Изобретение относится к прокатке тонких полос в холодном состоянии.
Цель изобретения повышение точности определения.
На чертеже приведена схема осуществления предлагаемого способа.
Определение упругих деформаций валков (изгиба и радиального сплющивания) при прокатке полос осуществляют следующим образом.
Перед прокаткой в полосе шириной В подготавливают несколько отверстий диаметра d (чертеж) на расстоянии а один от другого по ширине полосы и на расстоянии b по длийе полосы. Для исключения влияния упругой деформации валков под стальной полосой на размеры алюминиевых (свинцовых) вставок отверстия следует изготавливать диаметром d 10-30 мм, а параметры а и b следует принимать, исходя из необх гдимости получения достаточного количества опытных данных для анализа закономерностей упругих деформаций валков
a(l,5-5)d; Ъ (l,)d. В подготовленные отверстия помещают вставки. После измерения толщин стальной полосы в сечениях точек 1,2,...,п ее прокатьюают в валках. При прокатке стальной полосы вследствие больших нормальных контактных напряжений (р) в очаге деформации (p 400-i800 МПа) валки деформируются в радиальном направлении, а в результате действия усилия прокатки полу-, чают прогиб. Вставки деформируются в Залках контактными напряжениями р «40-60 МПа, Которые не вызьюают сколь-нибудь заметного упругого сплющивания валков и их толщина на выходе оказьшается равной зазору между жесткими валками. После прокатки измеряют толщину стальной полосы в продольных сечениях 1,2,3,...,п вблизи вставок и толщину самих вставок. Поскольку упругое сплющивание валков под вставками отсутствует, разница толщины вставки в точке п, расположенной на оси полосы и валкГа, и толщины вставки 1, расположенной на кромке в точке 1, определяет прогиб валка на ширине полосы, т.е.
Wg hcg п - Ьсви 1 где W - прогиб валка относительно
ширины В ц, полосы; Ь„а «и Ь„ - толщина вставок соответстCD, t D, т
венно в точках п и 1,
Для расчета прогиба валка относительно края бочки используют формулу
.w, w, (|-)Ч
где W, - прогиб валка относительно
края бочки;
L - длина бочки опорного валка. Для определения упругого радиального сплющивания валков в сечениях ,2,3,...,п используют формулу (/; h,- - hpg j,
где h. - конечная толщина стальной полосы в i-M сечении.
По сравнению с известным способом для оперативного исследования упругих деформаций валков и распределения нормальных напряжений по ширине полосы в лабораторных и промьшшенных
условиях отпадает необходимость в
использовании дорогостоящих приборов и расширяются возможности измерения.
Формула изобретения
I
Способ определения упругих деформаций валков, включающий прокатку контрольной полосы,и определение величин упругих деформаций валков, о тличающийся тем, что, с целью повышения точности определения в качестве контрольной полосы исполь- .зуют стальную полосу с вставками, расположенными по контуру в полосе,
а величину прогиба валка определяют по разности толщины вставки, расположенной на оси прокатки, и остальных вставок, а упругое сплющивание валков - по разности толщин полосы и вставок.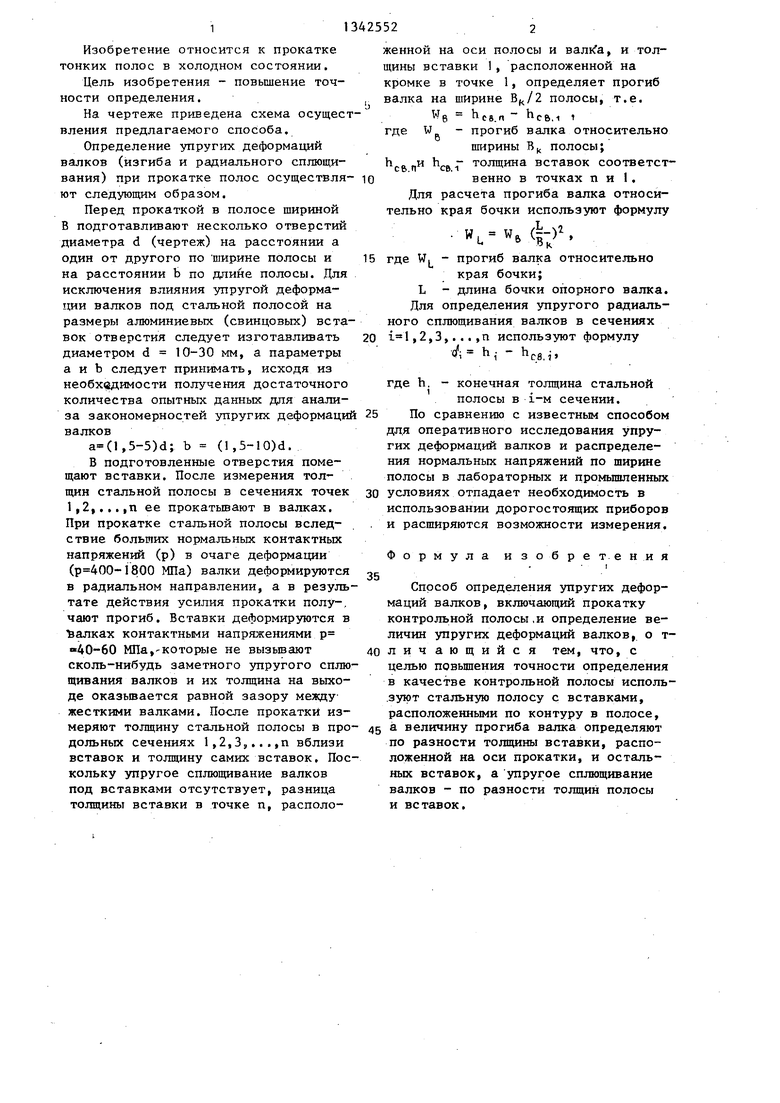
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ТЕПЛОВЫМ ПРОФИЛЕМ ВАЛКОВ ПРОКАТНОГО СТАНА | 1997 |
|
RU2115494C1 |
| Способ профилирования валков прокатного стана | 1979 |
|
SU863029A1 |
| Клеть стана для прокатки полосы | 1979 |
|
SU789169A1 |
| МНОГОВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 1993 |
|
RU2108175C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2138346C1 |
| Способ горячей прокатки полосовой стали | 1985 |
|
SU1328011A1 |
| Способ профилирования валковпРОКАТНОгО CTAHA | 1979 |
|
SU797812A1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| Рабочий валок листопрокатной клети | 1981 |
|
SU984522A1 |
| Способ определения длины дуги контакта при прокатке | 1985 |
|
SU1319945A1 |
Изобретение относится к прокатке тонких полос в холодном состоянии. Цель изобретения - повьшгение точности определения. Для этого стальную полосу прокатывают со свинцовыми (алюминиевыми) вставками, расположенными в различных продольных сечениях по. ширине полосы и со смещением одной от другой вдоль направления прокатки, и при этом прогиб валка определяют по разности толщин вставок, расположенных в разных продольных сечениях, а упругое радиальное сплющивание валков - по разности толщин стальной полосы и вставок, находящихся на одном продольном сечении полосы, i ил. i (Л
Составитель А.Сергеев Редактор Н.Рогулич Техред Л,Сердюкова КорректорМ.Максимигаинец
Заказ 4545/6 Тираж 480Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие,г,Ужгород,ул.Проектная,4
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| - М.: Металлургия, 1962, с.218 | |||
| Полухин П.И | |||
| и др | |||
| Контактное взаимодействие инструмента и металла при прокатке | |||
| - М.: Металлургия, 1974, с.199 | |||
| Обработка металлов давлением (ДМетИ).: Сб | |||
| LII | |||
| - М.: Металлургия, 1967, с.221. | |||
