Изобретение относится к обработке, металлов давлением и может быть использовано в листопрокатном производстве, в частности на широкополосных станах горячей прокатки при подготовке и профилировании рабочих валков клетей чистовой группы стана.
изобретения - повьппение кает существенное колебание величины его профиля. При высокой температур охлаждающей жидкости (36-40 С) раз- ница теплового и исходного шлифовоч ного профиля рабочих валков 0,45 - 0,15 мм на диаметр соответственно о первой до последней клети чистовой группы, при низкой температуре охчества полос за счет стабилизации ге- ю лаждающей жидкости (6-8 С) разница
ометрических размеров их поперечного сечения.
Способ состоит в том, что величину вогнутости профиля устанавливают
м«кс-
макс
где
Л макс
t мохе
35
В зависимости от температуры охлажда- 15 валков 0,25-0,10 мм на диаметр соот- ющей жидкости, подаваемой.на прокат- ветственно от первой к последней кле- ные валки и определяемой из выражения ти чистовой группы.
Показатель степени j , равньй 0,1-0,9, определяет долю изменения 20 величины исходного шлифовочного профиля рабочих валков, необходимую для стабилизации геометрических размеров поперечного с.ечения готовых, горячекатаных полос при изменении темпера- 25 туры охлаждающей жидкости в реальных условиях. Данньш показатель степени зависит от местоположения клети в группе стана. Например, для расчета текущей величины шлифовочного профи- 30 ля рабочих валков первой клети чистовой группы стана более целесообразна величина ij 0,1-0,3, так как температура валков первой клети самая высокая по группе и, следовательно, им соответствует большая величина шлифовочного профиля. Дальнейшее уменьшение (т.е. при ,l ) приводит к прекращению регулирования шлифовочного профиля в первой клети в диапазо- 40 не изменения температуры охлаяодающей жидкости от 0,4 t,икcДO t,c(Kc, что вы- зьшает дестабилизацию процесса формирования геометрических размеров по- ; перечного сечения готовых горячека- 45 таных полос в этом диапазоне температур охлаждающей жидкости, а стало быть к снижению качества. Значения показателя степени 1, 0,6-0, 9. приемлемы для последней клети чистовой .50 группы, где температура валков минимальная по группе, и поэтому требуется меньшая величина шлифовочного профиля. Значения ЧУ 0,9 способны привести к потере регулирования в пос- 55 ледней клети группы в диапазоне изменения температуры охлаждающей жидкости 0,3-0,1 tд,,., что также вызывает дестабилизацию процесса формирования геометрических размеров попетекущая величина шлифовочного профиля, мм; величина максимального шлифовочного профиля при максимальной температуре охлаждающей жидкости, мм; текущая температура охлаждающей жидкости, подавае-- мой на прокатные валки,С; . максимальная температура . охлаждающей жидкости, подаваемой на прокатные валки,
Of,.
. ц - показатель степени (О, 1
1 0,9) .
В процессе профилирования рабочего валка в условиях изменяющейся температуры охлаждающей жидкости, подаваемой на валки, при образовании шлифовочного профиля учитьшается реальная температура охлаждающей жидкости. При этом шлифовочный профиль рабочего валка изменяется от максимальной величины при реальной максимальной температуре охлаждающей жидкости до минимальной величины при реальной минимальной температуре охлаждающей жидкости, т.е. происходит изменение величины вогнутости профиля рабочего валка в зависимости от температуры охлаждающей жидкости, подаваемой на прокатные валки.
Изменение температуры охлаждающей жидкости, подаваемой на прокатные валки, при постоянных остальных составляющих теплового баланса и упругой деформации рабочего валка вызьта25482
ет существенное колебание величины его профиля. При высокой температуре охлаждающей жидкости (36-40 С) раз- ница теплового и исходного шлифовочного профиля рабочих валков 0,45 - 0,15 мм на диаметр соответственно от первой до последней клети чистовой группы, при низкой температуре ох0,20-0,05 мм на диаметр соответственно от первой к последней клети чистовой группы, величина максимального изменения текущего профиля рабочих
речного сечения готовых горячекатаных полос в этом диапазоне температур охлаждающей жидкости и к снижению ка:чества полос, выражаемых требуемыми геометрическ.ими параметрами.
Осуществление способа проводят в три этапа, когда температура охлаждающей жидкости составляет соответстг венно 4, 16, 34°С при максимально возможной температуре охлаждающей жидкости в условиях комбината до
1наис С. При этом оптимальный диапазон показателей стеЛени составляет ,2-0,8, а исходная шлифовочная вогнутость соответствует используемой величине и расчитывается по предлагаемому способу.
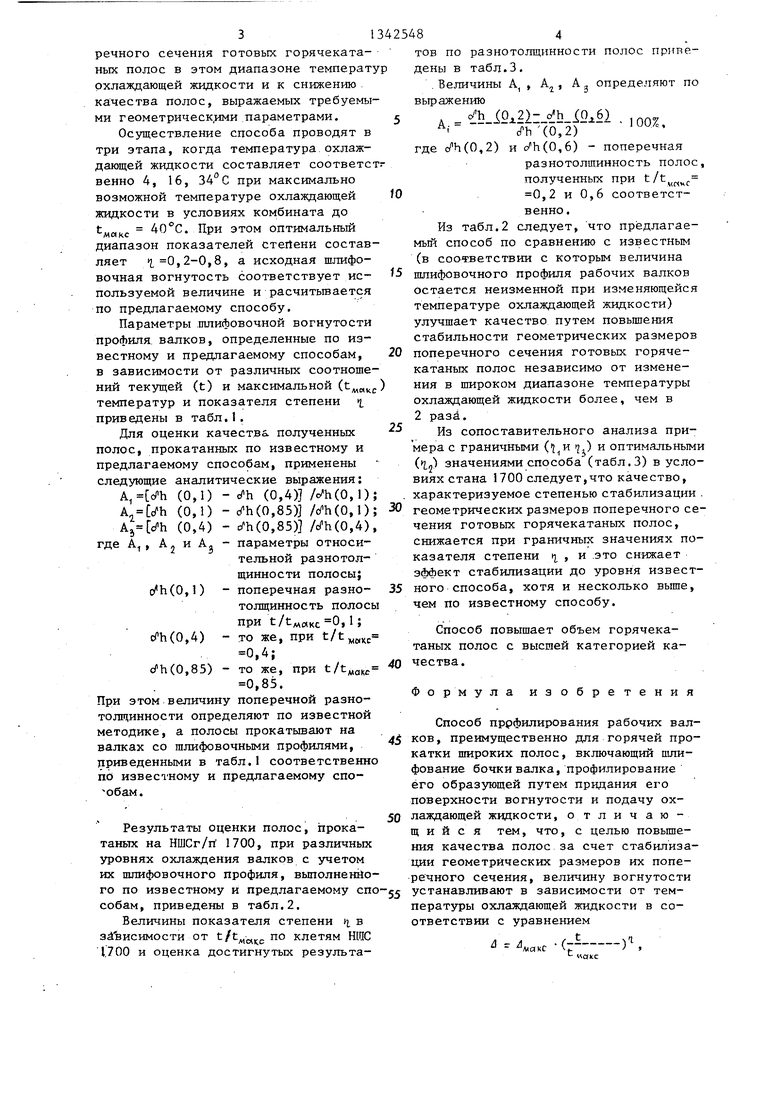
Параметры .шлифовочной вогнутости профиля валков, определенные по известному и предлагаемому способам, в зависимости от различных соотношений текущей (t) и максимальной (. температур и показателя степени ч приведены в табл.1.
Для оценки качества, полученных полос, прокатанных по известному и предлагаемому способам, применены следующие аналитические выражения:
A, (0,1) - fh (0,4) /c/h(0,l);
А Л (0,1) - (0,85)j /Л(0,1);
Aj.h (0,4) - Л(0,85) /Л(0,4),
где А
1
Aj и АЗ
параметры относительной разнотол- щинности полосы; c/h(0,l) - поперечная разно- то лщинность полосы при t/tMD( 1; c h(0,4) - то же, при (.
0,4; t/h(0,85) - то же, при
0,85.
При этом величину поперечной разно- толщинности определяют по известной методике, а полосы прокатывают на валках со шлифовочными профилями, приведенными в табл.1 соответственно по извес1 ному и предлагаемому спо- обам.
Результаты оценки полос, прока- таных на НШСг/п 1700, при различных уровнях охлаждения валков с учетом их шлифовочного профиля, выполненйо
го по известному и предлагаемому спо- устанавливают в зависимости от тем- собам, приведены в табл.2.пературы охлаждающей жидкости в соВеличины показателя степени t в ответствии с уравнением
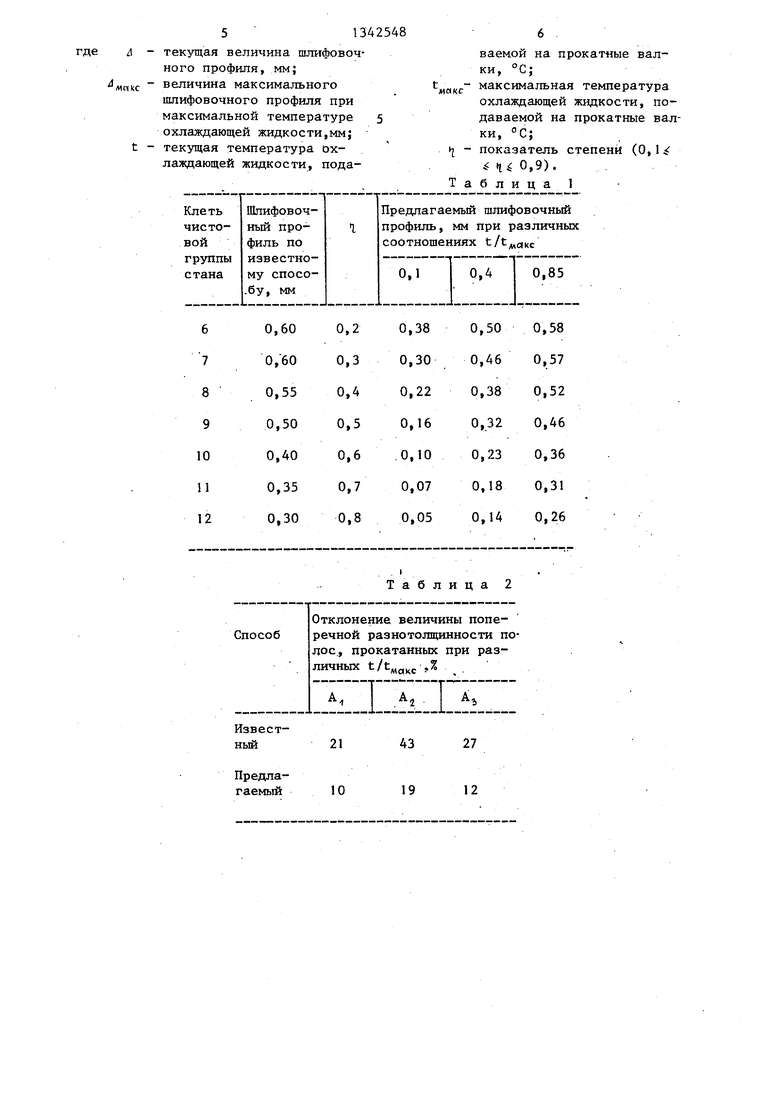
зА висимости от t/t по клетям НШС
м«КС
1.700 и оценка достигнутых результаJ г
макс
(
UQ
-)
р г
20
тов по разнотолщинности полос приведены в табл.3.
. Величины А, , А,, А определяют по выражению 5 д ,,61 .
- h (0,2) где Л (0,2) и c/h(0,6) - поперечная
разнотолшинность полос, полученных при t/t ,2 и 0,6 соответственно.
Из табл.2 следует, что прёдлагае- мьй способ по сравнению с известным (в соответствии с которым величина 5 шлифовочного профиля рабочих валков остается неизменной при изменяющейся температуре охлаждающей жидкости) улучшает качество путем повьш1ения стабильности геометрических размеров поперечного сечения готовых горячекатаных полос независимо от изменения в широком диапазоне температуры охлаждающей жидкости более, чем в 2 рази.
Из сопоставительного анализа примера с граничными (и ч } и оптимальными (Ч значениями способа (табл.3) в условиях стана 1700 следует,что качество, характеризуемое степенью стабилизации . геометрических размеров поперечного сечения готовых горячекатаных полос, снижается при граничных значениях показателя степени ч , к .это снижает эффект стабилизации до уровня извест- 35 ного способа, хотя и несколько выше, чем по известному способу.
Способ повышает объем горячекатаных полос с высшей категорией ка- 40 честна.
Формула изобретения
25
30
Способ пррфилирования рабочих вал- ков, преимущественно для горячей прокатки широких полос, включающий шлифование бочки валка, профилирование его образующей путем придания его поверхности вогнутости и подачу ох- лаждающей жидкости, отличающийся тем, что, с целью повъте- ния качества полос за счет стабилизации геометрических размеров их поперечного сечения, величину вогнутости
макс
(
UQ
-)
51342548
л - текущая величина шлифовочного профиля, мм; Ainkc величина максимального
шлифовочного профиля при максимальной температуре 5 охлаждающей жидко с ти,мм; t - текущая температура охлаждающей жидкости, подаваемой на прокатные валки, °С;
максимальная температура охлаждающей жидкости, подаваемой на прокатные валки, °С;
показатель степени (0,1 44 0,9).
б л и ц а 1
Редактор Н.Рогулич
Составитель В.Васильева
Техред Л.Сердюкова Корректор М.Максимишинец
Заказ 4545/6Тираж 480Подписное
ВНШШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
.Производственно-полиграфическое предприятие,г.Ужгород,ул.Проектная,4
Таблица 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ профилирования рабочих валков чистовой группы клетей широкополосного стана | 1988 |
|
SU1537339A1 |
| Способ профилирования прокатных валков | 1986 |
|
SU1442287A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЧУГУННЫХ РАБОЧИХ ВАЛКОВ | 2013 |
|
RU2533471C1 |
| Способ профилирования рабочих валков клетей чистовой группы широкополосного стана | 1988 |
|
SU1653878A1 |
| Комплект валковых узлов непрерывной чистовой группы клетей широкополосного стана горячей прокатки | 1988 |
|
SU1585033A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКИХ ПОЛОС НА ШИРОКОПОЛОСНОМ СТАНЕ | 2014 |
|
RU2578328C2 |
| Способ горячей прокатки в чистовой группе широкополосного стана | 1987 |
|
SU1519798A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОФИЛЕМ ВАЛКОВ ЛИСТОПРОКАТНОГО СТАНА | 1998 |
|
RU2133162C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2009 |
|
RU2445178C2 |
| Рабочий валок клети кварто широкополосного стана горячей прокатки,комплект рабочих валков клети кварто широкополосного стана горячей прокатки и способ калибровки комплектов рабочих валков клетей кварто чистовой группы широкополосных станов горячей прокатки | 1985 |
|
SU1424889A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в листопрокатном производстве, в частности на широкополосных станах горячей прокатки при подготовке и профилировании рабочих валков клетей чистовой группы стана. Цель изобретения - повьшение качества полос за счет стабилизации геомет- .рических размеров их поперечного сечения. Способ состоит в том, что величину профиля вогнутости бочки валка устанавливают в зависимости от температуры охлаящающей. жидкости, подаваемой на валки. Способ позволяет повысить объем горячекатаных полос с высшей категорией качества. 3 табл. i (/
| Способ профилирования валков прокатного стана | 1978 |
|
SU910244A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Валковые узлы непрерывного прокатного стана | 1984 |
|
SU1174111A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
