ltd ел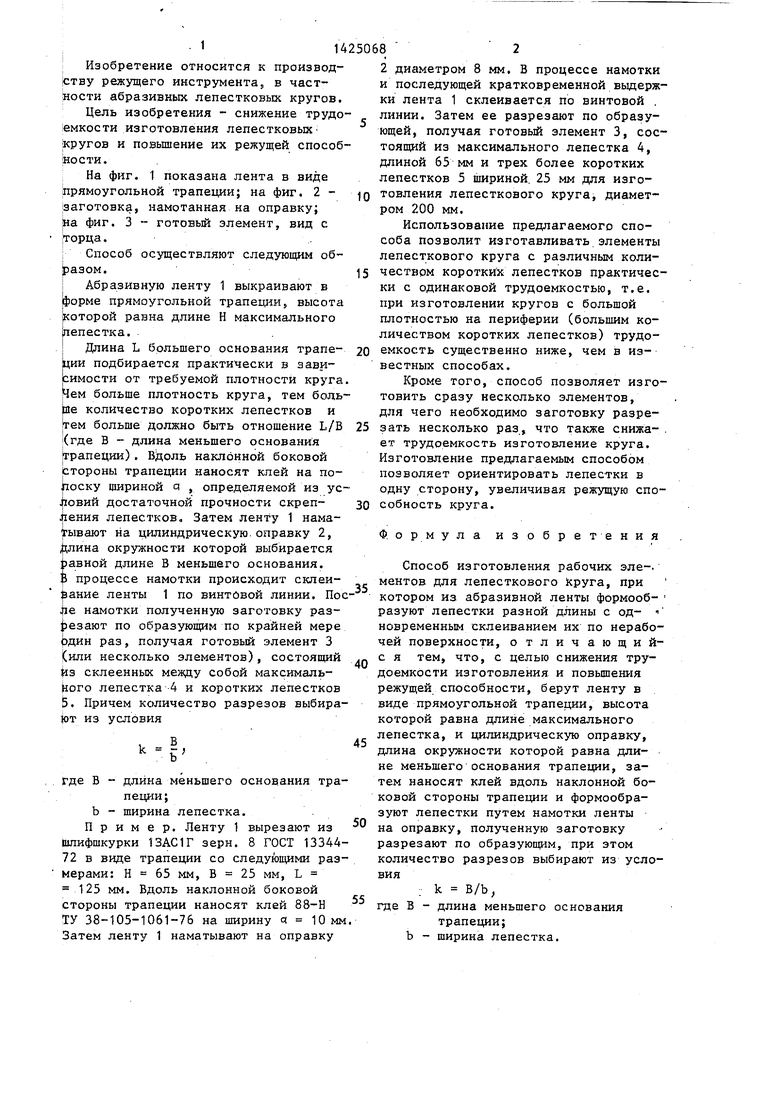
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полировального круга | 1985 |
|
SU1341007A1 |
| Торцовый лепестковый круг | 1991 |
|
SU1815201A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ МЕТОДОМ СКЛЕИВАНИЯ | 1995 |
|
RU2094237C1 |
| Лепестковый полировальный круг | 1987 |
|
SU1502288A1 |
| Способ изготовления лепесткового абразивного инструмента | 1986 |
|
SU1393610A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗНОСОСТОЙКИХ МАГНИТНЫХ ГОЛОВОК | 1992 |
|
RU2008727C1 |
| Способ изготовления иглофрезы | 1982 |
|
SU1024185A1 |
| Устройство для изготовления полировальных кругов | 1983 |
|
SU1135627A1 |
| Способ изготовления лепесткового круга | 1988 |
|
SU1664538A1 |
| Устройство для изготовления лепесткового абразивного инструмента | 1990 |
|
SU1756134A1 |
Изобретение относится к производству режущего инструмента, в частности абразивных лепестковых кругов. Целью изобретения является снижение трудоемкости изготовления и повышение режущей способности кругов. Абразивную ленту берут в виде прямоугольной трапеции, высота которой равна длине максимального лепестка. Вдоль наклонной боковой стороны трапеции наносят клей. Затем ленту наматывают на цилиндрическую оправку, длина окружности которой равна длине меньшего основания трапеции. В процессе намотки по винту происходит склеивание ленты. Полученную заготовку разрезают по образукяцей, причем количество разрезов выбирают из условия k. В/Ъ, где В - длина меньшего основания трапеции, b - ширина лепестка. 3 ил. с (Л
Од
00
Изобретение относится к производ- icTsy режущего инструментаs в частности абразивных лепестковых кругов.
Цель изобретения - снижение трудо- 1емкости изготовления лепестковых- кругов и повьшение их режущей способности.
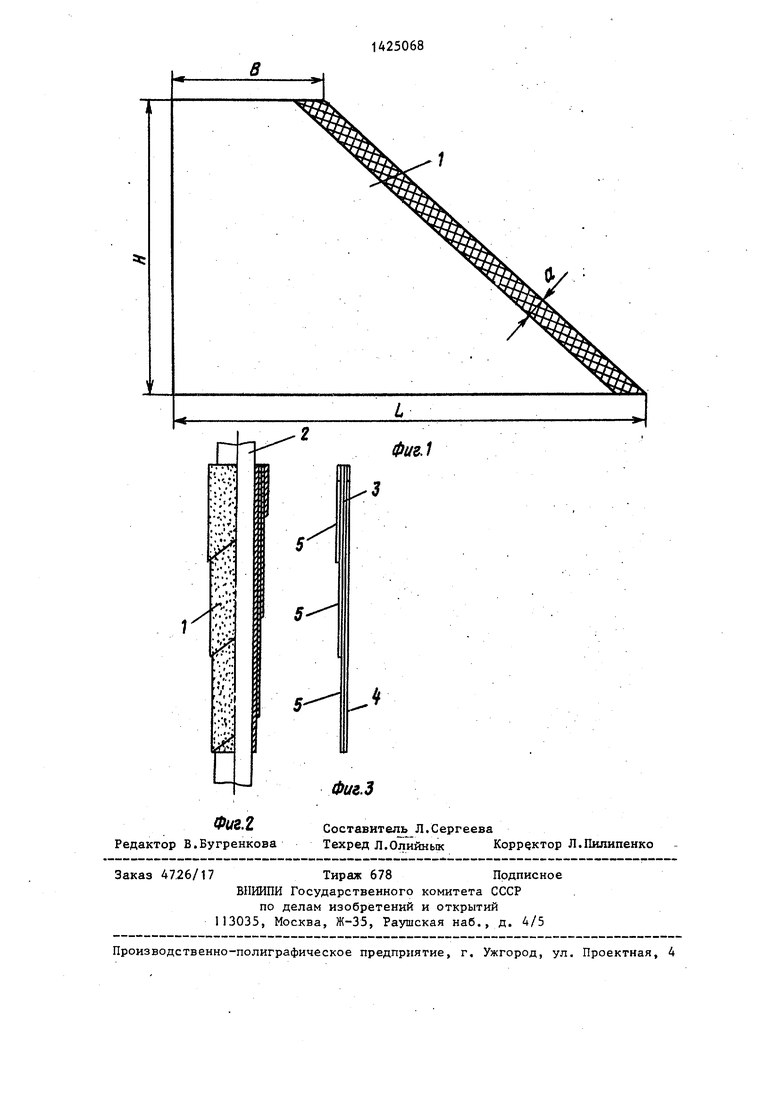
На фиг. 1 показана лента в виде Прямоугольной трапеции; на фиг. 2 - |заготовка1 намотанная на оправку; а фиг. 3 готовый элемент, вид с |торца.
Способ осуществляют следующим об азом.
I Абразивную ленту 1 выкраивают в |орме прямоугольной TpaneuiiH, высота которой равна длине Н максимального пепестка. .
I Длина L большего основания трапеции подбирается практически в зависимости от требуемой плотности круга. Чем больше плотность круга, тем боль- ае количество коротких лепестков и тем больше должно быть отношение L/B Кгде В - длина меньшего основания |трапеции) . ВДоль наклонной боковой Стороны трапеции наносят клей на полоску шириной п J определяемой из условий достаточной прочности скрепления лепестков. Затем ленту 1 наматывают на цилиндрическую, оправку 2, ина окружности которой выбирается равной длине В меньшего основания, р процессе намотки происходит склеи- ание ленты 1 по винтовой линии. Пос jie намотки полученную заготовку раз- jpesawT по образуюш;им по крайней мере Ьдин раз, получая готовый элемент 3 (или несколько элементов), состоящий Из склеенных между собой максимального лепестка -4 и коротких лепестков 5. Причем количество разрезов выбира- ioT из условия
-f
где В
длина меньшего основания трапеции;
b - ширина лепестка. Пример. Ленту 1 вырезают из Вшифшкурки 13АС1Г зерн. 8 ГОСТ 13344- 72 в виде трапеции со следующими размерами: Н 65 мм, В 25 мм, L «125 мм. Вдоль наклонной боковой стороны трапеции наносят клей 88-Н ТУ 38-105-1061-76 на ширину ч 10мм Затем ленту 1 наматывают на оправку
10
15
20
25
30
35
40
5
5
2 диаметром 8 мм. В процессе намотки и последующей кратковременной выдержки лента 1 склеивается по винтовой , линии. Затем ее разрезают по образующей, получая готовьй элемент 3, состоящий из максимального лепестка 4, длиной 65 мм и трех более коротких лепестков 5 шириной, 25 мм для изготовления лепесткового круга, диаметром 200 мм.
Использование предлагаемого способа позволит изготавливать,элементы лепесткового круга с различным количеством коротких лепестков практически с одинаковой трудоемкостью, т.е. при изготовлении кругов с большой плотностью на периферии (большим количеством коротких лепестков) трудоемкость существенно ниже, чем в известных способах.
Кроме того, способ позволяет изготовить сразу несколько элементов, для чего необходимо заготовку разрезать несколько раз, что также снижа- . ет трудоемкость изготовление круга. Изготовление предлагаемым способом позволяет ориентировать лепес-тки в одну сторону, увеличивая режущую способность круга.
Ф, ормула изобретения
Способ изготовления рабочих эле-, ментов для лепесткового kpyra, при котором из абразивной ленты формооб- разуют лепестки разной длины с од- новременным склеиванием их по нерабочей поверхности, отличающий- с я тем, что, с целью снижения трудоемкости изготовления и повьш1ения режущей способности, берут ленту в виде прямоугольной трапеции, высота которой равна длине максимального лепестка, и цилиндрическую оправку, длина окружности которой равна дли- - не меньшего основания трапеции, затем наносят клей вдоль наклонной боковой стороны трапеции и формообра- зуют лепестки путем намотки ленты на оправку, полученную заготовку разрезают по образующим, при этом количество разрезов выбирают из условия
: k В/Ь, где В - длина меньшего основания
трапеции; b - ширина лепестка.
в
,: V;
h-::
.V/
