Изобретение относится к станкостроению и может быть использовано в конструкциях многошпиндельных станков, в частности горизонтальных токарных многошпиндельных автоматах с автоматической сменой инструмента.
Цель изобретения - упрощение конструкции станка за счет автоматической смены инструментов на всех инструментодержате- лях, установленных на супнортах для продольной и поперечной обработок, при помощи одного устройства автоматической смены инструментов.
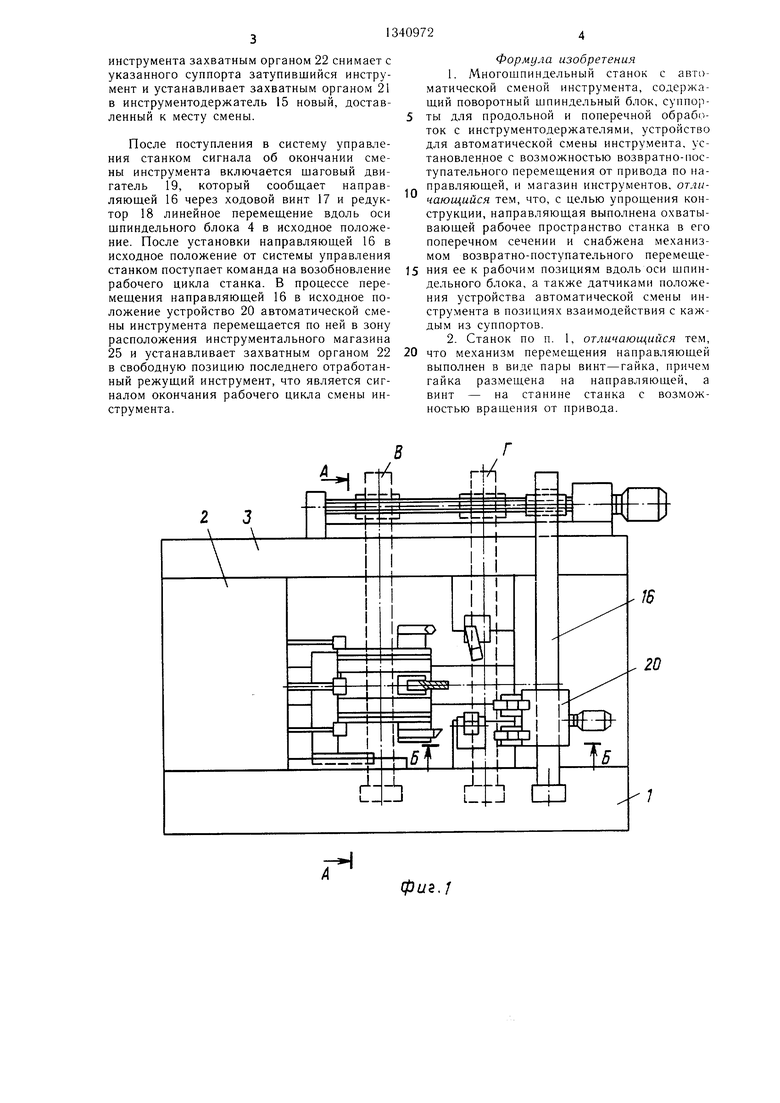
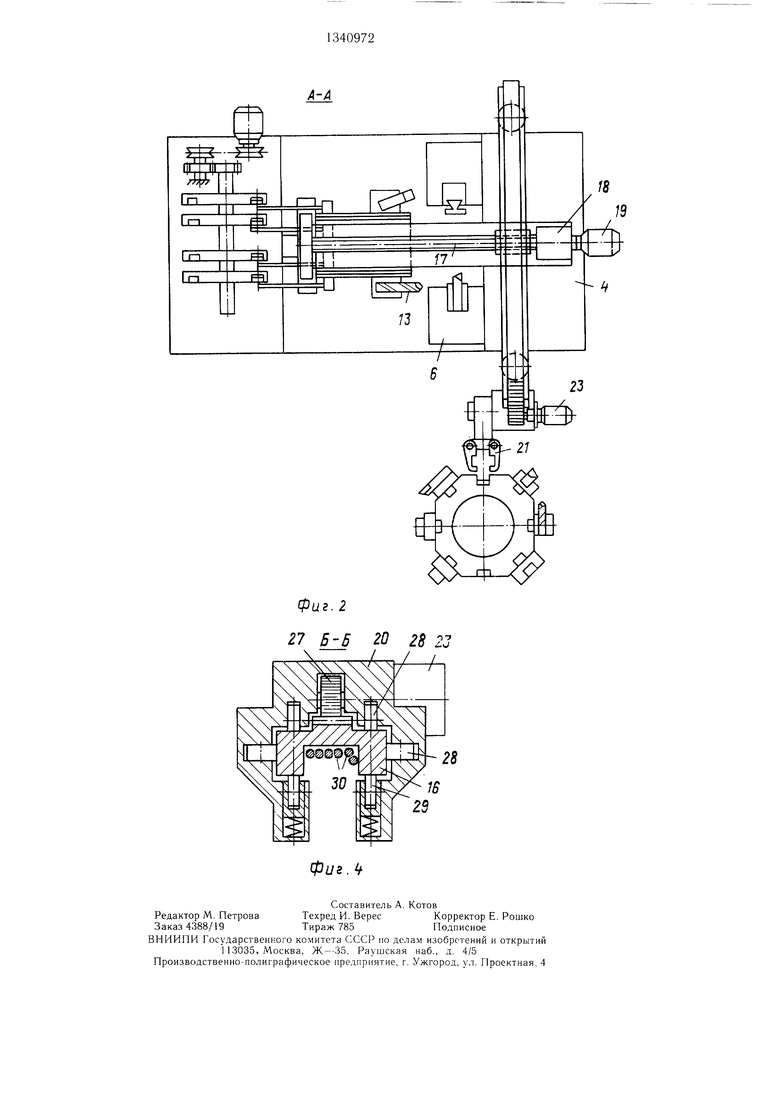
На фиг. 1 изображен многошпиндельный станок с автоматической сменой инструмента, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - сечение А-А на фиг. 1; на фиг. 4 - сечение Б-Б на фиг. 1.
Многошпиндельный станок состоит из станины 1, коробки 2 передач, траверсы 3, шпиндельного блока 4, суппортов продольной 5-9 и поперечной 10-14 обработок, на которых смонтированы инструментодержатели 15. Станок оснащен также охватывающей рабочее пространство станка в его поперечном сечении направляющей 16, концы которой снабжены роликами, контактирующими со станиной станка, а центральная часть, расположенная над траверсой, опирается на ходовой винт 17, смонтированный на выходном валу редуктора 18, получающего вращение от шагового двигателя 19, расположенного на траверсе 3. На направляющей 16 смонтированы устройство 20 для автоматической смены инструмента с захватными органами 21 и 22 и приводом 23 возвратно поступательного перемещения устройства 20 по направляющей 16, а также датчики 24 положений устройства 20 автоматической смены инструмента в заданной рабочей позиции, каждый из которых предназначен для остановки устройства 20 автоматической смены инструмента возле определенной рабочей позиции соответственно с 1 по IV (VI позиция загрузочная), управляемого системой управления станком.
Со стороны, противоположной загрузочной позиции станка, в зоне шпиндельного блока 4 установлен поворотный инструментальный магазин 25 с набором сменного режущего инструмента 26.
Направляющая 16 представляет собой пустотелую сборную рейку прямоугольного сечения, на наружной поверхности которой нарезаны зубья, контактирующие с зубчатым колесом 27 устройства 20 смены инструмента.
Устройство 20 центрируется на направляющей с помощью жестко закрепляемых (регулируемых) 28 и подпружиненных 29 роликов, обеспечивающих ее плавное перемещение на изогнутых участках направляющей (фиг. 4).
Места установки и фиксации устройства 20 расположены только на прямолинейных участках направляющей 16.
0
5
0
5
0
5
0
5
0
5
Электрические управляющие и силовые кабели, связывающие устройство 20 смены инструмента с системой управления и питания, помещаются в единый металлорукав, который при перемещении устройства к верхним позициям станка наматывается на поворотный барабан (не показан), расположенный на траверсе станка, и сматывается с последнего при перемещении к нижним позициям известным способом.
Кабели 30, соединяющие датчики 24 с системой управления станка, собраны в отдельный металлорукав, снабженный поворотным барабаном (не показан), расположенным на станине 1 станка вне рабочего пространства, и подводятся к датчикам через нижнюю ветвь внутри направляющей 16 (фиг. 4).
Станок работает следующим образом.
В процессе обработки деталей все узлы и механизмы станка совершают рабочие и холостые движения, характерные для много- шпиндельного автомата, а направляющая 16 находится в исходном положении вне рабочей зоны станка со стороны шпиндельного блока 4.
По команде специального устройства (не показано), определяющего необходимость смены режущего инструмента, устройство 20 смены инструмента, находящееся в исходном положении непосредственно возле инструментального магазина 25, одним из захватных органов 21 берет из последнего режущий инструмент 26, который необходимо установить взамен изношенного. Затем посредством известного механизма поворота (не показан) производят поворот захватных органов 21 и 22 на 180° вокруг горизонтальной оси в сторону рабочего пространства станка.
Механизм поворота может быть выполнен в виде зубчато-реечной передачи, гидромотора либо другого известного механизма поворота, у которого приводной орган установлен на корпусе устройства 20 смены инструмента.
Затем устройство 20 смены инструмента осуществляет перемещение от привода 23 с инструментом по направляющей 16 до соответствующего датчика 24, определяющего позицию станка, на которой необходимо сменить изношенный режущий инструмент. Датчик положения устройства 20 смены инструмента соответствующей рабочей позиции включает шаговый двигатель 19, который через редуктор 18 и ходовой винт 17 сообщает направляющей 16 линейное перемещение вдоль оси шпиндельного блока в зону, соответствующую положению направляющей 16 при смене режущего инструмента на суппортах продольной 5-9 либо поперечной обработок (на фиг. 1 зона В - для суппортов продольной, а зона Г - для суппортов поперечной обработок).
Далее по команде системы управления станком устройство 20 автоматической смены
инструмента захватным органом 22 снимает с указанного суппорта затупившийся инструмент и устанавливает захватным органом 21 в инструментодержатель 15 новый, доставленный к месту смены.
После поступления в систему управления станком сигнала об окончании смены инструмента включается шаговый двигатель 19, который сообшает направ- ляюшей 16 через ходовой винт 17 и редуктор 18 линейное перемешение вдоль оси шпиндельного блока 4 в исходное положение. После установки направляющей 16 в исходное положение от системы управления станком поступает команда на возобновление рабочего цикла станка. В процессе пере- мешения направляюш,ей 16 в исходное положение устройство 20 автоматической смены инструмента перемешается по ней в зону расположения инструментального магазина 25 и устанавливает захватным органом 22 в свободную позицию последнего отработанный режуший инструмент, что является сигналом окончания рабочего цикла смены инструмента.
0
Формула изобретения 1. Многошпиндельный станок с автоматической сменой инструмента, содсржа- ший поворотный шпиндельный блок, суппорты для продольной и поперечной обработок с инструментодержателями, устройство для автоматической смены инструмента, установленное с возможностью возвратно-поступательного перемещения от привода по направляющей, и магазин инструментов, отличающийся тем, что, с целью упрощения конструкции, направляющая выполнена охватывающей рабочее пространство станка в его поперечном сечении и снабжена механизмом возвратно-поступательного перемеще- 5 ния ее к рабочим позициям вдоль оси шпиндельного блока, а также датчиками положения устройства автоматической смены инструмента в позициях взаимодействия с каждым из суппортов.
2. Станок по п. 1, отличающийся тем, что механизм перемещения направляющей выполнен в виде пары винт-гайка, причем гайка размещена на направляющей, а винт - на станине станка с возможностью вращения от привода.
0
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической смены инструмента | 1982 |
|
SU1074699A2 |
| Устройство для автоматической смены инструмента | 1982 |
|
SU1143571A1 |
| Многошпиндельный токарный станок с автоматической сменой инструмента | 1984 |
|
SU1211017A1 |
| Устройство для автоматической смены инструмента | 1981 |
|
SU998082A1 |
| Устройство для автоматической смены многогранных неперетачиваемых пластин | 1985 |
|
SU1288017A1 |
| Металлорежущий станок | 1980 |
|
SU1131464A3 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| Способ управления токарной обработкой и устройство для его осуществления | 1982 |
|
SU1016080A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных инструментальных коробок | 1974 |
|
SU523784A1 |
| Сборный режущий инструмент | 1984 |
|
SU1199469A1 |
Изобретение относится к станкостроению и может быть использовано в конструкциях многошпиндельных станков, в частности горизонтальных токарных многошпиндельных автоматах с автоматической сменой инструментов. Цель изобретения - упроше- ние конструкции станка за счет автоматической смены инструментов на всех инстру- ментодержателях, установленных на суппортах для продольной и поперечной обработки с помош,ью одного устройства автоматической смены инструментов. Станок содержит поворотный шпиндельный блок, суппорты для продольной 5-9 и поперечной 10-11 обработок с инструментодержателя- ми, устройство для автоматической смены инструмента и инструментальный магазин 25. Направляющая 16 обеспечивает указанному устройству доступ ко всем инструментодер- жателям станка. Положение устройства на направляющей контролируется датчиками 24. Перемещение и фиксация направляющей осуществляется с помощью передачи винт- гайка. 1 з.п. ф-лы, 4 ил. о сл 2.1 25 со 4 О СО 1чЭ 26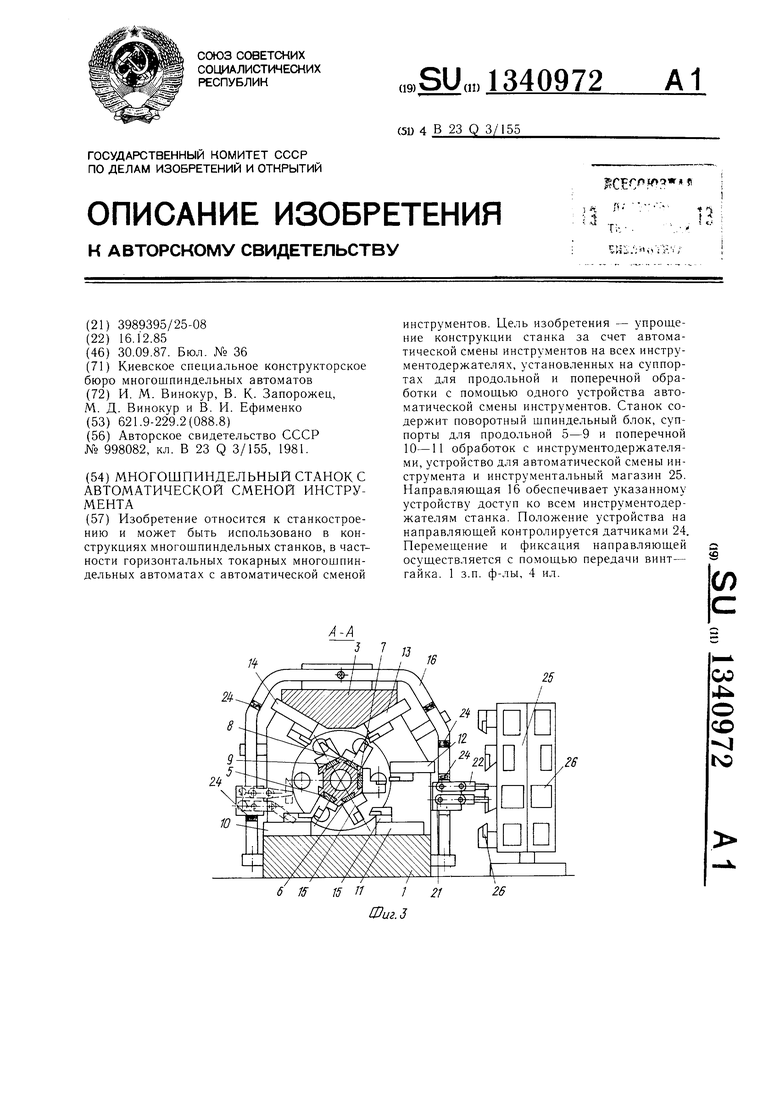
фи.Ч
f(-A
/8
/9
Фиг. 2
27 S-S 20
. ./.
28 2J
Фиг.
Составитель A. Котов
Редактор М. ПетроваТехред И. ВересКорректор Е. Рошко
Заказ 4388/19Тираж 785Подписное
ВНИИПИ Государственного комитета СССР но делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная 4
| Устройство для автоматической смены инструмента | 1981 |
|
SU998082A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
