Изобретение относится к прокатному производству, в частности к листопрокатному производству, и может быть использовано на широкополосном стане горячей прокатки (ШСГП) для получения горячекатанных полос,
Целью изобретения является повыгае- ние качества горячекатанных полос путем увеличения их планшетности за счет учета характера износа опорных валков в период кампании их эксплуатации.
Способ горячей прокатки в чистовой группе широкополосного стана реализуется следующим образом
Прокатку ведут в клетях с рабочими валками, параболический профиль образующей которых последовательно изменяют в течение кампании опорных валков от вогнутого к выпуклому, причем степень параболы профиля образующей определяют по зависимости
п (Cj, (1)
где п - текущая степень параболы: положительные значения соответствуют вогнутому профилю образующей,отрицательные - выпуклому (в обоих случаях принимается абсолютное значение);
сумма абсолютных значений предельных величин степени параболы для вогнутого и выпуклого профилей образующей;
oiL - отнощение предельной величины степени параболы для вогнутого профиля к сумме абсолютных значений предельных величин степени параболы для вогнутого и выпуклого профилей образующей;
CK - отношение времени, прощедше- го с начала кампании опорных валков
(Л
с
ел
о
о
00
к общей ее продолжительности (O.
1);
m - показатель степени, -чанисящий от порядка клети п чистовой I pynne стана, положения валков в клети (верх- нт)-н1пкний), поверхностной твердости (П..) ьТ.О).
Сущность предлагаемого способа заключается в том, что он учитьгеает качественную и количественную стороны износа опоррюго валка, принимая во внимание не только максимальную величину износа, но и его распределение по длине опорного валка в течение кампании последнего. Для этого, по мере изменения профиля рабочего валка от вогнутого до ииликцричес- кого степень параболы профиля образующей уменьшают, а при изменении проф(шя образующей от цилиндрической о максимально выпуклого степень параболы увеличивают. Величину степени парабольг определяют в соответствии с расчетной зависимостью (l), полученной по экспериментальным точкам износа рабочих валков, фиксированным за период кампании опорных Полученное поле экспериментальных точек в оординатах п-С, было аппробировано кривыми, которые имели форму парабол различными степенями кривизны,охва- тываюп1ими все поле опытных точек.
Профиль образующей, при этом определяется по запипгмостн типа
2/1) ,
где
У У а al X
(2)
текущая координата образующей бочки валка, мм; максимальная величина шлифовочного профиля (выпуклого или вогнутого в зависимости от времени эксплуатации опорного валка с начала кампании) мм; X - текущая координата по длине
бочки валка, мм; 1 - длина бочки вала,мм; п - текутцая степень параболы образующей бочки рабочего валка.
Пока рабочая поверхность опорного алка не изнощена, а рабочий валок меет максимальную вогнутость проиля образующей, степень параболы олжна иметь максимальную величину, аходящуюся в пределах 3(n+l) 6. j ри этом величины (n-+l), близкие к 3, огут быть рекомендованы для выпрлне
0
s
0
5
0
5
0
5
0
5
няя пярлРгитичРских образующих бочек рлПочего палка последних клетей,где величина вог нутогп ршифовлиргого профиля мллл, а чечевинл профиля не может быть обесггеченп при значительных величинах (ii+l), поскольку это приводит к большим цилиндрическим средним участкам на бочке валка, что вызывает при прокатке коробоватостГ) полосы из-за тептговой выпуклости среднего участка бочкИо Большие величины (n+l), близкие к 6, рационалг.р(ы при выполнении параболической образующей валка в первых клетях, где вогнутость на рабочих валках максимальна,, однако дальпейщое увеличение степени параболы (n+l)6 даже для этих клетей приводит к значительной доли цилиндрического участка на рабочем валке,который в паре с выпуклым опорным валком может создать конп,ентратор контактных нлпряжений на средней части и повыщен- ные дтииамические нагрузки на конде- пых участках опорных валков, что будет спосоПствовлть поньппенному износу опорного валка и неплоскостности гиблое J В конце кампании опорных валков, практически на всех рабочих валках выполняется выпуклость, при этом величина степени парабол. должна быть в ггределах 1 ,5 i (п-И)&3,0, вел)тчины целесообразно назначать для бо.- Ы1Н1х выпуклостей, а большие - для малыхо Значения (n+l) ё 1,5 не учитывают характера износа в кон- пе камг1)1Г1 и опорных валков, увеличивая случаи В1.1крор1ки поверхностей, А значения (п+1)3 нецелесообразны даже при наименьших величинах выпуклостей, поскольку приводят к ускоренному износу опорных, а при соответствующем сочетании концентраторов напряжений способны В1 1звать поломки опорных валков в виде П лкрошек их рабочих поверхностей j Значение коэффицие 1та об , равное нулю, означает, что профиль образующей рабочего валка выпуклый в течение всей кампании опорного валка По- добная ситуация возможна, когда опорный валок имеет малую выпуклость (0,1-0,2 мм), либо его профиль вогну- ть1й Величины iX- О вызывают увеличение значения стеггени параболы, усиливая концентрацию напря ений, повышая тем самым вероятность выкрощек на опорном валке и ухудшая планщетность полос о Значение р6 1 означает, что рабочие валки будут иметь в течение
игой клмп.чнии отюриых лишь погиутьш ирофшть, это .rronyr.TjfMo толькп нл рллклх первых клетей черновой группы стана. Величины к 1 упеличивя- ют степень параболы особенно п -чак- Л1 1чительн1ий период кампании опорных валков С 1, что не позволяет учесть характер их износа и приводит к их поломке в конце кампании, вследствие повышенной концентрации напряжений Плангаетность полос,при этом также снижается
Показатель степени m рекомендуется назначать в пределах П,,0, исходя из следующих представлений,: Если поверхностная твердость на опорных валках невелика, что характерно для валков в конце кампании (тх общей эксплуатации на стане, а также для нижних опорных валков и для валков, расположенных ближе к средним клетям чистовой группы стана, следует выбирать значения т, близкие к 0,3с, При значениях ,3 даже в этих условиях изменение степени параболы будет опережать изменение в результате износа профиля опорного валка, приводя к появлеште выкрошек и неплоскостности полос.Значения показателя степени, близкие к m 3, рациональны прежде всего для новых опорных валков, так же для валков, находящихся в клетях в начале и конце чистовой группы стана и занимающих в клети верхнее положение, все эти условия характеризуют минимальные значения износа опорного валка Значения in 3 нежелательны, так как на большой части начального периода эксплуатации опорного валка показатель степени параболы рабочего валка будет изменяться незначительно, что вызовет появление устлостных трещин на рабочей поверхности опорного валка и выкрошек в конце его кампании, одновременно ухуд- шля пллнртетность полос
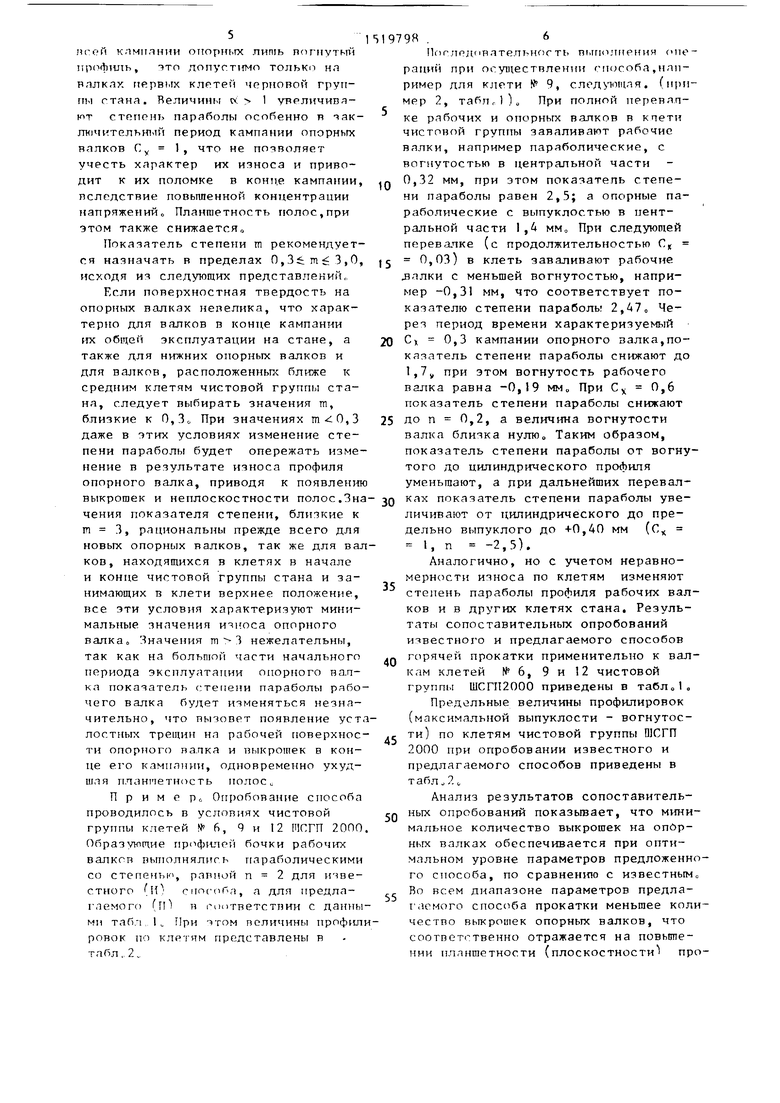
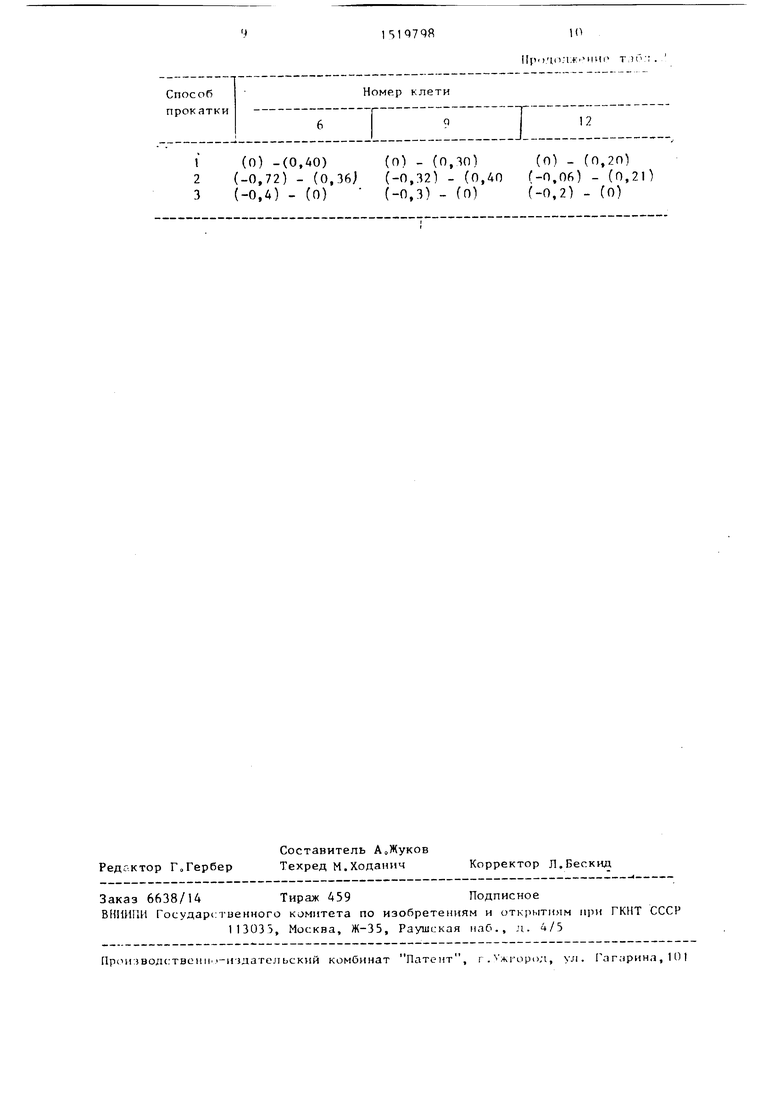
П р и м е РО Опробование способа проводилось в условиях чистовой группы клетей № 6, 9 и 12 ШСГП 20ПО Образующие профилей бочки рабочих валков выполнялись параболическими со степень, равной п 2 для известного (и) сппсоПа, а для иредла- г лемого (и и (Соответствии с данными табл,1. При тгом величины профил ровок ПС) клетям представлены в табл., 2„
1979B ,6
Погледовательнос ть выполнения («не- раций при осуществленни способа,например для клети № 9, следующая, (пример 2, таблЛ)о При полной неревал- ке рабочих и опорных валков в кпети чистовой группы заваливают рабочие валки, например параболические, с вогнутостью в центральной части .Q 0,32 мм, при этом показатель степени параболы равен 2,5; а опорные параболические с выпуклостью в пент- ральной части 1,4 мм При следующей перевачке (с продолжительностью CK 15 0,03) в клеть заваливают рабочие лзллки с меньшей вогнутостью, например -0,31 мм, что соответствует показателю степени параболы 2,А7о Через период времени характеризуемый 20 Сх 0,3 кампании опорного валка,показатель степени параболы снижают до 1,7у при этом вогнутость рабочего валка равна -0,19 мм„ При Су 0,6 показатель степени параболы снижают 25 до п 0,2, а величина вогнутости валка близка нулю„ Таким образом, показатель степени параболы от вогнутого до цилиндрического профиля уменьшают, а при дальнейших перевал- 30 ках показатель степени параболы увеличивают от цилиндрического до предельно выпуклого до +0,40 мм (С 1, п -2,5).
Аналогично, но с учетом неравномерности износа по клетям изменяют степень параболы профиля рабочих валков и в других клетях стана. Результаты сопоставительных опробований известного и предлагаемого способов горячей прокатки применительно к валкам клетей № 6, 9 и 12 чистовой группы ШСГ112000 приведены в табЛоК
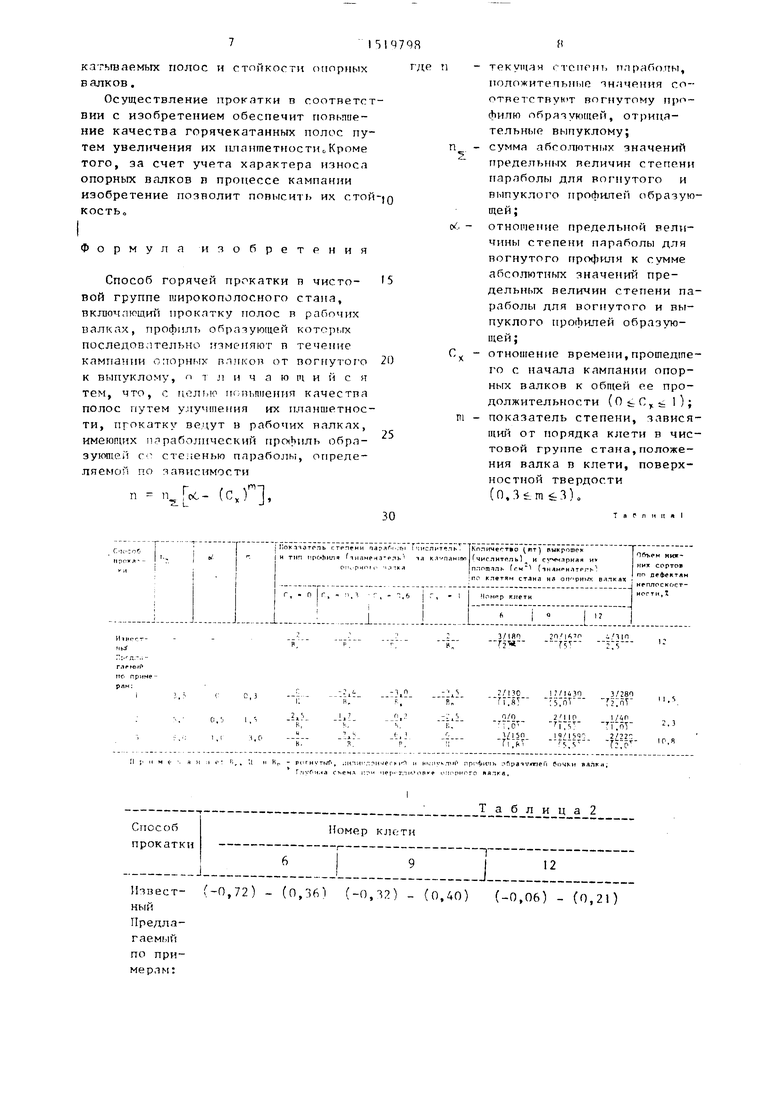
Предельные величины профилировок (максимальной выпуклости - вогнутости) по клетям чистовой группы ШСГП 2000 при опробовании известного и предлагаемого способов приведены в т абл 2
Анализ результатов сопоставитель- гп ных опробований показьтает, что минимальное количество выкрошек на опорных валках обеспечивается при оптимальном уровне параметров предложенного способа, по сравнению с известнымо Во всем диапазоне параметров предлагаемого способа прокатки меньшее количество выкрошек опорных валков, что соответственно отражается на повышении пллншетности (плоскостности про40
45
55
катьшаемьгх полос н стойкости опорных валков.
Осуществление прокатки в соответствии с изобретением обеспечит попьпие- ние качества горячекатанных полос путем увеличения их плантетностиоКроме того, за счет учета характера износа опорных валков в процессе кампании изобретение позволит пов1 гсить их CTOHКОСТЬо
Формула изобретения
Способ горячей пр1 катки в чистовой группе широкополосного стана, включающий прокатку полос в рабочих валках, профиль оОра:эующей котор,гх последовательно изме1Гяют в течение кампании опорных ппикои от вогнутог-о к выпуклому, п 1 л и ч а ю ш и и с я тем, что, с пелыо iiiMHiniieHiin качества полос путем улучшения их гшаншетнос- ти, прокатку ве.цут в рабочих валках, имеющих ьчрабо1П1ческий прО|Ьиль образующей С степенью параболы, опреле- по зависимости
,гоп VL ((х)
5
0
5
с/. 0
где п - текущая СТСПРНТ, ппраГюлы, положительный значения со-- ответствун т вогнутому профилю образующеГг, отрица- выпуклому; сумма абсолютнг,1Х значений предельных величин степени параболы для вогнутого и выпуклого профилей образующей;
отношение предельной величины степени параболы для вогнутого профиля к сумме абсолютных значений предельных величин степени параболы для вогнутого и выпуклого профилей образующей;
С - отношение времени,прошедшего с начала кампании опорных валков к обп(ей ее продолжительности ( l); HI - показатель степени, злвися- ЩИ11 от порядка клети в чистовой группе стана,положения валка в клети, поверхностной твердости
(n.)o
Т а Р п и II л I
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочий валок чистовой клети непрерывного листового стана горячей прокатки | 1986 |
|
SU1388126A1 |
| Способ профилирования рабочих валков клетей чистовой группы широкополосного стана | 1988 |
|
SU1653878A1 |
| Комплект валковых узлов непрерывной чистовой группы клетей широкополосного стана горячей прокатки | 1988 |
|
SU1585033A1 |
| Валковый комплект кварто | 1988 |
|
SU1516155A1 |
| Способ горячей прокатки на широкополосном стане | 1989 |
|
SU1713695A1 |
| Рабочий валок листопрокатного стана | 1987 |
|
SU1555003A1 |
| Способ профилирования рабочих валков чистовой группы клетей широкополосного стана | 1988 |
|
SU1537339A1 |
| Способ профилирования прокатных валков | 1986 |
|
SU1442287A1 |
| Комплект вертикальных валков эджерных клетей широкополосного стана горячей прокатки | 1987 |
|
SU1599139A1 |
| Рабочий валок листопрокатного стана | 1985 |
|
SU1306611A1 |
Изобретение относится к листопрокатному производству и может быть использовано для получения полос на широкополосном стане горячей прокатки. Цель изобретения - повышение качества полос путем улучшения их планшетности. Горячую прокатку полос в клетях чистовой группы ведут в рабочих валках, параболическую профилировочную вогнутость которых знакопеременно изменяют в течение кампании спорного валка до выпуклости, причем степень параболы от вогнутого до цилиндрического профилей уменьшают, а от цилиндрического до выпуклого профилей увеличивают. Показатель степени определяют по зависимости. Способ позволяет увеличить стойкость опорных валков. 2 табл.
Извест- (-0,72) ный
предлагаемыйпо примерам:
- (0,36) (-0,32) - (0,40) (-0,06) - (0,21)
Таблица2
Способ прокатки
1(0) -(0,40)
2(-0,72) - (0,36j
3(-0,4) - (0)
1рм:11 - 1.: иир т.IP
Номер клети q
Т
:т:
12
(О) - (0,20) (-0,06) - (0,21) (-0,2) - (0)
| Способ профилирования прокатных валков | 1986 |
|
SU1442287A1 |
