55
/4
-рд 22
сд
о
;О 4 СР 4
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ОБЖАТИЯ ВТУЛОК НА КОНЦАХ АРМАТУРНЫХ СТЕРЖНЕЙ | 1971 |
|
SU299626A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Цепевязальный автомат с кантователем вертикального исполнения | 1986 |
|
SU1383571A1 |
| Механизм подачи заготовок к прессу | 1986 |
|
SU1424935A1 |
| Цепевязальный автомат | 1984 |
|
SU1249772A1 |
| Установка для образования анкеров на арматурных стержнях | 1984 |
|
SU1196470A1 |
| Установка для непрерывного стыкования, анкеровки и резки арматурных стержней | 1974 |
|
SU574281A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ВЫВОДОВ ПОЛУПРОВОДНИКОВЫХ ВЕНТИЛЕЙ | 1972 |
|
SU335754A1 |
| Устройство для автоматической сборки под сварку | 1982 |
|
SU1073058A1 |
| Грейферная подача | 1959 |
|
SU132053A1 |


Изобретение относится к производству арматуры для сборных железобетонных изделий. Цель изобретения состоит в увеличении производительности и снижении энергоемкости. Для этого стержни подаются к обжимным прессам 1 посредством механизма 4 отбора стержней и механизма 3 поперечной подачи стержней, а втулки подаются к прессам автоматическими питателями 5. Доводка стержней до необходимой длины осуществляется отрезным устройством 32. При необходимости расстояние между втулками может быть изменено перемещением каретки 33 с помощью привода 34. 2 з.п. ф-лы, 6 ил.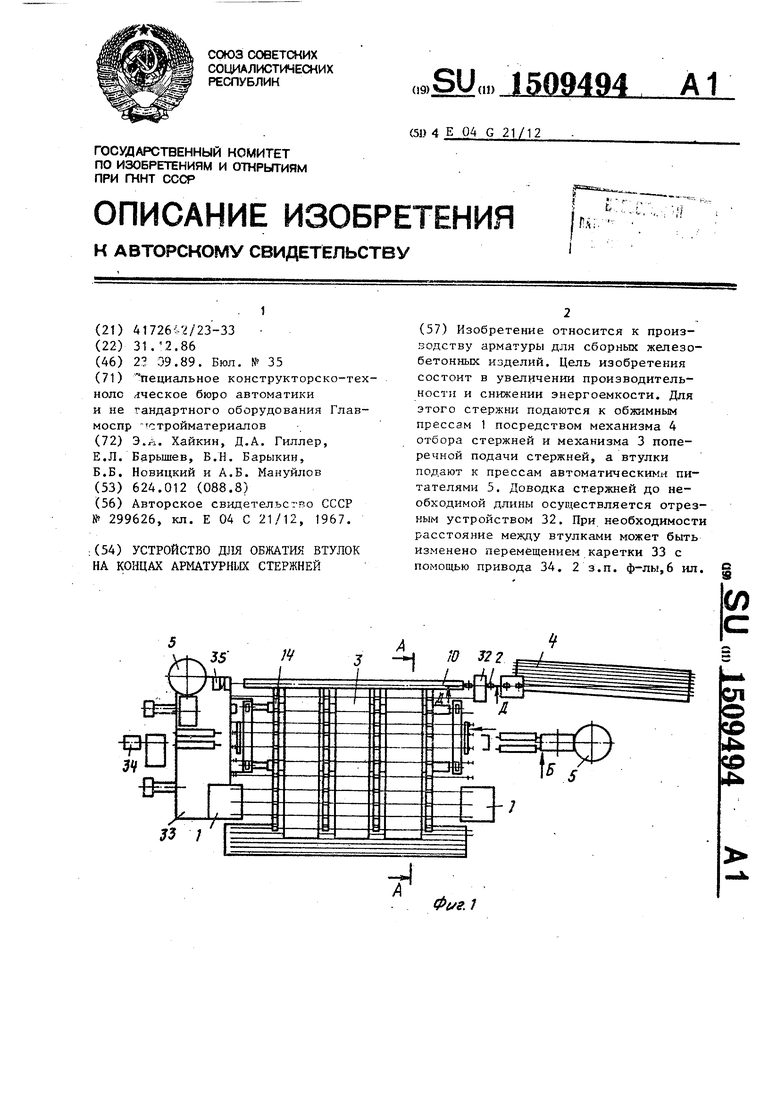
Фе/s, 1
10
15
20
25
30
Изобретение относится к строительству и может быть применено при изготовлении предварительно напряженных железобетонных конструкций. Цель изобретения - увеличение производительности и снижение энергоемкости.
На фиг.1 изображено устройство, план; на фиг.2 - сечение А-А на фиг. 1 ; на фиг . 3 - вид Б на фиг . 1 , на фиг.4 - сечение В-В на фиг.З , на фиг.5 - вид Г на фиг.3; на фиг.6 - узел I на фиг.З.
Устройство содержит обжимные прессы 1, ролики 2 продольного перемещения, механизм 3 поперечной подачи стержней, механизм 4 отбора стержневой арматуры из пакета, автоматические питатели 5 для обжимных втулок 6 с распределительным устройством 7. Обжимной пресс 1 состоит из нижней подвижной губки 8 и верхней неподвижной губки 9. Механизм 3 поперечной подачи стержней включает направляющий лоток 10 с откидным шибером 11 и приводом 12 его поворота. На каретке 13 установлены гребенки 14 с откидными упорами 15. Привод 16 перемещения каретки 13 установлен на раме механизма 3 поперечной подачи стержней. Между гребенками 14 расположены направляющие 17. Автоматические питатели 5 для втулок 6 состоят из бункера 18, элеватора 19, ориентирующих роликов 20 и распределительного устройства 7, которое состоит из корпуса 21, ограничительнЬк упоров 22 и установленного не оси 23 поворотного шибера Устройство 25 для установки и ориентации втулок содержит две направляющие 26 для втулок, траверсу 27 с вильчатыми толкателями 28 и приводом 29, направляющие линейки 30 и подпружиненные рычаги 45 31, расположенные в зоне обжимных прессов 1. Для доводки стержня до нужной длины установлено отрезное устройство 32,
50
О целью изменения расстояния между
втулками одна часть установки для обжатия втулок выполнена подвижной в виде каретки 33 с приводом 34. На
каретке 33 установлены ограничитель- сг кидными упорами ный упор 35, обжимной пресс 1 и автоматический питатель 5 для втулок.
Устройство работает следующим образом.
15094944
Пакет стержневой арматуры устанавливают на сгеллаж механизма 4 отбора. В бункера 18 автоматических питателей 5 загружают втулки 6. Каретку 33 переводят в положение, соответствующее необходимой длине арматурного стержня 36. По команде оператора механизм 4 отбора выдает стержень в направляющий лоток 10 до ограничительного упора 35. Лишняя часть стержня 36 удаляется отрезным устройством 32, после чего откидывается шибер 11 и стержень попадает на направляющие 17 механизма 3 поперечной подачи стержней. Каретка 13, совершая ход вперед, перемещает стержень откидными упорами 15 на шаг по направляющим 17. В это же время работают автоматические питатели 5 для втулок. Из бункера 18 втулки 6 элеватором 19 подаются на ориентирующие ролики 20, пройдя которые, поступают по одной в распределительное устройство 7, попадая на поворотный шибер 24. Втулка 6 проскальзывает в соответствующую направляющую 26, поворачивая при этом шибер 24 до ограничительного упора 22 таким образом,что следующая аа ней втулка поступает в другую направляющую 26. Пройдя направляющие 26, обе втулки поочередно попадают под траверсу 27 с вильчатым толкателем 28, после чего привод 29 совершает ход вперед, насаживая втулки на концы двух рядом находящихся стержней до упора в направляющие линейки 30, причем одна втулка доводится на стержне дальше другой.
35
40
При последующем ходе каретки 13 операция повторяется и стержни 36, перемещаясь к обжимным прессам 1, имеют на концах по две втулки. Попадая в зону прессов 1, втулки 6 ори- енти руются на стержне 36 подпружиненными рычагами 31. Подвижные губки 8 обжимного пресса 1, перемещаясь, доводят стержень с втулками до неподвижных губок 9, и происходит процесс обжатия втулок. Каретка 13 совершает возвратно-поступательное движение, перемещая своими от15 стержни по направляющим 17 к обжимным прес - сам 1, и сбрасьюает готовые стержни с втулками на концах в контейнер.
кидными упорами
При последующем ходе каретки 13 операция повторяется и стержни 36, перемещаясь к обжимным прессам 1, имеют на концах по две втулки. Попадая в зону прессов 1, втулки 6 ори- енти руются на стержне 36 подпружиненными рычагами 31. Подвижные губки 8 обжимного пресса 1, перемещаясь, доводят стержень с втулками до неподвижных губок 9, и происходит процесс обжатия втулок. Каретка 13 совершает возвратно-поступательное движение, перемещая своими от15 стержни по направляющим 17 к обжимным прес - сам 1, и сбрасьюает готовые стержни с втулками на концах в контейнер.
16
Вид В
фиг. J
0ue.Z
В В
го
ФигЛ
6 28 11
Фиг. 5
фиг, 6
| УСТАНОВКА ДЛЯ ОБЖАТИЯ ВТУЛОК НА КОНЦАХ АРМАТУРНЫХ СТЕРЖНЕЙ | 0 |
|
SU299626A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
