Изобретение относится к металлообработке и может быть использовано при получении торовых канавок на тепах вращения. Цель изобретения - получение торовых канавок переменного профиля. На фкг. 1 приведена схема осуществления способа; на фиг. 2 - вид А на фиг. 1. Способ осуществляется следующим образом. Обрабатываемую заготовку 1 закрепляют в постройке токарного станка и производят резание установленным в резцедержателе резцом 2 с прямолинейнЬй главной режущей кромкой, которую ориентируют под некоторым углом скрещивания , к оси вращения заготовки (резец в этом случае занимает положение I, изображенное на фиг. 1 сплошной линией). С началом обработки заготовке I сообщают вращение, а резцу 2 - движение подачи S в радиальном направлении. Одновременно резцу 2 сообщают колебательные движения, изменяющие величину угла скрещивания его главной режущей кромки с осью заготовки, путем разворота резца вокруг оси JD-О перпендикулярной оси заготовки, из положения I В положение II (изображенное штрихпунктирной линией) и обратно за один оборот заготовки. В результате осуществления указанных движений на заготовке I образуется торовая канавка переменного профиля. Причем положению I резца (углу скре- 45.2 щивания 71, ) соответствует наибольший радиус кривизны профиля канавки, а положению 11 (углу скрещивания -Я) занимаемому через промежуток времени, равный полуобороту заготовки наименьший радиус кривизны профиля канавки. При достижении требуемой глубины канавки обработку заканчивают. Геометрические параметры и профиль торовьк канавок, обрабатьгааемых предлагаемым способом, зависят от диаметра заготовки и значений Я, и -Д. величин граничных углов скрещивания режущей кромки резца с осью заготовки о Пример, Обработку по предлагаемому способу проводят на токариовинтрорезном станке, оснащенном специальным резцедержателем для воспроизведения колебательных движений. Диаметр обрабатываемого вала составляет D 160 мм. Число оборотов шпинделя станка (равное числу колебательных движений резца) соответствует 31,5 об/миНб Значения углов скрещивания режущей кромки безвершинного резца с осью заготовки в граничных положениях составпяют соответственно А, 35 и Л, бО. Требуемая глубина профиля канавки - 6 мм, Применение предлагаемого способа обеспечивает возможность изготовления на телах вращения торовых канавок переменного профиля, используя распространенное универсальное металлорежущее оборудование.
ВидА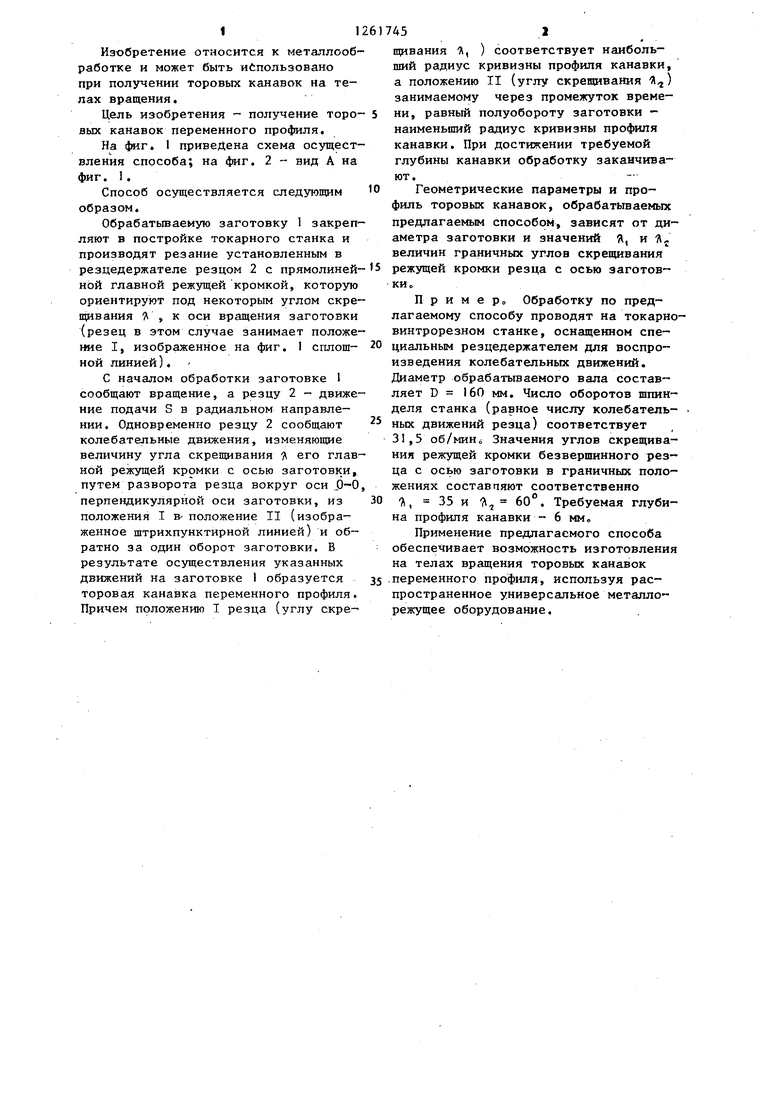
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ токарной обработки радиусных кольцевых канавок | 1985 |
|
SU1291289A1 |
| Способ обработки многозаходных винтовых канавок на телах вращения | 1984 |
|
SU1162555A1 |
| СПОСОБ ВИХРЕВОГО НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК | 2003 |
|
RU2267384C2 |
| Станок для обработки резьб и шлицев переменного шага | 1981 |
|
SU992143A2 |
| Способ обработки дугообразных кольцевых и винтовых канавок | 1986 |
|
SU1391810A1 |
| СПОСОБ ОБРАБОТКИ ФАСОННЫХ ВОГНУТЫХ ПОВЕРХНОСТЕЙ С ИЗМЕНЯЮЩИМСЯ ПРОФИЛЕМ | 2001 |
|
RU2208502C2 |
| УЗЕЛ РЕЗЦЕДЕРЖАТЕЛЯ | 1993 |
|
RU2102194C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОРЕБРЕНИЯ ТЕПЛООБМЕННИКОВ | 2003 |
|
RU2248259C1 |
| ХОМУТИК К ТОКАРНО-ВИНТОРЕЗНОМУ СТАНКУ ДЛЯ СОВМЕЩЕНИЯ РЕЗЦА ПРИ ОБРАТНОМ ХОДЕ С ВИНТОВОЙ НИТКОЙ, НАРЕЗАННОЙ ПРИ ПРЯМОМ ХОДЕ | 1943 |
|
SU64783A1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2296035C2 |
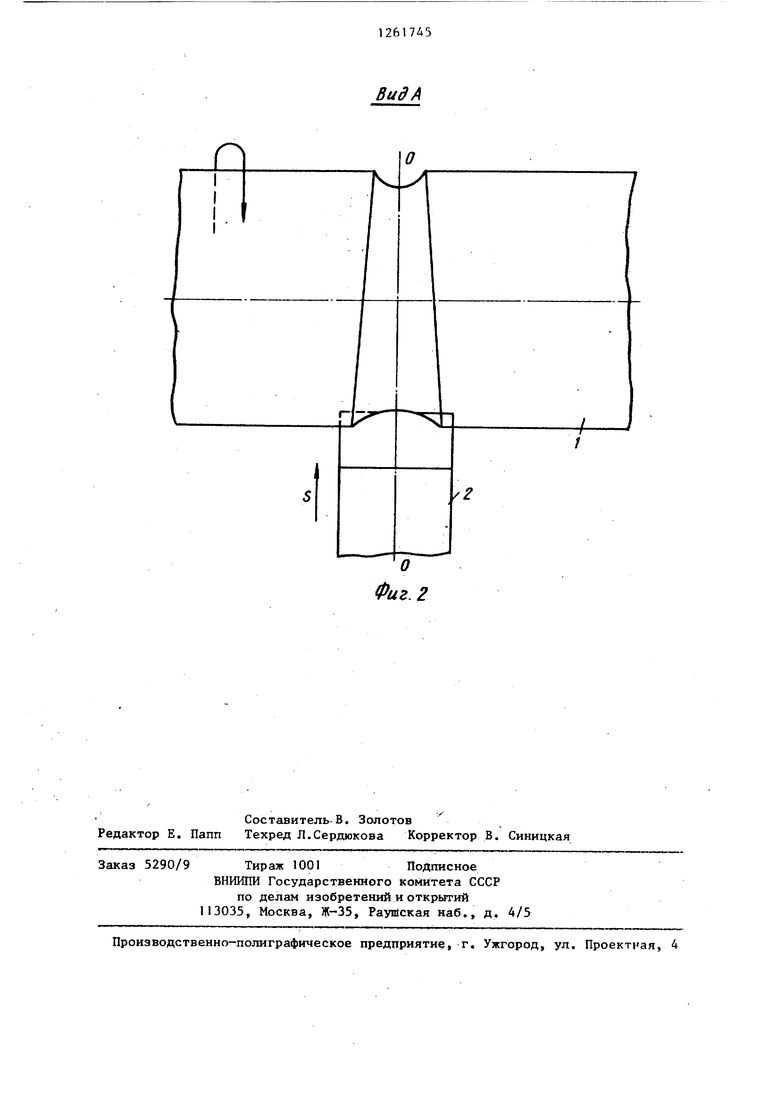
СПОСОБ ОБРАБОТКИ ТОРОВЫХ КАНАВОК, включающий установку режущей кромки обрабатывающего инструмента под углом скрещивания к оси враи.ения заготовки, отличающийс я тем, что, с целью получения то- ровых канавок переменного профиля, в процессе обработки изменяют вели- чину угла скрещивания с частотой, равной частоте вращения заготовки. (Л .t
| Способ обработки радиусных канавок на цилиндрических деталях | 1977 |
|
SU703240A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
