Изобретение относится к технологическому оборудованию для изготовления трансформаторов и может быть использовано в электротехнической промьпиленности.
ЦелЬю изобретения является экономия энергии и упрощение конструкции.
На фиг,1 а и б изображено устройство .в двух проекциях, разрез; на фиг.2 - разрез А-А на фиг,16; на фиг. 3 - разрез Б-Б на фиг.2,
Устройство содержит станину 1, методическую печь 2, механизм 3 подачи магнитопроводов в канал печи,наклонный лоток 4, механизм формования, включающий две обжимные губки 5,расположенные в корпусе 6 и связанные с приводом 7, ловители, выполненные в виде стержней 8, закрепленные на корпусе 6 винтовым соединением, сухарь 9, связанный с приводом 10 возвратно-поступательного перемещения,, приемный бункер 1, теплоизоляционные прокладки 12 формующих поверхностей.
Устройство работает следующим образом,
Кольцевые магнитопроводы 13 подают в канал методической печи 2 механизмом 3 подачи и нагревают до температуры отжига, а затем по наклонному лотку 4 магнитопроводы поступают поштучно в механизм формования, ориентируются ловителями и формуются обжимными губками 5 на сухаре 9, который подается в отверстие магнито- провода приводом 10, после чего отформованный магнитопровод 13 поступает в приемный бункер 11,Устройство позволяет производить термообработку кольцевых магнитопроводов и придавать им прямоугольную форму путем формования. Подача кольцевых магнитопроводов в механизм формования по наклонному лотку из области печи с максимальной температурой позволяет осуществлять пластическую деформацию к ольцевого магнитопрово- да за один заход и исключить появление остаточных механических напряжений в ленте, которые ухудшают ее магнитные свойства.
Конструкция ловителей и сухаря позволяет, существенно упростить конструкцию механизма формования и легко перенастраивать его для изготовле ния магнитопроводов различных типо
5
0
размеров. Это достигается тем, что имеется возможность легко изменять расстояние между концами стержней ловителей таким образом, чтобы оно было меньше наружного диаметра коль цевых магнитопроводов заданного типоразмера, но больще ширины магнитопроводов после формования на Ш-образном сухаре, центральный стержень которого входит в отверстие кольцевого магнитопровода и тем самым окончательно ориентирует магнитопровод перед формованием обжимными губками. Формующие поверхности механизма формования необходимо выполнять из термоизоляционного материала, напри-мер из асбоцемента, для того, чтобы исключить резкое охла дение формуемого магнитопровода, которое может привести к ухудшению его магнитных свойств. Последнее обусловлено тем, что обычно температура заготовок перед горячим формованием должна быть
5 не ниже 1180-1200 С, За время формования температура снижается до 750 - 800 С в результате теплоотдачи матрице и пуансону, что позволяет осуществлять пластическую деформацию
0 деталей за один заход, в противном случае после формования в деталях возникают упругие напряжения. Так как верхний предел нагрейа кольцевого магнитопровода в процессе отжига . составляет 900-950°С, то при его формовании без теплоизоляционных прокладок в нем возникают упругие напряжения, которые и приводят к ухудшению магнитных свойств,
В предлагаемом устройстве нагрев и отжиг кольцевых заготовок производится без внутренних оправок, что позволяет резко сократить потребление электроэнергии и снизить затраты на изготовление магнитопроводов.
Формула изобретения
1. Устройство для термообработки и формования витых ленточных магнитопроводов, содержащее станину, на которой расположен корпус методической печи, механизм подачи магнитопроводов в канал печи и механизм формования магнитопроводов, включающий две обжимные губки, расположённые в корпусе, о тлич ающе е ся тем, что, с целью экономии энергии и упрощения конструкции, оно снабжено наклонным лотком, расположенным между областью печи с максимальной тем5
0
5
0
5
пературой и механизмом формования, ловителями, вьшолненными в виде стержней, закрепленных на корпусе механизма формования, при этом в нижней части каждой губки вьтолнены отверстия, параллельные направлению перемещения губок, а стержни расположены в этих отверстиях.
2, Устройство по П.1, о т л и - чающееся тем, что механизм формования содержит Ш-образный сухарь с приводом возвратно-поступательного перемещения в направлении, перпендикулярном направлению перемещения губок для ввода среднего стержня в отверстие магнитопровода.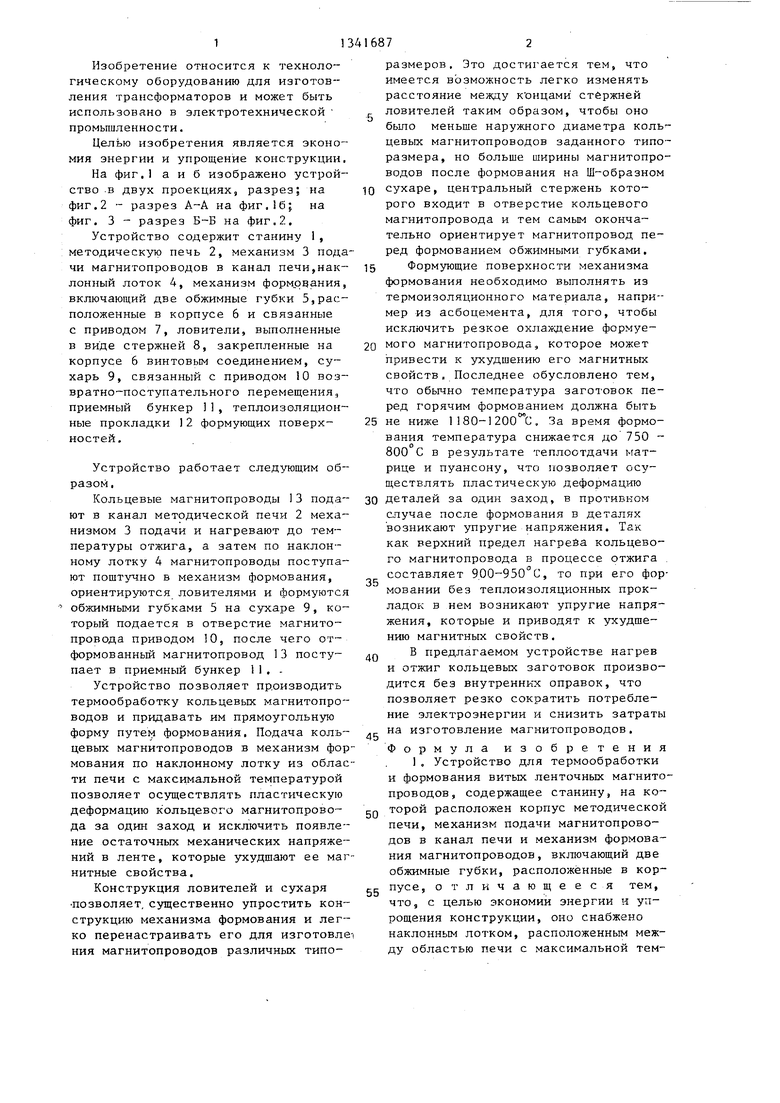
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для групповой установки скрепляющих элементов в пакет магнитопровода | 1990 |
|
SU1721728A1 |
| Устройство для фиксации витого ленточного магнитопровода | 1990 |
|
SU1760570A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2003 |
|
RU2251475C1 |
| Устройство для сборки резьбовых соединений | 1985 |
|
SU1337244A1 |
| Устройство для поштучной выдачи деталей | 1984 |
|
SU1201102A1 |
| Механизм для зажима витых магнитопроводов изнутри | 1984 |
|
SU1251194A1 |
| Автомат для индукционно-тепловой сборки неподвижных соединений | 1979 |
|
SU876352A1 |
| Загрузочно-ориентирующее устройство | 1986 |
|
SU1371849A1 |
| Устройство для обжатия втулок на концах арматурных стержней | 1986 |
|
SU1509494A1 |
| Роторный автомат питания | 1986 |
|
SU1488179A1 |


Изобретение относится к технологическому оборудованию для изготовления трансформаторов и может быть исполь зовано в электротехнической промышленности. Цель изобретения - экономия энергии и упрощение конструкции. Кольцевые магнитопрово- ды 13 подают в канал методической печи 2 и нагревают до температуры отжига. Затем по наклонному лотку 4 магнитопроводы поштучно поступают в механизм формования, расположенный в корпусе 6. В процессе поступления в механизм формования магнитопроводы ориентируются ловителями, вьшол- ненными в виде стержней 8, а формуются обжимными губками 5, связанными с приводом, на сухаре 9, связанном с приводом возвратно-поступательного перемещения. Отформованный маг- нитоПровод поступает в приемный бункер. 1 з.п. ф-лы, 3 ил. г С/) 13 Фи1./в. К
12
W
//////////////. Фмг.2
B(no6epHfjmo)
Редактор Т.Парфенова
Составитель Г.Майорова
Техред Л.Сердюкова Корректор А. Зимокосов
Заказ 4441/55
Тираж 697Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д,4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Фи9,3
| Устройство для термообработки ленточных магнитопроводов | 1982 |
|
SU1023417A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
