Изобретение относится к обработке металлов давлением, в частности к способам ротационной вытяжки полых изделий.
Цель изобретения - повышение жесткости изделий путем выполнения их со ступенями, высота которых равна толщине стенки.
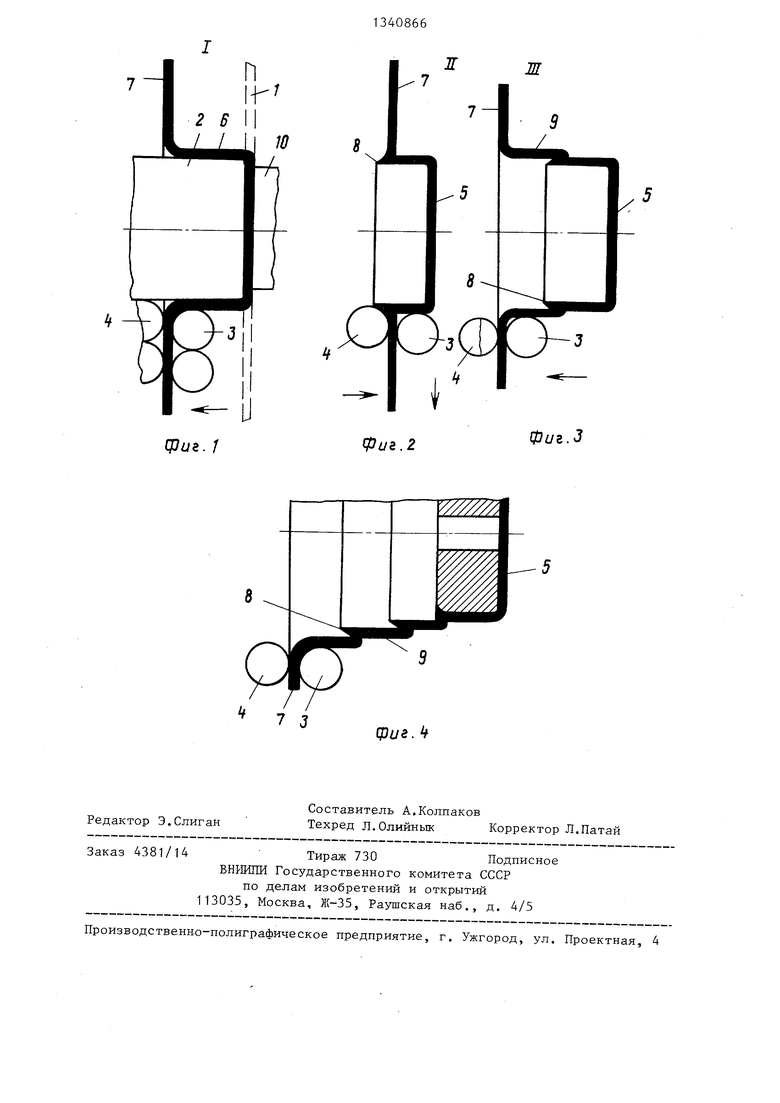
На фиг. 1-3 изображена последовательность переходов; на фиг. 4 деталь, выполненная с несколькими остроконечными кольцевыми выступами, и возможное применение одного из этих элементов при сборке двух деталей для неразъемного соединения.
Способ изготовления полых ступенчатых изделий с дном состоит в том что плоскую листовую заготовку 1 прн жимают центральной частью к торцу оправки 2, вращают вокруг оси оправки совместно с нею, деформируют по оправке двумя шариковыми давильными элементами 3 и 4, установленными с возможностью взаимодействия один с Другим через стенку заготовки 1, до получения полуфабриката с дном 5, цилиндрргческой частью 6 и плоским фланцем 7 и затем теми же давильными элементами 3 и 4 деформируют фланцевую часть 7 полуфабриката по меньшей мере за два перехода. На первом переходе выполняют остроконечный кольцевой выступ 8 на конце цилиндрической части 6 полуфабриката со стороны фланца 7, на втором переходе выполняют цилиндрическую часть 9 изделия с внутренним диаметром, равным наружному диаметру цилиндрической части 6 полуфабриката.
Листовая заготовка 1 к опразке 2 прижимается прил-симом Ю.
Способ осутцествляют на заготовках диаметром 110 мм-, толщиной 3 мм, материал АД1М, Диапазон приводной оправки 12,5-1000 об./мин. Диапазон подач 0,07-0,34 мм/об.
Формула изобретения
Способ изготовления полых ступен- изделий с дном, при котором плоскую листовую заготовку прижимают центральной частью к торцу оправки, вращают вокруг оси оправки совместно с нею, деформируют по оправке дву мя шариковыми давильными элег ентами, установленными с возможностью взаимодействия один с другим через стенку заготовки до получения полуфабриката с дном, цилиндрической частью и плоским фланцем и затем теми же давильными элементами деформируют фланцевую часть полуфабриката по меньшей мере за два перехода, на первом из которых выполняют остроко
нечньй кольцевой выступ на конце цилиндрической части полуфабриката со стороны фланца, о т л и ч а ю - щ и и с я тем, что, с целью повышения жесткости изделий путем выполнения их ступенями, высота которых равна толщине стенки, на втором переходе выполняют цилиндрическую часть изделия с внутренним диаметром, равным наружному диаметру цилиндрической ча.сти полуфабриката.
Ж
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых изделий с дном и фланцем | 1984 |
|
SU1337169A1 |
| Способ ротационной вытяжки полых деталей | 1986 |
|
SU1423224A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ НЕСИММЕТРИЧНЫХ ОБОЛОЧЕК ДВОЙНОЙ КРИВИЗНЫ С ФЛАНЦЕМ | 2011 |
|
RU2471585C1 |
| Способ изготовления полых тонкостенных осесимметричных изделий,например,поддонов | 1982 |
|
SU1147490A1 |
| СПОСОБ РОТАЦИОННОГО ВЫДАВЛИВАНИЯ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2201831C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ИЗ АНИЗОТРОПНЫХ МАТЕРИАЛОВ | 2010 |
|
RU2436646C1 |
| Способ ротационной вытяжки полых деталей | 1984 |
|
SU1186323A1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ И МАТРИЦА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2688041C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАКЛОННОГО ФЛАНЦА НА ТРУБЧАТОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2013 |
|
RU2542875C1 |
Изобретение относится к способу изготовления давильной обработкой листовых заготовок полых изделий ступенчатой формы и позволяет повысить жесткость изделий. Для этого цилиндрические ступени изделия выполняются с внутренним диаметром, равным наружному диаметру предыдущей ступени. Высота последних при этом равна толщине стенки изделия. Обработка заготовок выполняется двумя давильными шариковыми элементами, взаимодействующими один с другим через стенку заготовки. 4 ил. Ф оо о 00 ot О5
Cpus. 1
фиг. 2
фиг.З
7 J
фиг.
Редактор Э.Слиган
Составитель А.Колпаков
Техред Л.Олийнык Корректор Л.Патай
Заказ 4381/14 Тираж 730Подписное
БНИИ1Ш Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Способ ротационной вытяжки полых деталей | 1984 |
|
SU1186323A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
