гайки, установленые на трубах зажима, воздействующих на зажимные цанги, размещенные в шпинделях, отличающийся тем, что, с целью повышения надежности механизма при работе в автома тическом режиме устройство измерения диаметра прутка размещено в зоне действия торцовой части подающей трубы, а направляющая часть измерительного стержня расположёна на корпусе, при этом стержень установлен с возможностью радиального перемещения относительно оси трубы зажима и снабжен собственным приводом, причем стержень и ползун подачи прутка снабжены упорами, а на станине автомата установлены конечные выключатели, предназначенные для взаимодействия с прутком при его загрузке в подающую трубу и с упорами стержня и ползуна подачи.
Источники информации, принятые во внимание при экспе|)тизе
J, Авторское свидетельство СССР № 657917,. кл, В 23 В 13/00, 1977,
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм зажима и подачи прутка токарного многошпиндельного автомата | 1979 |
|
SU882704A1 |
| Механизм зажима и подачи прутка токарного многошпиндельного автомата | 1977 |
|
SU657917A1 |
| Механизм зажима и подачи прутка токарного многошпиндельного автомата | 1977 |
|
SU625842A1 |
| Многошпиндельный токарный автомат | 1979 |
|
SU1040696A1 |
| Труборезный автомат | 1982 |
|
SU1055593A1 |
| Токарный многошпиндельный станок | 1989 |
|
SU1660850A1 |
| Мезанизм подачи пруткового материала | 1974 |
|
SU512003A1 |
| Многошпиндельный токарный автомат | 1974 |
|
SU567554A1 |
| Устройство для автоматической загрузкипРуТКОВ | 1978 |
|
SU841785A1 |
| Устройство для автоматической подачи прутков | 1988 |
|
SU1717288A1 |
15 ГЬ 12 flf W 20Ъ1 19
