(54) СТАНОК ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Шлифовальный станок | 1989 |
|
SU1689036A1 |
| Ленточно-шлифовальный станок | 1988 |
|
SU1558643A1 |
| Ленточно-шлифовальный станок для обработки деревянных изделий | 1985 |
|
SU1366368A1 |
| СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПРЯМОУГОЛЬНЫХ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ | 1992 |
|
RU2015896C1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1814613A3 |
| Подающее устройство для распиловки короткомерных заготовок | 1986 |
|
SU1445963A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЛИННОМЕРНОЙ ТРУБЫ | 1969 |
|
SU234179A1 |
| Устройство для ленточного шлифования | 1989 |
|
SU1646828A1 |
| СТАНОК ШЛИФОВАЛЬНЫЙ ШИРОКОЛЕНТОЧНЫЙ | 2001 |
|
RU2182073C1 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 1993 |
|
RU2129064C1 |
1
Изобретение относитдя к обработке деталей шлифованием и может быть использовано в машиностроении, в частности, при шлифовании плоскостей штампованных полусекций отопительных радиаторов.
Известен станок для шлифования 1, содержаший обрабатывающий орган, ленточный конвейер с опорными и направляюш,ими роликами, а также средства прижима деталей к обрабатываюш,ему органу.
Однако на этом станке невозможно обрабатывать заготовку если у нее на стороне, противоположной обрабатываемой, имеются выступы и бонки. Обработка указанных заготовок без специальных средств их крепления при верхнем расположении обрабатывающего органа, практически невозможна, так как при загрузке заготовок на подающий конвейер такие заготовки теряют устойчивость и могут привести к поломке подающего устройства. Наличие специальных средств установки и крепления заготовок связано с большими затратами на изготовление этих средств и непроизводительными затратами времени на вспомогательные операции.
Известен также станок, содержащий несущий и прижимной конвейеры и обрабатывающий инструмент 2. Такой станок позволяет удерживать деталь в процессе обработки без дополнительных средств их крепления, однако не представляется возможным разместить инструмент в зоне действия конвейеров. Кроме того, крепление прижимного конвейера громоздко.
Цель изобретения - устранение указанных недостатков.
Поставленная цель достигается тем, что прижимной конвейер смонтирован на введенных в устройство двух парах шарнирных рычагов, при этом рабочая ветвь несущего конвейера образует петлю, в зоне которой установлен инструмент. Кроме того, оси приводного ролика прижимного конвейера и направляющего ролика несущего конвейера
15 соединены одной парой рычагов и введенной в устройство гибкой передачей.
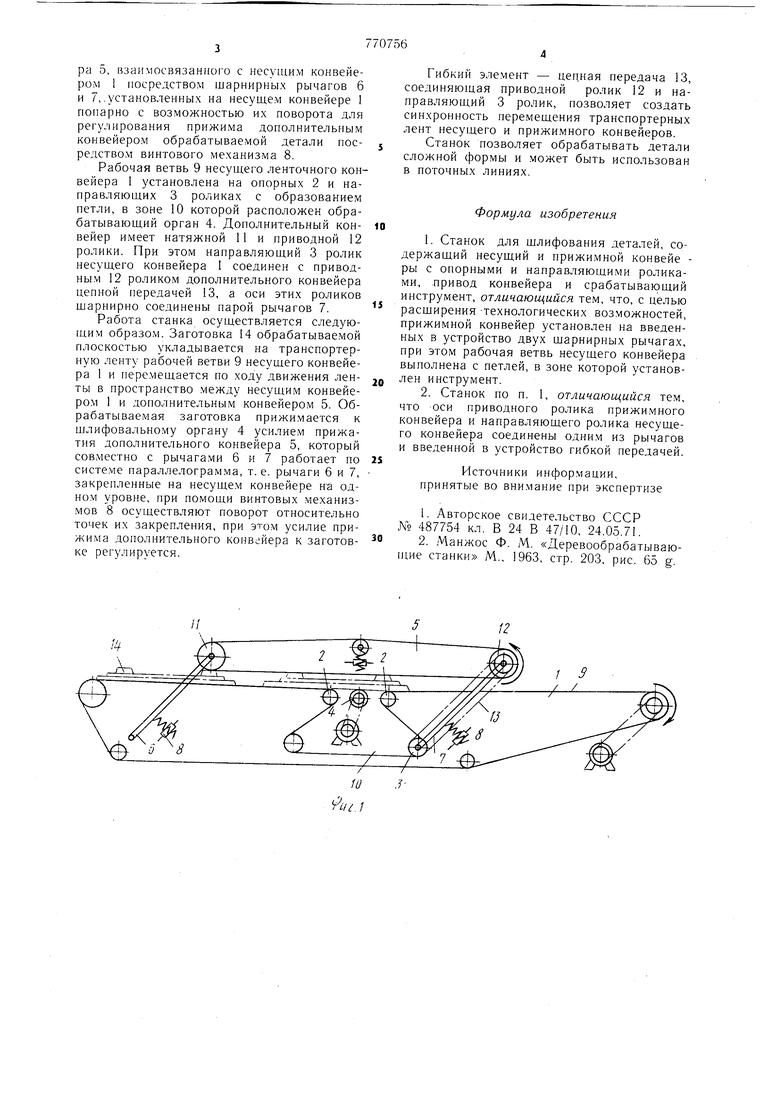
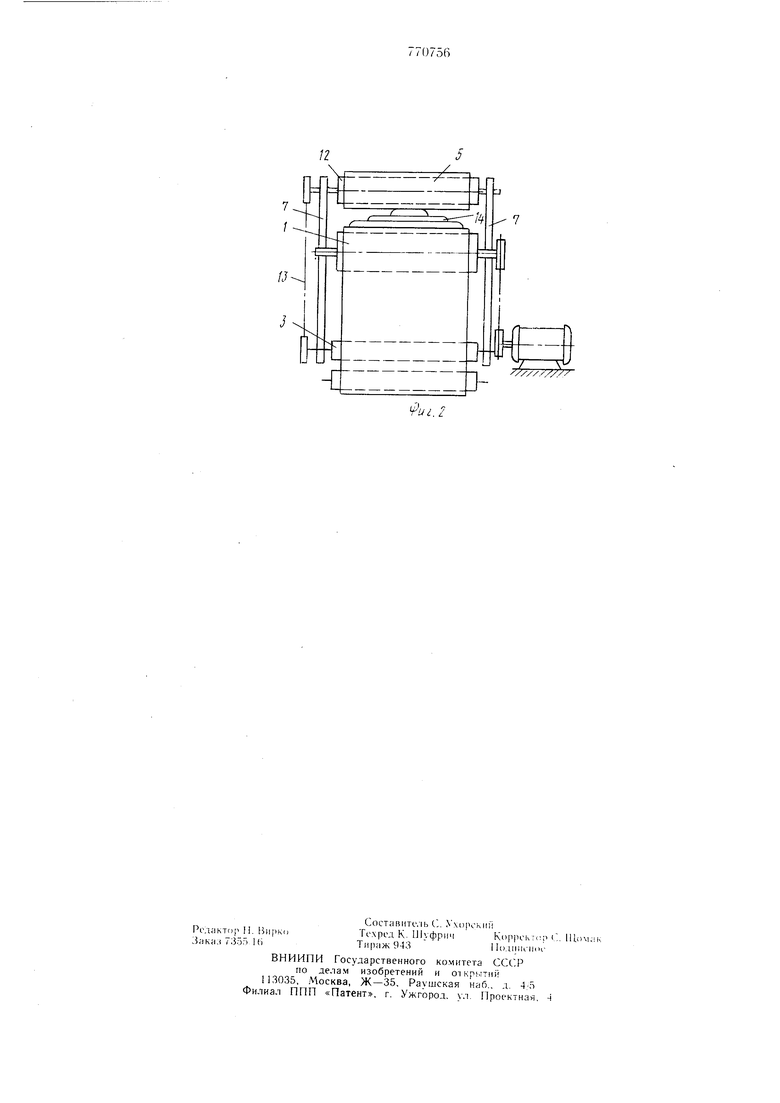
На фиг. 1 изображен станок, общий вид; на фиг. 2 - то же, вид сбоку.
Станок содержит несущий ленточный 20 конвейер 1 с опорными 2 и направляющими 3 роликами, обрабатывающий орган 4, например абразивную ленту. Средство прижима деталей к обрабатывающему органу выполнено в виде дополнительного конвейеpa 5, взаимосвязанного с несущим конвейером 1 посредством шарнирных рычагов 6 и 7,,установленных на несущем конвейере 1 понарно с возможностью их поворота для регулирования прижима дополнительным конвейером обрабатываемой детали посредством винтового механизма 8.
Рабочая ветвь 9 несущего ленточного конвейера 1 установлена на опорных 2 и направляющих 3 роликах с образованием петли, в зоне 10 которой расположен обрабатывающий орган 4. Дополнительный конвейер имеет натяжной 11 и приводной 12 ролики. При этом направляющий 3 ролик несущего конвейера 1 соединен с приводным 12 роликом дополнительного конвейера цепной передачей 13, а оси этих роликов щарнирно соединены нарой рычагов 7.
Работа станка осуществляется следующим образом. Заготовка 14 обрабатываемой плоскостью укладывается на транспортерную ленту рабочей ветви 9 несущего конвейера 1 и 1еремещается по ходу движения ленты в пространство между несущим конвейером 1 и дополнительным конвейером 5. Обрабатываемая заготовка прижи.мается к щлифовальному органу 4 усилием прижатия дополнительного конвейера 5, который совместно с рычагами 6 и 7 работает по системе параллелограмма, т.е. рычаги 6 и 7, закрепленные на несущем конвейере на одном уровне, при помощи винтовых механизмов 8 осуществляют поворот относительно точек их закрепления, при этом усилие прижима дополнительного конвейера к заготовке регулируется.
Гибкий элемент - цепная передача 13, соединяющая приводной ролик 12 и направляющий 3 ролик, позволяет создать синхронность перемещения транспортерных лент несущего и прижимного конвейеров.
Станок позволяет обрабатывать детали сложной формы и может быть использован в поточных линиях.
Формула изобретения
Источники информации, принятые во внимание при экспертизе
