Изобретение относится к технологическому оборудованию для сборки электрических машин и может быть использовано в электротехнической и приборостроительной промышленности для сборки клепаных пакетов магнитопроводов электрических машин малой мощности.
Известен автомат для сборки сердечников магнитопроводов электрических машин, на котором производится установка двух заклепок в пакет. Автомат включает в себя устройство для подачи скрепляющих элементов, состоящее из бункера с подводящими трубками, отсекателя, механизма подачи скрепляющих элементов, содержащего толкатель с пневмоцилиндрами, с помощью которых осуществляется принудительная подача заклепок в пакет
1.
Недостатком известного устройства является его низкая надежность, так как при сборке магнитопроводов с расширенными технологическими допусками наблюдаются отказы в работе устройства из-за жесткой установки скрепляющих элементов в отверстия пакета.
Наиболее близким к изобретению является автомат для сборки сердечников магнитопроводов электрических машин, который включает в себя устройство подачи скрепляющих элементов в пакет магнитопро- вода. Устройство состоит из загрузочного устройства, отсекателя, обеспечивающего поштучную подачу скрепляющих элементов, трубок и механизма подачи скрепляющих элементов, содержащего пневмопульсатор, полый корпус с установленными в нем воронками, а стенках которых под углом выполнены отверстия сопла 2.
Недостатком данного механизма является то, что в случае подачи скрепляющего элемента в форме заклепки диаметр направляющего отверстий воронки равен диаметру головки заклепки, а диаметр отверстая е пакете магнита про вода равен
диаметру стержня заклепки. Такая разница в диаметрах может привести к заклиниванию заклепки в воронке. Пульсирующая струя воздушного потока сообщает заклепке не только вращение, ной колебания большой амплитуды (что обусловлено большим диаметром направляющего отверстия воронки) и низкой частоты, что увеличивает время единичного цикла и снижает надежность работы устройства. В случае значительной разницы в диаметрах стержня и головки скрепляющего элемента вероятность его заклинивания в подающем устройстве увеличивается, что снижает производительность
устройства.
Цель изобретения - повышение производительности и надежности работы устройства путем исключения заклинивания скрепляющих элементов.
Поставленная цель достигается тем, что устройство для групповой установки скрепляющих элементов в пакет магнитопрово- да, содержащее Ьункер для размещения скрепляющих элементов, отсекатель для поштучной их выдачи по трубам к механизму подачи, содержит источник ультразвуковых колебаний и копиры, механизм подачи скрепляющих элементов выполнен в виде жестко соединенных пластин, между которыми размещены подпружиненные центрирующие скрепляющие элементы - губки, с выполненными в них направляющими воронками, имеющими возможность взаимодействия с копирами, установленными в
пластинах и снабженными приводом возвратно-поступательного перемещения, при этом губки имеют возможность контактирования с источником ультразвуковых колебаний.
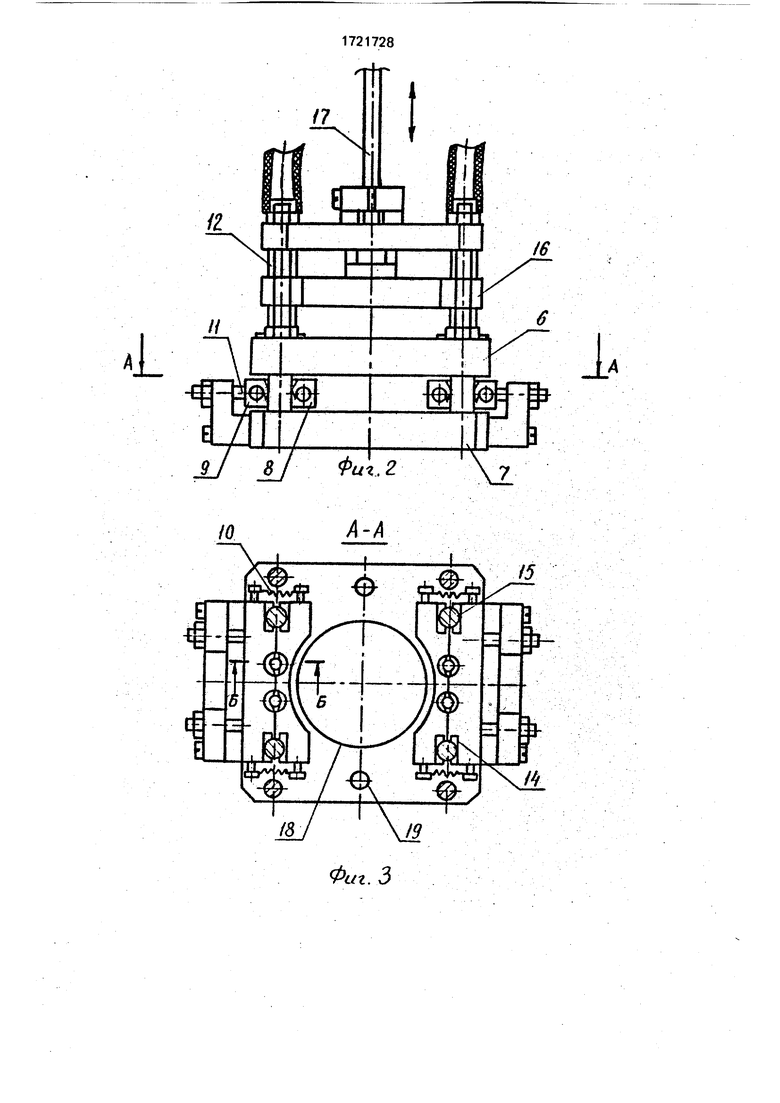
На фиг. 1 изображено схематично устройство для групповой установки скрепляющих элементов в пакет магнитолровода: на фиг. 2 - механизм подачи скрепляющих элементов; на фиг. 3 - разрез А-А на фиг. 2; на
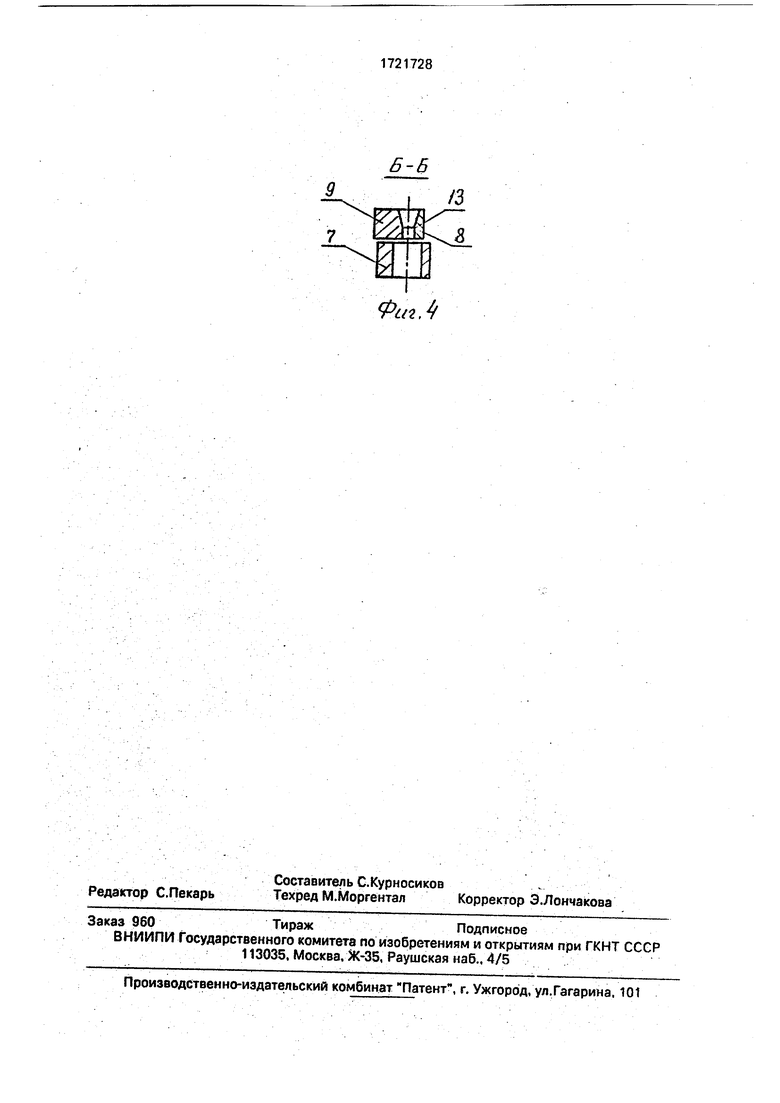
фиг. 4 - разрез Б-Б на фиг. 3.
Устройство для групповой установки скрепляющих элементов в пакет магнито провода состоит из бункера 1, отсекателя 2. трубок 3, механизма 4 подачи скрепляющих элементов, привода возвратно-поступательного перемещения копиров (не показан), источника 5 ультразвуковых колебаний.
Механизм подачи (скрепляющих элементов в пакет магнитопровода выполнен в виде жестко соединенных верхней 6 и нижней 7 пластин, между которыми расположены центрирующие элементы - губки 8 и 9, подпружиненные друг относительно друга с помощью пружин 10 и имеющие возможность перемещения по направляющим штифтам 11. В пластину б зэкрессованы трубки 12 для подачи скрепляющих элементов. В губках 8 и 9 выполнены направляющие воронки 13 и пазы 14, в которых перемещаются копиры 15, установленные на крестовине 16, связанной с приводом возвратно-поступательного пермещения (не показан) через шток 17. В пластинах б и 7 выполнены центрирующие отверстия 18 и 19, в которые в процессе работы входят вал и направляющие штыри оправки-спутника 20 с пакетом магнитопровода 21. Источник 5 ультразвуковых колебаний состоит из пьезоэлектрического преобразователя 22 высокочастотных электрических сигналов в ультразвуковые колебания, трансформатора 23 колебаний и волновода 24. выполненного в виде камертона. .Волновод 24 соединен с центрирующими губками 8 и 9 посредством шариков 25, размещенных в сферических лунках, выполненных в губках и волноводе и подпружиненных пружиной 26.
Устройство для групповой установки скрепляющих элементов может встраиваться в автоматическую линию по сборке пакетов магнитопроводов.
Устройство работает следующим образом.
При поступлении оправки на позицию сборки по сигналу датчика (не показан) механизм 4 подачи скрепляющих элементов опускается на оправку 20 с пакетом 21 и точно фиксируется по валу и направляющим штырям оправки, которые входят в отверстия 18 и 19, выполненные в пластинах 6 и 7 механизма 4 подачи. Заклепки из бункера 1 поступают в направляющий лоток. По сигналу датчика нижнего положения (не показан) механизма 4 подачи отсекатель 2 проталкивает заклепки в трубки 3. по кото0
5
0
5
0
5
0
5
0
5
рым под действием давления сжатого воздуха заклепки поступают в направляющие воронки 13 центрирующих губок 8 и 9.
Для быстрой и надежной установки заклепок в отверстия пакета магнитопровода 21 заклепкам сообщают высокочастотные колебания. Волна ультразвуковой колебательной энергии, созданная преобразователем 22 и усиленная трансформатором 23, передается волноводу 24, от которого колебания передаются центрирующим губкам 9 посредством шариков 25. После попадания заклепок в пакет магнитопровода 21 для их окончательного сопряжения с пакетом губки 8 и 9 раздвигаются с помощью подвижных копиров 15 и освобождают головки заклепок. Заклепки под действием собственного веса и давления воздуха полностью устанавливаются в отверстия пакета магнитопровода. После освобождения головок заклепок срабатывает привод возвратно-поступательного перемещения и крестовина 16 с копирами 15 поднимается, центрирующие губки 8 и 9 ггод действием усилия пружины 10 сходятся, механизм 4 подачи скрепляющих элементов возвращается в исходное положение.
Предлагаемое устройство групповой установки скрепляющих элементов в пакет магнитопровода по сравнению с известным позволяет интенсифицировать процесс установки заклепок и обеспечить безотказное сопряжение собираемых деталей.
Формула изобретения
Устройство для групповой установки скрепляющих элементов в пакет магнитопровода, содержащее бункер для размещения скрепляющих элементов, отсекатель для поштучной их выдачи по трубам к механизму подачи, отличающееся тем. что, с целью повышения производительности и надежности в работе путем исключения заклинивания скрепляющих элементов, оно содержит источник ультразвуковых колебаний и копиры, механизм подачи скрепляющих элементов выполнен в виде жестко соединенных пластин, между которыми размещены подпружиненные и центрирующие скрепляющие элементы губки с выполненными в них направляющими воронками, имеющими возможность взаимодействия с копирами, установленными в пластинах и снабженными приводом возвратно-поступательного перемещения, при этом губки имеют возможность контактирования с источником ультразвуковых колебаний.
.1
J,
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки сердечников магнитопроводов электрических машин | 1980 |
|
SU959220A1 |
| Поточная линия для изготовления витых ленточных магнитопроводов | 1985 |
|
SU1317570A1 |
| Станок для сборки деталей и клепки | 1974 |
|
SU519266A1 |
| Устройство для сборки и клепки | 1981 |
|
SU996041A1 |
| Клепальный станок | 1975 |
|
SU526432A1 |
| Устройство для клепки полусепараторов | 1979 |
|
SU971553A1 |
| Автомат для сборки сердечников магнитопроводов | 1972 |
|
SU445931A1 |
| Питатель | 1976 |
|
SU590067A1 |
| Машина для скрепления деталей из кожи, картона и тому подобных материалов пустотелыми заклепками | 1959 |
|
SU128751A1 |
| Станок для сборки узлов | 1977 |
|
SU677801A1 |
Изобретение относится к технологическому оборудованию для сборки электрических машин и может быть использовано в электротехнической и приборостроительной промышленности. Цель изобретения - повышение производительности и надежности работы путем исключения заклинивания скрепляющих элементов. Это достигается тем. что в устройство, содержащее бункер 1, отсекатель 2, обеспечиваю
j Фиг.2 .
Д/г. хЗ
/5
ФтЛ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
