и блок 41 регистрации веса, поступившего по KOHBefiepaM. Датчики 8 и 9 посредством коммутирующего элемента 37 подключены к входу сумматора 32, к выходам которого подключены входы блока 41 и блока 33 совпадения. К второму входу блока 33 посредством контактов 38 переключателя 36 подключается задатчик 30 или 31. В бункере 1 установлены датчики верхнего 14 и нижнего 15 уровней, которые через соответствующие элементы ИЛИ 16 и 17 подключены к входам триггеров 18-21 и элементу И 35. Последний соединен с выходом триггера 34 и с
1
Изобретение относится к автоматизации технологических процессов и может быть использовано в системах автоматизации открытых складов угля в коксохимической, а также в других отраслях промьшшенности.
Цель изобретения - расширение функциональных возможностей за счет соблюдения технологии складирования, позволяющей использование в производ стве только усредненного в основном штабеле материала.
На чертеже представлена блок-схема устройства для управления обменом материала в первичном штабеле.
Устройство содержит бункер 1 первичного штабеля, основной штабель 2 склада, конвейер 3, подающий материал от поставщиков в бункер 1, конвейер 4, подающий материал из бункера 1 в производство, реверсивный конвейер 5, подающий материал в бункер 1 при подъеме основного штабеля или в основной питатель 2 из бункера 1 при закладке привод 6 механизма погруз- ки материала из бункера 1 на конвейер 5, привод 7 механизма погрузки материала из основного штабеля 2 на конвейер 5, датчики 8 и 9 веса на соответствующих конвейерах 3 и 4, двигатели 10 и И конвейеров 3 и 4 и двигатели 12 и 13 конвейера 5, датчики верхнего 14 и нижнего 15 уровней в бункере 1, элементы ИЛИ 16 и 17, триггеры 18-21 со счетным входом усилитель 22, элементы И 23-26, усивходом блока 40, который контактами 39 переключателя 26 соединяется с элементами И 23, 26 или 24, 25. Устр- во обеспечивает управление процессом складирования т.обр., что до прохождения материала через основной штабель 2 (штабель усреднения) его невозможно использовать в производстве. Переключатель 36 избирает стадии процесса: закладку или подъем штабеля по сигналу с блока 40. В нем в зависимости от веса материала на конвейерах и его уровня в бункере 1 формируются и фиксируются команды на запуск устр-ва. 1 ил.
лители 27-29, задатчики максимального 30 и минимального 31 веса, сумматор 32, блок 33 совпадения, триггер 34, элемент И 35, переключатель 36 с контактными группами 37-39, блок 40 включения и блок 41 регистрации веса.
Датчики 8 и 9 веса посредством коммутирующего элемента 37 подключены к второму входу сумматора 32, первый выход которого подключен к второму входу блока 41 регистрации веса, а второй - к первому входу блока 33 совпадения, выход которого подключен к счетному входу триггера 34, выход которого подключен к элементу ШТИ 16 и к элементу И 35, выход которого подключен к переключателю 36 и к блоку 40 включения, выход которого через первую контактную группу 39 переключателя 36 подключен к элементам И 23-26, выходы датчиков 14 и 15 уровней через элемент ИЛИ 17 подключены к элементу ИЛИ 16, выход которого и выход датчика 15 нижнего уровня подключены через триггеры 18-21 к элементам И 23-26.
Устройство работает следующим образом.
В исходном состоянии в бункере 1 первичного штабеля и в основном штабеле 2 материал отсутствует. Переключатель 36 и контактные группы 37- 39 находятся в положении Закладка штабеля. Вес материала, который необходимо заложить в основной штабель
для хранения, задается в задатчике 30, вес материала, которьш необходимо поднять со склада, задается с за- атчика 31. При этом вес в задатчике
1 задается по сравнению с заданным в задатчике 30 меньшим на величину сушки, окисления материала и выработки остатка из бункера 1 при отключении конвейера 5.
После задания веса производится tO запуск устройства с фиксацией команы в блоке АО включения. Подлежащий складированию материал конвейером 3 загружается в бункер 1, и после его накопления до верхнего уровня сигнал f5 с датчика 14 устанавливает триггер 19 в состояние О, в результате чего снимается сигнал с его выхода. дновременно устанавливается в состояние I триггер 20, на выходе его 20 ормируется сигнал I и сигналом с выхода элемента И 25 через усилитель 29 включается привод 13, который своим контактом разрешает включение привода 6 механизма погрузки материала 25 из бункера 1 на конвейер 5, подающего материал в основной штабель 2.
При отборе материала из бункера 1 до нижнего уровня по сигналу с датчика 15 на входе триггера 20 формирует-30 ся сигнал, которым привод 13 отключается, а привод 10 конвейера 3 опять включается.
Таким образом производится закладка штабеля до тех пор, пока на сумма-35 торе 32 параметр веса материала, поступающего по конвейеру 3, не станет равным заданному задатчиком 30. Вес материала, поступающего по конвейеру
3(аналогично по конвейеру 4), конт- 40 ролируется датчиком 8(9) , который формирует число-импульсные сигналы, пропорциональные количеству пройденного материала.
При совпадении параметров суммато-45 ра 32 и задатчика 30 с выхода блока 33 совпадения поступает сигнал на счетный вход триггера 34, который выдает сигнал через элемент ИЛИ 16 на вход триггера 19, в результате уста- 50 новки в О которого отключается привод 10 конвейера 3, а привод 13 продолжает работать до тех пор, пока не опорожнится бункер 1 и с датчика 15 не поступит сигнал на вход триггера 55 20. Этот сигнал также через другой вход эллемента ИЛИ I7 поступает на первый вход элемента И 35, сигналом
с выхода которого переключатель 36 устанавливает контактные группы 37- 39 в положение Подъем штабеля, сбрасывается фиксация команды запуска в блоке 40 включения, триггер 34 устанавливается в исходное состояние производится сброс сумматора 32 и регистрируется вес в блоке 41 регистрации.
При необходимости подъема штабеля и подачи материала в производство производится пуск устройства с фиксацией команды в блоке включения. При этом на первом входе триггера 21 присутствует сигнал 1 и сигналом с выхода элемента И 26 включается привод 12 конвейера 5 и сблокированный с ним механизм 7, который загружает материал из щтабеля 2 на конвейер 5, загружающий его в бункер 1. При наполнении бункера до верхнего уровня срабатывает датчик 14, устанавливается в состояние 1 триггер 18 и включается привод II. Одновременно триггер 21 отключает привод 12. При опорожнении бункера до нижнего уровня привод 11 отключается, а привод 12 опять включается. Так производится подъем штабеля до тех пор, пока на сумматоре 32 параметр веса не qoBna- дет с заданным в задатчике 31, после чего триггером 34 выдается сигнал через элемент ИЛИ 16 на второй вход триггера 21, который отключает привод 12, а привод 11 продолжает работать, пока бункер 1 не опорожнится и сигнал с датчика 15 через элемент ИЛИ 17 не поступит на первый вход элемента И 35, сигналом с выхода которого снимается фиксация команды в блоке 40, производится сброс триггера 34, сумматора 32 и регистрация веса в блоке 41, а также установка контактных элементов 37-39 в положение Закладка штабеля, после чего цикл обмена продолжается.
Формула изобретения Устройство для управления обменом материала в первичном штабеле склада содержащее реверсивный и подающие конвейеры, датчики уровня материала в бункере, блок совпадения и переключатель, отличающееся тем что, с целью расширения функциональных возможностей, в устройство введены датчики массы конвейеров, подающих материал от поставщиков в бункер
и из бункера, триггеры, элементы И и ИЛИ, задатчики максимальной и мини- мальной массы, сумматор, блок включения и блок регистрации массы, при этом выходы датчиков уровня материала соединены с входами первого элемента ИЛИ, выход которого соединен С первым входом первого элемента И, второй вход которого подключен к выходу первого триггера и второму входу второго элемента И, а выход - к входам переключателя, блока включения и к первым входам первого триггера, сумматора и блока регистрации массы, выход одного из датчиков уровня подключен также к первому входу второго элемента ИЛИ, выход которого подключен к первым входам второго и четвертого триггеров и вторым входам третьего и пятого триггеров, выход другого датчика уровня подключен к вторым входам второго и четвертого триггеров и первым входам третьего и пятого триггеров, выход блока включения через замыкающий контакт первой контактной группы переключателя соединен с первыми входами второго и пятого элементов И и через размыкающий контакт той же контактной
Редактор В.Данко
Составитель И.Назаркина Техред М.Ходанич
Заказ 4178/14Тираж 776Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
группы переключателя с первыми входами третьего и четвертого элементов И, выход каждого триггера подключен к второму входу соответствующего элемента И, выход второго элемента И подключен к приводу конвейера, подающего материал из бункера, выход третьего элемента И соединен с приводом
конвейера, подающего материал от поставщика в бункер, выходы четвертого и пятого элементов И подключены к приводам реверсивного конвейера, выходы датчиков массы конвейеров, подающих материал из бункера и от поставщиков в бункер соответственно через замыкающий и размыкающий контакты второй контактной группы переключателя, подключены к второму входу
сумматора, первый выход которого соединен с вторым входом блока регистрации массы, а второй - с первым входом блока сравнения, второй вход которого соответственно через размыкающий и замыкающий контакты третьей контактной группы переключателя соединен с выходами задатчиков максимальной и минимальной массы, а выход блока совпадения подключен к второму входу первого триггера.
КорректорМ.Демчнк
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для загрузки бункеров стекольной шихтой | 1990 |
|
SU1724553A1 |
| Устройство программного управления роторной погрузочной машиной | 1984 |
|
SU1177419A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ МАГНИТНОЙ ВОСПРИИМЧИВОСТИ РУДНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2006046C1 |
| Устройство для управления процессом загрузки шихты в угольную башню | 1989 |
|
SU1700049A1 |
| Дозатор непрерывного действия | 1987 |
|
SU1506286A1 |
| Система автоматического управления дробильным комплексом | 1988 |
|
SU1585001A1 |
| Конвейерные весы | 1975 |
|
SU514206A2 |
| Устройство для учета вырабатываемой продукции | 1982 |
|
SU1051553A1 |
| Пневматическое устройство для управления процессом дозирования | 1980 |
|
SU890369A1 |
| Устройство управления дозированной загрузкой железнодорожных вагонов | 1987 |
|
SU1422017A1 |
Изобретение предназначено для автоматизации складирования сыпучих материалов на открытых складах в коксохимических производствах. Цель - расширение функциональных возможностей устр-ва. Для этого в устр-во введены датчики веса 8 и 9 конвейеров 3 и 4, подающих материал от поставщиков в бункер 1 и КЗ бункера 1, триггеры 18-21, 34, элементы И 23- 26, 35 и ИЛИ 16, 17, задатчики максимального 30 и минимального 31 весов, сумматор 32, блок 40 включения с $ 1. оо со ел 00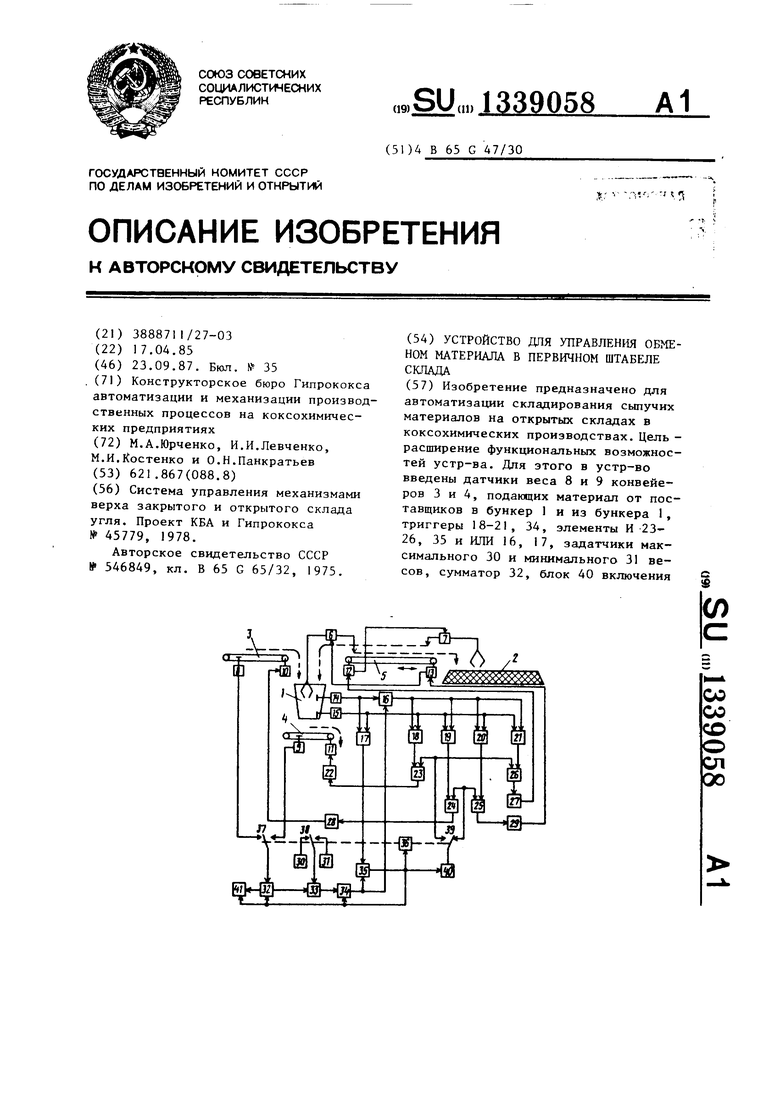
| Система управления механизмами верха закрытого и открытого склада угля | |||
| ПРОБОЧНЫЙ КРАН | 1935 |
|
SU45779A1 |
| Устройство для управления процессом загрузки расходных емкостей | 1974 |
|
SU546849A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
