Устройства для управления работой станка с использованием пневматического датчика с двухсторонним измерительным соплом, вмонтированным в корпусе инструмента, известны, но эти устройства не фиксируют размер заготовки до обработки.
В предлагаемом устройстве одно из колен дифференциального мембранного датчика перекрывается золотником после того, как калибр установлен в отверстие детали. Такое выполнение обеспечивает фиксацию размера заготовки до обработки.
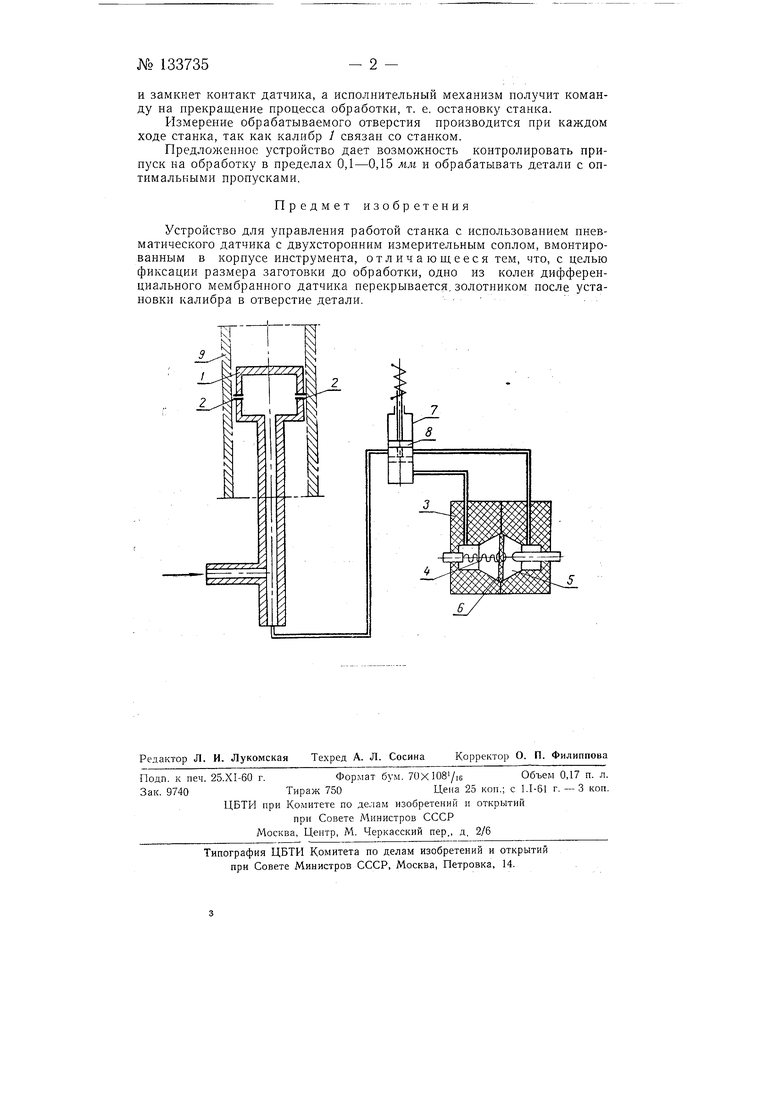
На схеме изображено предложенное устройство, которое состоит из калибра / с двумя измерительными соплами 2, датчика 5 с двумя полостями 4 и 5 и мембраной 6 и электроиневматического клапана 7 с золотником 8.
Работа устройства при обработке отверстия происходит следующим образом. Перед началом обработки калибром 1 производится замер диаметра обрабатываемого отверстия детали 9, при этом в обеих полостях 4 М 5 датчика 3 устанавливается одинаковое давление, соответствующее первоначальному зазору между соплами 2 калибра 1 и измеряемым отверстием детали 8, следовательно это давление соответствует диаметру отверстия до обработки.
В момент начала обработки электропневматический клапан 7 автоматически переключается, перекрывая золотником 8 доступ воздуха в камеру 4 в которой, таким образом, останется прежнее давление.
В процессе обработки диаметр измеряемого отверстия будет увеличиваться, и поэгому будет увеличиваться зазор между соилами калибра и обрабатываемым отверстием, но давление будет передаваться только в полость 5 датчика 3.
Когда разность давлений в полостях 4 т 5 достигнет определенной величины, соответствующей разности диаметров, мембрана 6 прогнется
и замкнет контакт датчика, а исполнительный механизм получит команду на прекращение процесса обработки, т. е. остановку станка.
Измерение обрабатываемого отверстия производится при каждом ходе станка, так как калибр / связан со станком.
Предложенное устройство дает возможность контролировать припуск на обработку в пределах 0,1-0,15 мм и обрабатывать детали с оптимальными пропусками.
Предмет изобретения
Устройство для управления работой станка с использовапием пневматического датчика с двухсторонним измерительным соплом, вмонтированным в корпусе инструмента, отличающееся тем, что, с целью фиксации размера заготовки до обработки, одно из колен дифференциального мембранного датчика перекрывается, золотником после установки калибра в отверстие детали.-. ,
| название | год | авторы | номер документа |
|---|---|---|---|
| Измерительное устройство для управления движением шлифовальной бабки круглошлифовального станка | 1959 |
|
SU123423A1 |
| Дифференциальный пневматический датчик | 1961 |
|
SU147777A1 |
| СТАНОК ДЛЯ ДВУХСТОРОННЕЙ ПОЛИРОВКИ ДИСКОВ | 2001 |
|
RU2198082C2 |
| Станки для доводки наружных поверхностей вращения | 1988 |
|
SU1511089A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК | 1991 |
|
RU2047474C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1987 |
|
RU1460871C |
| Устройство для управления работой хонинговального станка | 1957 |
|
SU112463A1 |
| Пневматическое устройство для контроля линейных размеров | 1976 |
|
SU557265A1 |
| Измерительное устройство для контроля наружного диаметра заготовки в процессе ее шлифования | 1960 |
|
SU134582A1 |
| Станок для доводки наружных цилиндрических поверхностей деталей | 1981 |
|
SU956253A1 |
