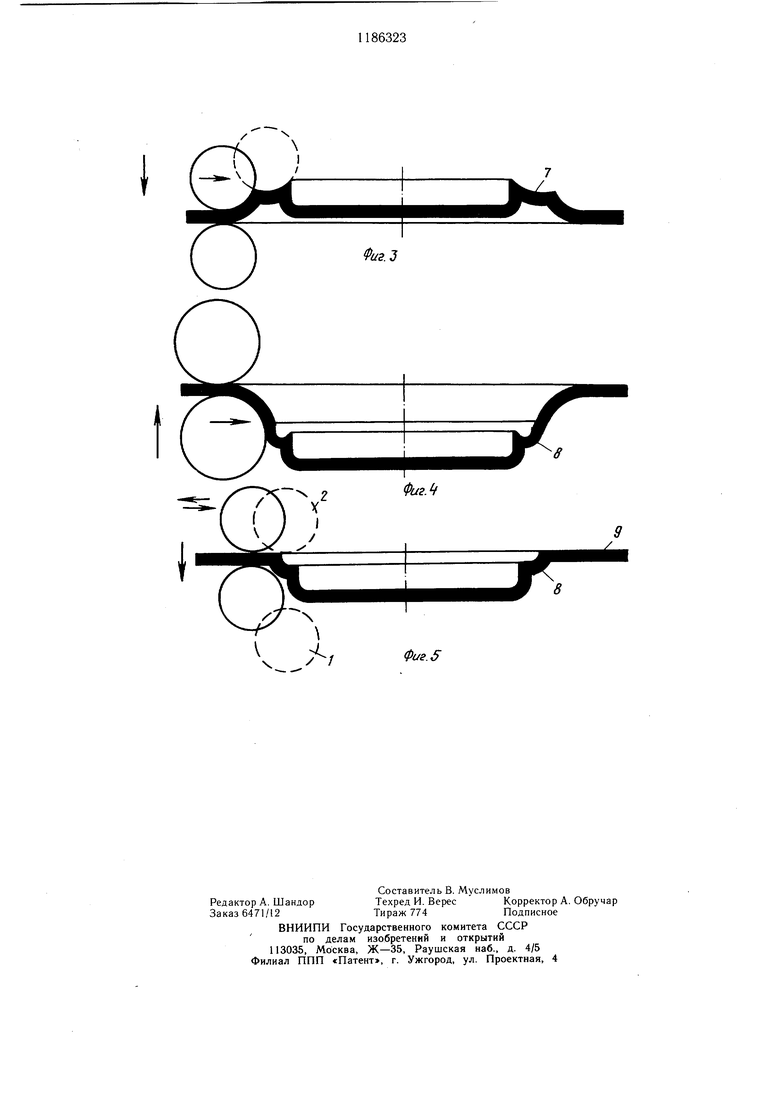
Изобретение относится к обработке металлов давлением и относится к способам ротационной вытяжки полых деталей. Цель изобретения - расширение технологических возможностей нутем обеспечения изготовления деталей с наружным кольцевым буртом на боковой поверхности. На фиг. 1 изображена схема свертки плоской заготовки в полый полуфабрикат с фланцем; на фиг. 2-5 - схема технологических переходов формовки. Схема содержит деформирующие элементы 1 и 2; оправку 3, прижим 4, обрабатываемую заготовку 5, остроконечный кольцевой элемент 6, полученный на заготовке 5 на первом технологическом переходе формовки, кольцевой желоб 7, образованный на заготовке 5 на втором технологическом переходе формовки, кольцевой бурт 8, отформованный на наружной боковой поверхности заготовки на третьем и четвертом технологических переходах формовки, и готовую деталь 9. Способ осуществляется следующим образом. Плоскую заготовку 5 зажимают по центральной части между оправкой 3 и прижимом 4. При вращении приводной оправки 3 заготовка 5 также начинает вращаться. Вначале пластическое деформирование осуществляют воздействием деформирующих элементов 1 и 2 на периферийную часть заготовки 5 и перемещают периферийную часть Б осевом направлении от дна к краю при помощи продольной подачи деформирующих элементов 1 и 2 (направление подачи показано стрелкой), в результате чего плоская заготовка 5 свертывается (вытягивается) по оправке 3 в полый полуфабрикат с фланцем (фиг. 1). Полученный после свертки полуфабрикат подвергают формовке за четыре технологических перехода. На первом технологическом переходе полого полуфабриката в зоне сопряжения его фланцевой части со стенкой перемещают фланцевую часть полуфабриката в осевом направлении от края к дну,т.е. направление подачи на втором переходе противоположно направлению подачи при свертке, вследствие чего на краевой части полуфабриката образуется остроконечный кольцевой элемент 6. На втором технологическом переходе формовки фланцевую часть полуфабриката перемещают в направлении его дна одновременным пластическим деформированием фланцевой части последовательно по участкам от периферии к оси симметрии. Переход заканчивается получением на фланцевой части полуфабриката кольцевого желоба 7. На третьем технологическом переходе формовки фланцевую часть полуфабриката перемещают в направлении его края, одновременно пластически деформируя ее последовательно по участкам от периферии к оси симметрии. Переход заканчивается предварительным формованием наружного кольцевого бурта 8 на боковой поверхности полуфабриката и образованием радиусного перехода между фланцевой частью полуфабриката и его стенкой. На заключительном четвертом технологическом переходе формовки осуществляют распрямление фланцевой части полуфабриката в направлении его дна с одновременным пластическим деформированием ее последовательно по участкам от периферии к оси симметрии и обратно. При этом происходит окончательное формирование кольцевого бурта 8 и распрямление радиусного перехода между фланцем и стенкой полуфабриката до совпадения плоскости фланца с верхней частью кольцевого бурта 8. Готовая деталь 9 имеет форму цилиндрического стакана с фланцем и наружным кольцевым буртом 8 на боковой поверхности. Предлагаемый способ обеспечивает возможность наряду с изготовлением полых деталей с гладкой цилиндрической формой получать детали с наружным кольцевым буртом на боковой поверхности.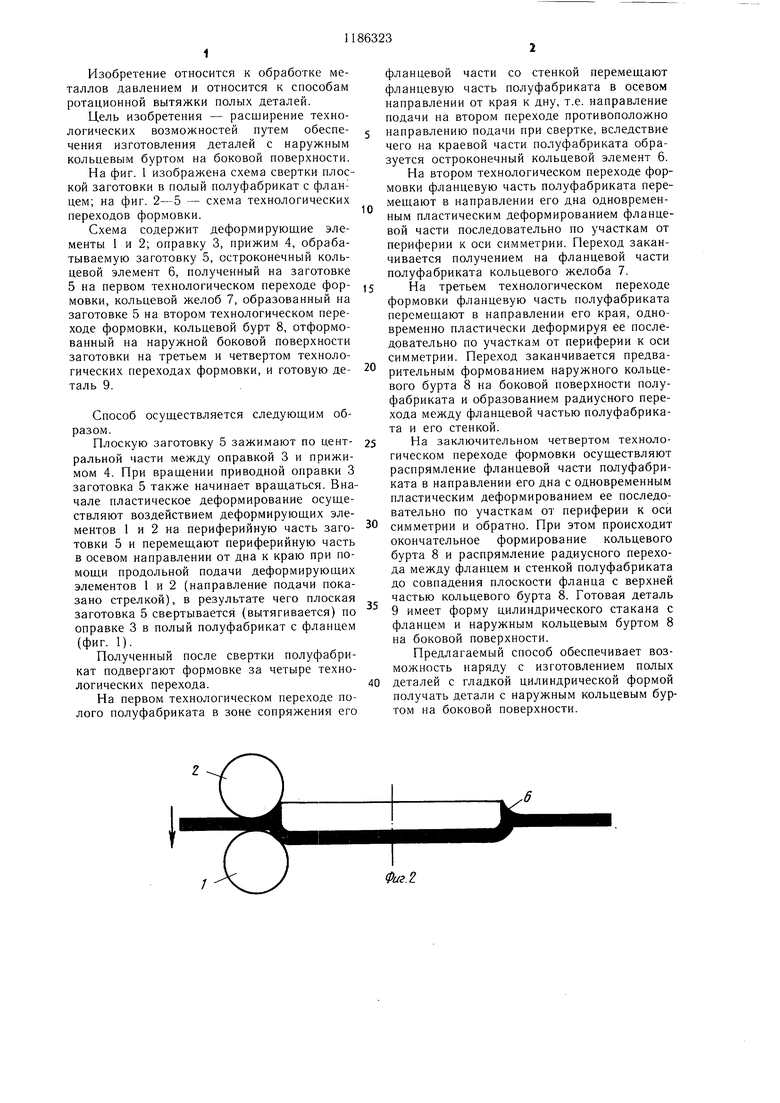
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ротационной вытяжки полых деталей | 1986 |
|
SU1423224A1 |
| Способ изготовления полых деталей остроконечной формы с криволинейной образующей | 1981 |
|
SU984571A1 |
| Устройство для ротационного выдавливания | 1985 |
|
SU1393499A1 |
| Устройство для ротационного выдавливания заготовок | 1988 |
|
SU1530299A1 |
| Способ изготовления полых изделий с дном и фланцем | 1984 |
|
SU1337169A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ПОКОВОК С ФЛАНЦЕМ | 2013 |
|
RU2540026C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| Способ изготовления деталей типа стакана с фланцем | 1978 |
|
SU772668A1 |
| Способ изготовления полых изделий | 1989 |
|
SU1722656A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КОРОБЧАТЫХ В ПЛАНЕ КВАДРАТНЫХ ДЕТАЛЕЙ С ОТВЕРСТИЕМ В ДОННОЙ ЧАСТИ ПУТЕМ СОВМЕЩЕНИЯ ВЫТЯЖКИ И ОТБОРТОВКИ | 2011 |
|
RU2490084C2 |
СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ПОЛЫХ ДЕТАЛЕЙ, включающий зажатие центральной части плоской заготовки, сообщение ей вращательного движения и свертку ее в полый полуфабрикат с фланцем путем пластического деформирования ее фланцевой части, отличающийся тем, что, с целью расщирения технологических возможностей путем обеспечения изготовления деталей с наружным кольцевым буртом на боковой поверхности, полученный после свертки полуфабрикат подвергают формовке за четыре технологических перехода, на первом из которых осуществляют пластическое деформирование зоны сопряжения фланцевой части полуфабриката с его стенкой, одновременно перемещая фланцевую часть полуфабриката в направлении его дна, на втором фланцевую часть перемещают в направлении дна полуфабриката с одновременным пластическим деформированием ее последовательно по участкам от периферии к оси симметрии, на третьем фланцевую часть перемещают в направлении периферии полуфабриката, одновременно пластически деформируя ее последовательно по участкам от периферии к оси симметрии, на четвертом (заключительном) переходе осуществляют распрямление фланцевой части, перемещая ее в направлении дна полу(Л фабриката с одновременным пластическим деформированием ее последовательно по участкам от периферии к симметрии и обратно.
| Устройство для двусторонней чистовойи упРОчНяющЕй ОбРАбОТКи лиСТОВыХдЕТАлЕй | 1979 |
|
SU846247A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
