Изобретение относится к производству режущего инструмента, в частности инструмента, предназначенного для полирования и шлифования детале
Целью изобретения является повышение качества обработки путем повышения упругости рабочего элемента круга.
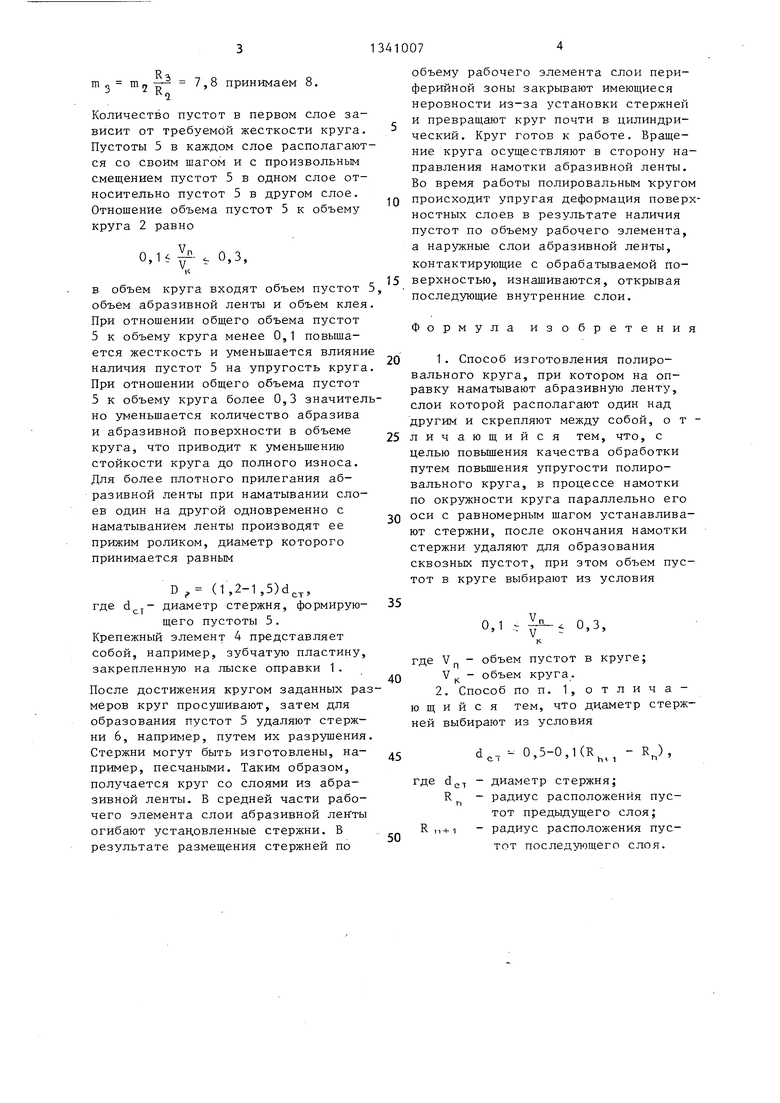
На фиг. 1 показан предлагаемый круг, вид на торец; на фиг. 2 - рабочий круг (элемент) с образованием пустоты.
Полировальный круг содержит оправку 1, на которой размещен рабочий элемент (круг) 2, выполненный в виде намотанной ленты, слои которой расположены один над другим и скреплены между собой, например, слоем клея 3, а нижний слой закреплен на оправке 1 при помощи крепежного элемента 4, при этом объем рабочего элемента 2 выполнен со сквозными пустотами 5, расположенными по окружностям круга при постоянной разно ти радиусов двух смежных окружностей, при этом общий объем пустот 5 и объем круга 2 находятся в соотношении
Vn
0,1 V,
0.3.
Сборка круга и работа с ним осуществляются следующим образом.
Абразивное полотно разрезают на полосы шириной, равной ширине полировального круга, концы полос скрепляют между собой, например, при помощи клея 3, изготавливают таким образом абразивную ленту необходимой длины. Один конец ленты безабразивной стороной скрепляют с оправкой 1 при помощи крепежного элемента 4, после чего оправку 1 начинают медленно .вращать, наматывая слои абразивной ленты один на другой с одновременным их скреплением между собой, например при помош;и мездрового клея 3, который наносят равномерно на поверхность ленты и одновременно прижимают роликами для более плотного прилегания ленты. При достижении кругом опреде- ленных диаметральных размеров устанавливают по окружности с равномерным шагом легкоудаляемые стержни 6 на поверхность рабочего элемента, 2 таким образом, чтобы их оси были параллельны оси круга, и продолжают наматывать слои абразивной ленть; один на другой с одновременным их скреп
0
5
5
0
0
5
0
0
лением между собой. Таким образом устанавливают все стержни 6 на окружностях. Количество окружностей (слоев) может быть от двух до пяти и зависит от требуемой жесткости и упругости круга. Количество устанавливаемых стержней 6 на рабочий элемент 2 на окружность наименьшего радиуса может быть от двух до пяти и также зависит от требуемой жесткости и упругости круга. Диаметр стержня 6 для образования пустоты 5 определяется исходя из условия объема пустот 5, равного (0,1-0,3) объема рабочего элемента 2 круга и общего объема пустот 5 и принимается равным
dcT ,0( R),
где d. - диаметр стержня для образования пустот 5; R - радиус расположения пустот последующего слоя; R - радиус расположения пустот предыдущего слоя. Размеры радиусов слоев определяются следующим образом.
Например, требуется изготовить полировальный круг с количеством слоев , максимальным диаметром круга 300 мм и диаметром оправки 1-100 мм. Определяем толщину рабо- 300-100
чего элемента 2
60 мм.
7
100 (мм).
Тогда R , 60 мм, R 95 мм, з 110 мм ,const. Количество пустот 5 в слоях выбирается таким образом, чтобы отношение числа пустот 5 в слоях равнялось отношению их радиусов, т.е.
m га
2
R,
1 1 где m п - количество пустот 5 во втоi
ром слое R,
m - количество пустот 5 в первом слое радиуса R ;
m Rj m/ R,
m - количество пустот 5 в третьем слое радиуса .
Если принять для рассматриваемого примера количество пустот 5 в первом слое равным
где
m
4, то 5,6, принимаем 6;
R m ,, m j 7,8 принимаем 8.
1
Количество пустот в первом слое зависит от требуемой жесткости круга. Пустоты 5 в каждом слое располагаются со своим шагом и с произвольным смещением пустот 5 в одном слое относительно пустот 5 в другом слое. Отношение объема пустот 5 к обьему круга 2 равно
0,. 0,3,
к
в объем круга входят объем пустот 5 объем абразивной ленты и объем клея. При отношении общего объема пустот 5 к объему круга менее 0,1 повышается жесткость и уменьшается влияние наличия пустот 5 на упругость круга. При отношении общего объема пустот 5 к объему круга более 0,3 значительно уменьшается количество абразива и абразивной поверхности в объеме круга, что приводит к уменьшению стойкости круга до полного износа. Для более плотного прилегания абразивной ленты при наматывании слоев один на другой одновременно с наматыванием ленты производят ее прижим роликом, диаметр которого принимается равным
D , (1,2-1,5)d, где диаметр стержня, формирую-
щего пустоты 5 .
Крепежный элемент 4 представляет собой, например, зубчатую пластину,
закрепленную на лыске оправки 1.
После достижения кругом заданных рамеров круг просушивают, затем для образования пустот 5 удаляют стержни 6, например, путем их разрушения Стержни могут быть изготовлены, на- пример, песчаными. Таким образом, получается круг со слоями из абразивной ленты. В средней части рабочего элемента слои абразивной лен ты огибают установленные стержни. В
результате размещения стержней по
объему рабочего элемента слои периферийной зоны закрывают имеющиеся неровности из-за установки стержней и превращают круг почти в цилиндрический. Круг готов к работе. Вращение круга осуществляют в сторону направления намотки абразивной ленты. Во время работы полировальным кругом происходит упругая деформация поверхностных слоев в результате наличия пустот по объему рабочего элемента, а наружные слои абразивной ленты, контактирующие с обрабатываемой поверхностью, изнашиваются, открывая последующие внутренние слои.
Формула изобретения
1. Способ изготовления полировального круга, при котором на оправку наматывают абразивную ленту, слои которой располагают один над другим и скрепляют между собой, отличающийся тем, что, с целью повышения качества обработки путем повьшгения упругости полировального круга, в процессе намотки по окружности круга параллельно его оси с равномерным шагом устанавливают стержни, после окончания намотки стержни удаляют для образования сквозных пустот, при этом объем пустот в круге выбирают из условия
0,1 -t
Ifl- V
0,3,
где V - объем пустот в круге;
V 1 - объем круга. 2. Способ по п. 1, отличающий с я тем, что диаметр стержней выбирают из условия
d,, - 0,5-0,1(R, - R,),
где d(. - диаметр стержня;
R - радиус расположенр1я пустот предьщущего слоя; R и+1 - радиус расположения пустот последующего слоя.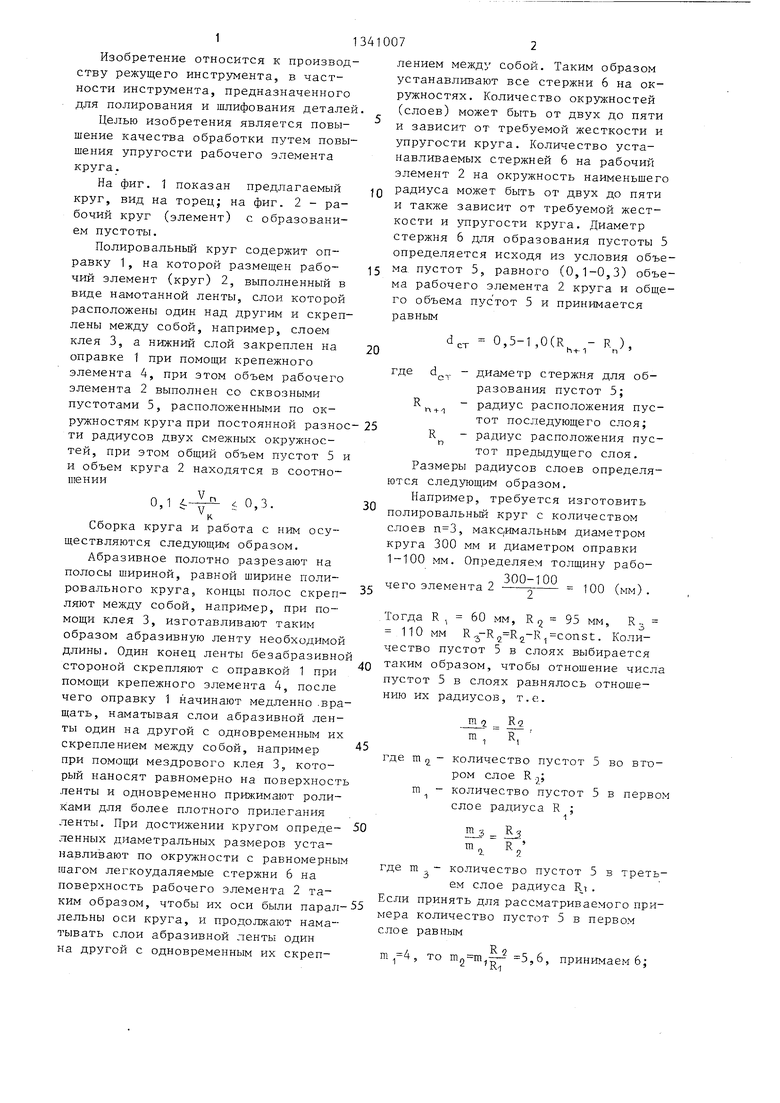
| название | год | авторы | номер документа |
|---|---|---|---|
| Полировальный круг | 1986 |
|
SU1373554A1 |
| Торцовый полировальный круг | 1987 |
|
SU1509240A1 |
| Головка для полирования отверстий | 1987 |
|
SU1549738A1 |
| Лепестковый полировальный круг | 1986 |
|
SU1430243A1 |
| Полировальный круг | 1987 |
|
SU1491686A1 |
| Способ изготовления рабочих элементов для лепесткового круга | 1987 |
|
SU1425068A1 |
| Абразивный инструмент и способ его изготовления | 1981 |
|
SU1002141A1 |
| Устройство для накатывания абразива на полировальные круги | 1981 |
|
SU946901A1 |
| Абразивный лепестковый круг | 1986 |
|
SU1371894A1 |
| Лепестковый полировальный круг | 1985 |
|
SU1333560A1 |
Изобретение относится к производству режущего инструмента, в частности инструмента, предназначенного для полирования и шлифования. Целью изобретения является повьшение качества обработки путем повьше- ния упругости круга. Для этого в процессе намотки абразивной ленты на оправку 1 по окружности круга устанавливают стержни для образования сквозных пустот 5. Стержни устанавливают параллельно оси круга с равномерным шагом. Слои абразивной ленты скрепляют между собой. Ло окончании намотки стержни удаляют. Объем пустот в круг е выбирают из соотношения: 0,1 i У„ : 0,3, где V - объем пустот в круге; V - объем круга. 2 ил. (Л со 4;; fput.f
Редактор Н. Швыдкая
Составитель JL Сергеева
Техред И. Верес Корректор В,. Гирняк
Заказ 1814/1
Тираж 67i
ВНШПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Подписное
| Патент США №1952385, кл.51-364, 1964. |
