Изобретение относится к литейному производству, в частности к оборудованию для ускоренного охлаждения отливок в литейных формах, и может быть использовано при пблучении чугунных изложниц с полым центральным стержнем .
Цель изобретения - саморегулирование подачи охлаждающей воды и улуч- -JQ щью сопла 9 распьшяется в испаришение теплообмена в полости отливки.
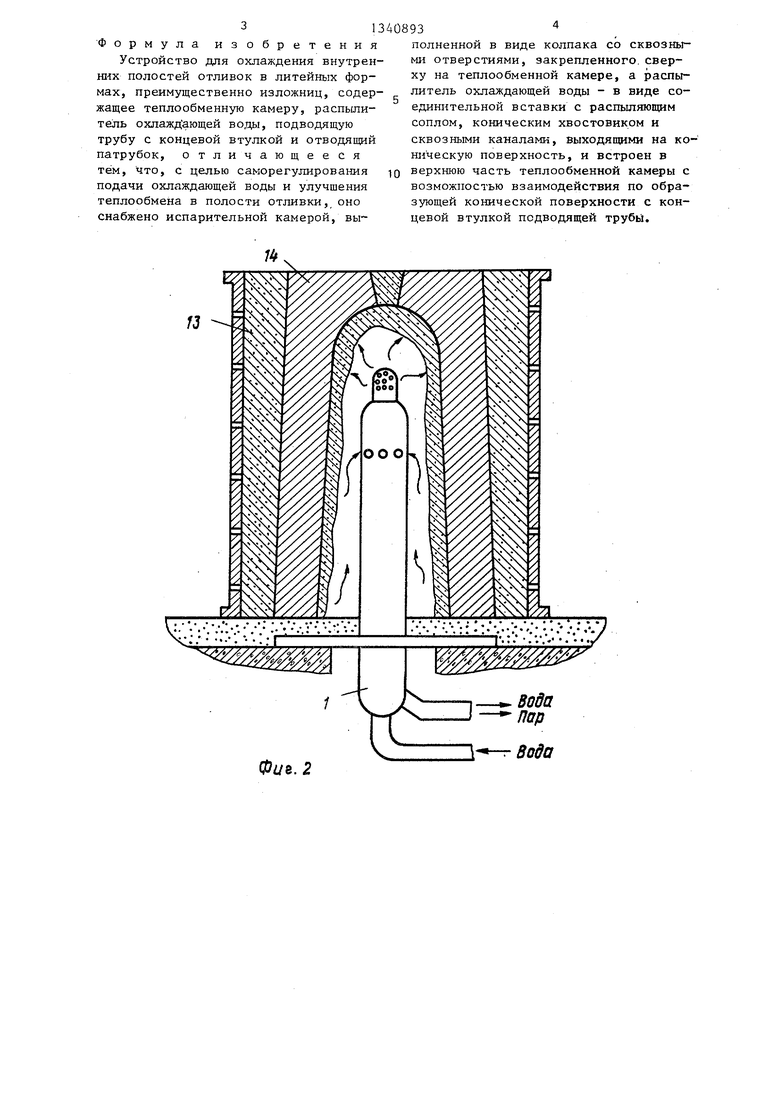
: На фиг. 1 показана конструкция устройства; на фиг. 2 - схема его размещения в литейной форме глухо- донной изложницы; на фиг. 3 - узел I на фиг, 1; на фиг. 4 - узел II на фиг, 1 (в положении Закрыто 7; на фиг, 5 - то же, в положении Откры- то.
Устройство включает корпус 1 теп- лообменной камеры с опоясывающим опорным фланцем 2, сквозными отверстиями 3 в верхней части и встроенными снизу подводящей трубой 4 и отводящим патрубком 5, На верхний торец корпуса навинчен колпак 6 испарительной камеры со сквозными отверстиями 7 для прохождения пара, В верхний торец корпуса 1 встроен на резьбе распьшитель 8, выполненный в виде соединительной вставки с распыляющим соплом 9, ко 1ическим хвостовиком и глухим продольным 10 и сквозными поперечными 11 каналами, выходящими на коническую поверхность хвостовика. Конический хвостовик распылителя контактирует по образующей конической поверхности с втулкой 12, закрепленной на конце подводящей трубы 4.
15
20
25
30
35
тельной камере и испаряется с образованием пара, который выходит через отверстия 7 колпака 6 в полость cтepжliя отливки 14 и, проникая к стенкам отливки, окисляет ее внутреннюю поверхность. Другая часть воды поступает в теплообменную камеру и охлаждает ее стенки.
Сброс избыточного давления пара в полости отливки осуществляется за счет отвода пара через отверстия 3 в корпусе 1, где он частично или полностью конденсируется и далее по отводящему патрубку выводится в сливную систему цеха,
Саморегулирование количества охлаждающей воды, а соответственно и процесса охлаждения отливки, осуществляется за счет изменения зазора между хвостовиком распьшителя 8 и втулкой 12 подводящей трубы 4, происходящего синхронно с изменением интенсивности охлаждения и температуры корпуса 1 и тегшообмена между стенками Полости и корпусом 1.
После окончания принудительного охлаждения форма 13 с отливкой 14 удаляется на выбивку, а корпус 1 теп- Устройство устанавливается на пла- Q лообменной камеры быстро охлаждается цу или на специальном стенде.до температуры подводящей трубы 4,.
Устройство работает следующим об- в результате чего зазор между распы- разом (вариант охлаждения в литейной лителем 8 и втулкой 12 подводящей форме глуходонной изложницы)трубы 4 выбирается, подача воды в
После полного затвердевания отлив- g устройство самопроизвольно прекращаки из центрального стержня извлекают металлический патрон и форму 13 с отливкой 14, устанавливают ,для охлаждения над устройством так, чтобы большая часть корпуса 1 находилась в полости стержня, С этого момента за счет интенсивного теплообмена между горячими стенками внутренней полости и корпусом 1 теплообменной камеры
происходит разогрев корпуса, по мере gg ности отливки оксидное покрытие. За которого он удлиняется, В то же вре- счет саморегулшруемого ускоренного мя охлаждаемая водой подводящая тру- охлаждения внутренней полости отлив- ба 4 с закрепленной на ней втулкой 12 ки в литейной форме сокращается на
20-25% цикл их изготовления.
практически не нагревается и ее длина остается неизменной. В результате этого образуется зазор между хвостовиком распьшителя 8 и втулкой 12. Через зтот зазор одна часть охлаждающей воды, находящейся в подводящей трубе 4 под давлением, поступает по поперечным отверстиям I1 в продольный канал 10 распылителя 8, с помо5
0
5
0
5
тельной камере и испаряется с образованием пара, который выходит через отверстия 7 колпака 6 в полость cтepжliя отливки 14 и, проникая к стенкам отливки, окисляет ее внутреннюю поверхность. Другая часть воды поступает в теплообменную камеру и охлаждает ее стенки.
Сброс избыточного давления пара в полости отливки осуществляется за счет отвода пара через отверстия 3 в корпусе 1, где он частично или полностью конденсируется и далее по отводящему патрубку выводится в сливную систему цеха,
Саморегулирование количества охлаждающей воды, а соответственно и процесса охлаждения отливки, осуществляется за счет изменения зазора между хвостовиком распьшителя 8 и втулкой 12 подводящей трубы 4, происходящего синхронно с изменением интенсивности охлаждения и температуры корпуса 1 и тегшообмена между стенками Полости и корпусом 1.
ется, а цикл работы устройства заканчивается ,
Таким образом, применение предлагаемого устройства для охлаждения внутренних полостей отливок позволяет осуществить саморегулирующийся процесс ускоренного охлаждения отливок в литейны с -формах, а в необходимых случаях получить еще на поверх20-25% цикл их изготовления.
Формула изобретения
Устройство для охлаждения внутрен- Ш-1Х полостей отливок в литейных формах, преимущественно изложниц, содержащее теплообменную камеру, распылитель охлажд ающей воды, подводящую трубу с концевой втулкой и отводящий патрубок. Отличающееся тем, что, с целью саморегулирования подачи охлаждающей воды и улучшения теплообмена в полости отливки, оно снабжено испарительной камерой, вы
полненнои в виде колпака со сквозными отверстиями, закрепленного, сверху на теплообменной камере, а распылитель охлаждающей воды - в виде соединительной вставки с распыляющим соплом, коническим хвостовиком и сквозными каналами, выходящими на коническую поверхность, и встроен в верхнюю часть теплообменной камеры с возможностью взаимодействия по образующей конической поверхности с концевой втулкой подводящей труби.
f3
Фиг. 2
Вода
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЦЕНТРОБЕЖНОГО ЛИТЬЯ МЕТАЛЛА В ЭЛЕКТРОМАГНИТНОЙ ИЗЛОЖНИЦЕ СМЕННОГО ПРОФИЛЯ ДЛЯ ЕДИНИЧНОГО, МЕЛКО- И КРУПНОСЕРИЙНОГО ПРОИЗВОДСТВА ПОЛЫХ КОНСТРУКЦИЙ ПРОИЗВОЛЬНОЙ ФОРМЫ | 2003 |
|
RU2246374C2 |
| Центробежная машина для отливки труб | 1983 |
|
SU1135542A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОТОННАЖНЫХ РАЗНОСТЕННЫХ ЧУГУННЫХ ОТЛИВОК ТИПА ВТУЛОК | 2013 |
|
RU2549819C2 |
| Центробежная литейная машина с вертикальной осью вращения | 1987 |
|
SU1502180A1 |
| Раструбный стержень для изложницы центро-бЕжНОй МАшиНы | 1979 |
|
SU831302A1 |
| Центробежная машина для отливки труб | 1985 |
|
SU1412886A1 |
| Раструбный стержень для изложницы центробежной машины | 1980 |
|
SU994108A1 |
| ЛИТЕЙНАЯ ФОРМА | 2004 |
|
RU2284245C2 |
| Форма для отливки изложниц | 1989 |
|
SU1678515A1 |
| Металлическая форма | 1977 |
|
SU880619A1 |

Изобретение относится к литейному производству, в частности к оборудованию для ускоренного охлаждения отливок в литейных формах, и может быть использовано при получении чугунных изложниц с полым центральным стержнем. Цель изобретения - саморегулирование подачи охлаждающей воды и улучшение теплообмена в полости отливки. Устройство включает в себя корпус 1 теплообменной камеры с опоясывающим опорным фланцем 2 и встроенными снизу подводящей трубой 4 и отводящим патрубком 5. На верхний торец корпуса I навинчен колпак 6 испарительной камеры с отверстиями 7 для прохождения пара. В верхний торец корпуса 1 встроен распылитель 8, выполненный в виде соединительной вставки с распьшяющим соплом, коническим хвостовиком, глухим продольным и сквозными поперечными каналами, выходящими на коническую поверхность хвостовика, которая контактирует по образующей с втулкой 12, закрепленной на конце подводящей трубы 4. Уст-, ройство устанавливается на плацу или специальном стенде, позволяет осуществить саморегулирующийся процесс ускоренного охлаждения отливок э литейных формах и сократить на 20-25% цикл их изготовления. 5 ил. (Л 00 4 О00 со оо (ft(/
Фи2.5
| Справочник по чугунному литью | |||
| /Под ред | |||
| Н | |||
| Г | |||
| Горшовича | |||
| -Л.: Машиностроение, 1978, с | |||
| КОММУТАТОР ДЛЯ ПРЕРЫВАНИЯ ТОКА В ПОСЛЕДОВАТЕЛЬНО СОЕДИНЕННЫХ ПРИЕМНИКАХ ЭЛЕКТРИЧЕСКОГО ТОКА | 1922 |
|
SU550A1 |
| Способ приготовления массы для карандашей | 1921 |
|
SU311A1 |
| Малахов И | |||
| В | |||
| и Крапивка Н | |||
| А | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| - Сб | |||
| Технология литейного производства | |||
| - НИИИнформтяж- Maiu, 1965, с | |||
| Приспособление с иглой для прочистки кухонь типа "Примус" | 1923 |
|
SU40A1 |
| Айзенштейн Я | |||
| Б., Байдуров В | |||
| А | |||
| и Рымовский Г | |||
| А | |||
| Металлические водо- охлаждаемые стержни | |||
| - Литейное производство | |||
| Двухтактный двигатель внутреннего горения | 1924 |
|
SU1966A1 |
| Механический грохот | 1922 |
|
SU41A1 |
