Изобретение относится к механической обработке материалов, а именно к шлифованию деталей,, и является усовершенство- ванием известного Способа по основному авт. св. № 1220760.
Цель изобретения - повышение качества
обработки деталей.
На чертеже изображена схема реализации способа шлифования.
Способ осушествляют следуюш.им образом.
На шпинделе станка устанавливают два одинаковых шлифовальных круга I и 2, а на столе станка - обрабатываемую деталь 3 и правяпхий инструмент 4. Шлифование детали 3 производят кругом 1 с поперечной подачей (шириной шли-фования на проход) , одновременно осуществляют правку круга 2 со стороны зоны контакта его с деталью в направлении поперечной подачи 5 при шлифовании с величиной подачи правящего инструмента вдоль образующей шлифо- Бального круга Snp. Величину подачи при
правке Snp выбирают таким образом, чтобы
обеспечить соответствие между шириной шлифования и целым количеством полных
витков с шагом / на части образующей круга, осуществляющей съем материала, при этом величину Snp определяют из условия
Составитель В. Онегин
Техред И. ВересКорректор Н. Король
Тираж 714Поднисное
В -1ИИПИ Государственного комитета СССР по делам изобретений и открытий
1 13035, A locKBa, Ж-35, Раушская наб., д. 4/5 Производственно-нолиграфическое предприятие, г. Ужгород, ул. Проектная, 4
где b п -
k -
где b -
S,,
k
- ширина шлифования на проход, мм; - частота вращения шлифовального круга, 1/с;
целое число, кратное величине подачи детали при шлифовании на проход и величине подачи правящего инструмента.
Формула изобретения
0 где b -
« -
k -
Способ шлифования с периодической правкой круга по авт. св. № 1220760, отличающийся тем, что, с целью повыщения г качества обработки изделий, величину подачи правящего инструмента вдоль образующей шлифовального круга выбирают из условия
с- 60-Ь-п
S,,,
ширина шлифования на проход, мм; частота вращения шлифовального круга, 1/с;
целое число, кратное величине подачи детали при шлифовании на проход и величине подачи правящего инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки шлифовального круга бесцентрово-шлифовального станка | 1987 |
|
SU1553356A1 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
| Способ глубинного шлифования с правкой шлифовального круга | 1989 |
|
SU1703396A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ПРАВКИ СООСНО УСТАНОВЛЕННЫХ ТОРЦЕШЛИФОВАЛЬНЫХ КРУГОВ | 2011 |
|
RU2490113C2 |
| Способ шлифования с периодической правкой круга | 1984 |
|
SU1220760A1 |
| СПОСОБ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 1998 |
|
RU2160659C2 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА АЛМАЗНЫМ СТЕРЖНЕВЫМ ПРАВЯЩИМ ИНСТРУМЕНТОМ | 2013 |
|
RU2538531C1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| СПОСОБ ПРАВКИ СООСНО УСТАНОВЛЕННЫХ ТОРЦЕШЛИФОВАЛЬНЫХ КРУГОВ | 2001 |
|
RU2184025C1 |
| СПОСОБ ПРАВКИ СООСНО УСТАНОВЛЕННЫХ ТОРЦЕШЛИФОВАЛЬНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2205736C1 |
Изобретение относится к механической обработке материалов и может быть использовано при шлифовании деталей. Изобретение позволяет повысить качество обработки изделий. На шпинделе станка устанавливают два одинаковых шлифова.тьных круга 1 и 2, а на столе станка - обрабатываемую деталь 3 и правящий инструмент 4. Шлифование детали осуш,ествляют кругом 1 на проход с поперечной подачей (шириной шлифования на проход) и одновременно осуилествляют правку круга 2 со стороны зоны контакта его с деталью в направлении поперечной подачи при шлифовании с величиной подачи правяшего инструмента вдоль образующей шлифовального круга 5ир. Величина подачи при правке Stip должна обеспечивать соответствие между шириной шлифования и целым количеством полных витков с шагом / на части обра- зуюшей круга, осушествляюш,ей съем материала, и величина Sup определяется из условия 5ир 60-Ь-«ife, где b - ширина шлифования на проход, мм; п - частота вра- ш,ения шлифовального круга, 1/с; /г - целое число, кратное величине подачи детали при шлифовании на проход и величине подачи правящего инструмента. 1 ил. «о (f со 4 о со 00 4: КЭ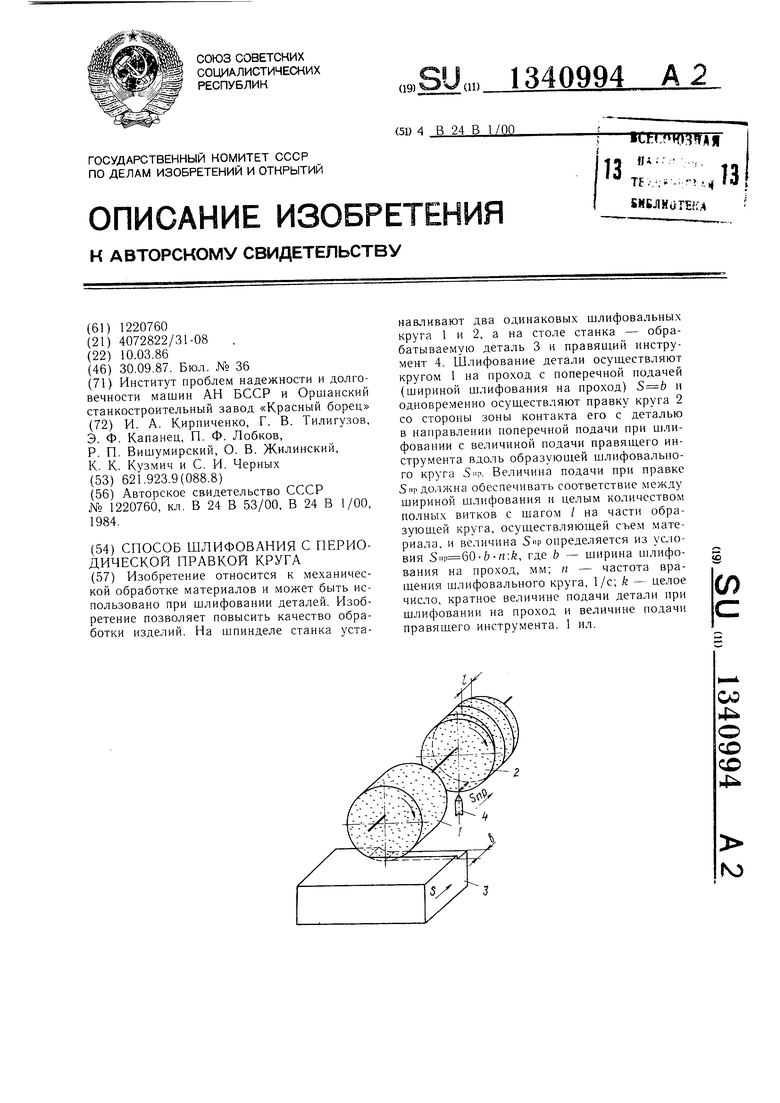
| Способ шлифования с периодической правкой круга | 1984 |
|
SU1220760A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
