Изобретение относится к обработке металлов давлением и, в частности к способам ротационной вытяжки полых изделий из листовых заготовок.
Цель - расширение технологических возможностей путем обеспечения изготовления полых изделий с шейкой на цилиндрической части со стороны флан- ца.
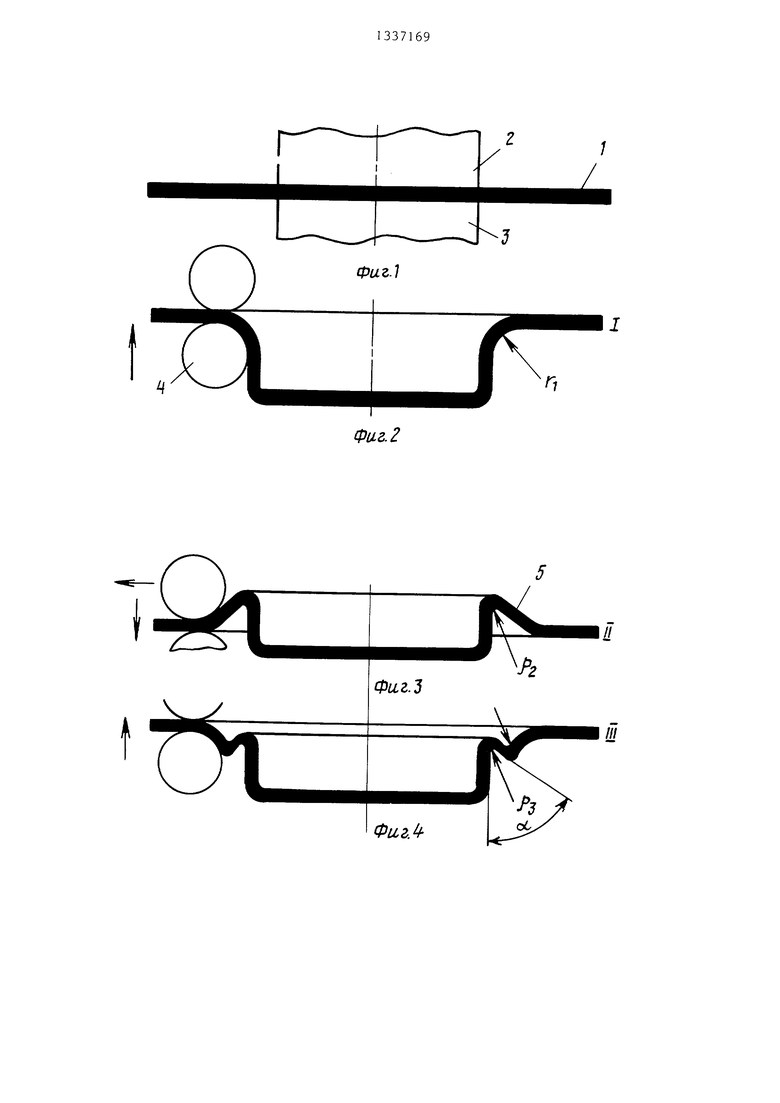
На фиг.1 изображена исходная заготовка, зажатая торцами оправок; на фиг.2-5 - последовательность переходов для осуществления способа (оправка условно не показана).
Способ осуществляется следующим образом.
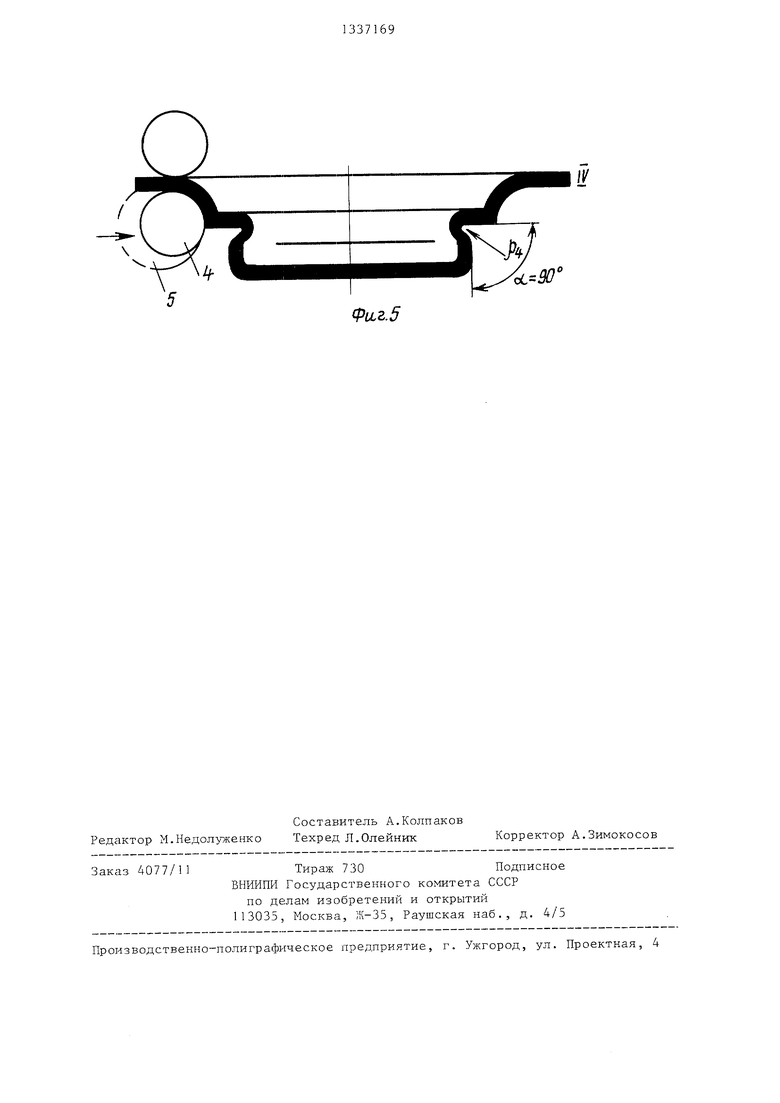
Листовая заготовка 1 устанавливается по торцу оправки 2 и поджимается оправкой 3. Затем включают вращение приводной оправки, при котором производится вытяжка детали с формированием отдельных конструктивных участков на отдельных переходах. При первом переходе (фиг.2) включают про- дольную подачу станка до момента формирования цилиндрической детали заданных размеров с галтелью радиусом кривизны г , равным деформирующему элементу 4. Второй переход (фиг.З) является продолжением первого перехода и включает в себя сначала отведение деформирующих элементов в направлении от центра перпендикулярно оси оправки привода, затем включение продольной подачи станка, направленной противоположно подаче первого перехода. Второй переход заканчивается формированием конусного участка 5 детали. В результате радиус г умепьша- ется до величины р соизмеримой с толщиной заготовки. Продольную подачу деформирующих элементов отключают. Далее снова включают продольную подачу, совпадающую по направлению с по- дачей первого перехода, без изменения поперечного положения деформирующих элементов. Процесс идет с увеличением угла о/ и изменением радиуса кривизны от p,j до р, . Это происходит вследствие распрямления конусног участка; при этом излишек металла расходуется на изменение радиуса кривизны от рл до р . При а 90 ° переход заканчивается отключением продольной подачи. Завершающий способ четвертый переход предусматривает включение поперечной подачи, направленной перпендикулярно к оси оправки привода. Переход заканчивается в момент образования вогнутой шейки с заданным радиусом.
Предлагаемый способ осуществлен на заготовке диаметром 120 мм, сталь 08 КП, толщиной 1 мм, применением деформирующих элементов размером 19 мм в диапазоне числа оборотов станка 1К 62 12,5-1000, диапазон подач 0,21-0,70 мм/об.
Формула изобретения
Способ изготовления полых изделий с дном и фланцем, при котором плоскую листовую заготовку прижимают центральной частью к торцу оправки, вращают вокруг оси оправки совместно с нею, деформируют по оправке двумя шариковыми давильными элементами, установленными с возможностью взаимодействия один с другим через стенку заготовки, до получения полуфабриката с дном, цилиндрической частью и плоским фланцем и затем теми же давильными элементами деформируют внутреннюю фланцевую часть полуфабриката за несколько переходов, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения изготовления полых изделий с шейкой на цилиндрической части со стороны фланца, внутреннюю фланцевую часть полуфабриката деформируют за два перехода, на первом из которых ей придают коническую форму, а на втором плос- кз ю, и затем обжимают фланцевую часть полуфабриката в радиальном направлении.
Фтг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых ступенчатых изделий с дном | 1984 |
|
SU1340866A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ НЕСИММЕТРИЧНЫХ ОБОЛОЧЕК ДВОЙНОЙ КРИВИЗНЫ С ФЛАНЦЕМ | 2011 |
|
RU2471585C1 |
| Способ изготовления полых тонкостенных осесимметричных изделий,например,поддонов | 1982 |
|
SU1147490A1 |
| Способ изготовления полых осесимметричных сложнопрофильных деталей (варианты) | 2023 |
|
RU2822541C1 |
| Способ ротационной вытяжки полых деталей | 1984 |
|
SU1186323A1 |
| Способ ротационной вытяжки полых деталей | 1986 |
|
SU1423224A1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ОЖИВАЛЬНЫХ И КОНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2465976C1 |
| Способ ротационной вытяжки полых тонкостенных сложнопрофильных деталей на токарно-давильном станке с системой ЧПУ (варианты) | 2023 |
|
RU2814834C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ИЗ АНИЗОТРОПНЫХ МАТЕРИАЛОВ | 2010 |
|
RU2436646C1 |
| Способ штамповки полых осесимметричных изделий | 1976 |
|
SU633643A1 |
Изобретение относится к технологии изготовления полых изделий с дном и фланцем из листовых заготовок давильной обработкой и позволяет расширить технологические возможности. Дпя изготовления изделий с шейкой на цилиндрической части со стороны фланца используются давильные элементы в виде опорного и нажимного шариков. Сначала внутренней фланцевой части полуфабриката придается плоская форма, а затем фланцевую часть полуфабриката обжимают до образования шейки. Благодаря этому обеспечивается изготовление полых изделий с шейкой на цилиндрической части со стороны фланца. 5 ил. (С (Л 00 со О5 со
Редактор М.Недолуженко
Составитель А.Колпаков Техред Л.Олейник
Заказ 4077/11
Тираж 730Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фи.г.5
Корректор А.Зимокосов
| Способ ротационной вытяжки полых деталей | 1984 |
|
SU1186323A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
