Изобрегенис относится к прокатке тонких полос в горячем и холодном состояниях.
При прокатке тонких стальных полос в холодном и горячем состояниях в результате больн1их контактных напряжений проис- ходит упругое сжатие валков и прокатываемой полосы, которое вызывает увеличение длины дуги контакта по сравнению со случаями, когда осуществляют прокатку мягкого металла, например полос из стали, нагретых до 1200°С. Определение длины дуги контакта необходимо для расчета энергосиловых параметров прокатки.
Целью изобретения является упрощение используемой аппаратуры, сокращение вре- мепи проведения эксперимента и последующей обработки его данных.
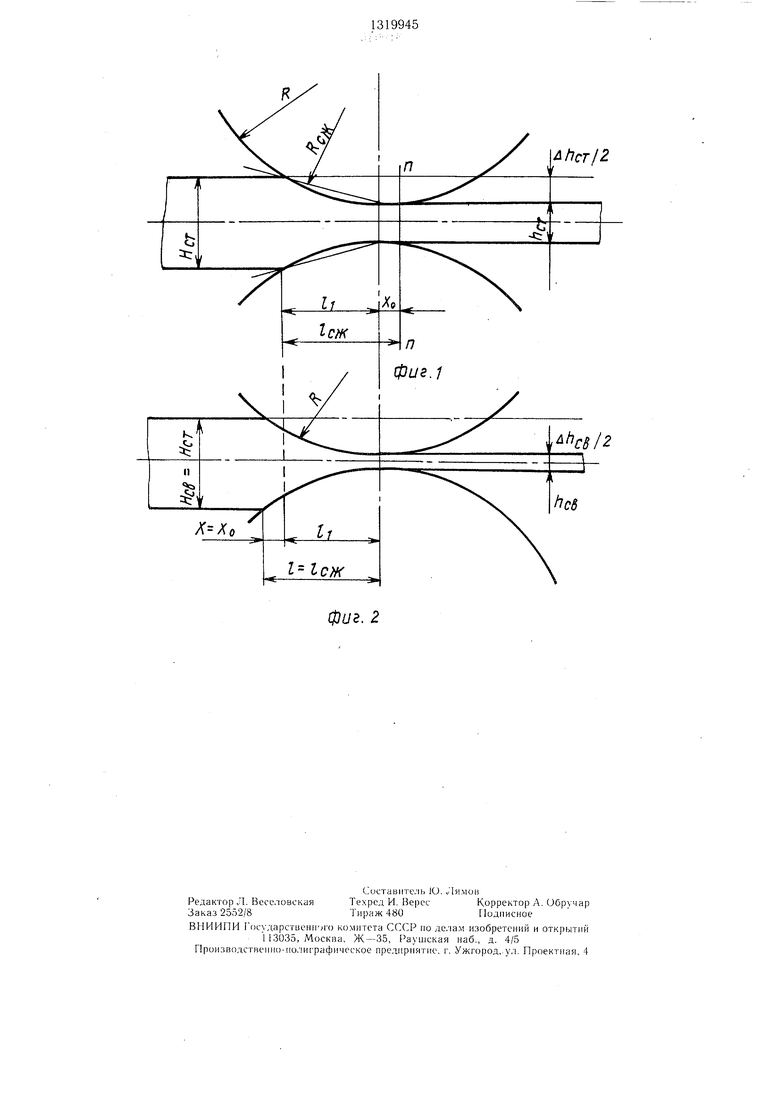
На фиг. 1 изображен очаг деформации в месте прокатки стальной полосы; на фиг. 2 - то же, свинцовой полосы.
Способ осуществляется следующим об- разом.
Перед прокаткой подготавливают одну стальную полосу и две свинцовых полосы. Исходная толщина свинцовых полос несколь- ко больще межвалкового зазора во время совместной прокатки их со стальной полосой. Свинцовые полосы и расположенную между ними стальную полосу после измерения толщины прокатывают в валках одновременно. При прокатке стальной полосы вследствие больщих нормальных контактных напряжений (Рср) в очаге деформации (Рср«::400- 1800 МПа) валки упруго деформируются и толщина полосы на выходе оказывается больще, чем зазор между валками. Свинцовые полосы деформируются в валках с контактными напряжениями. Р|,.,, 10-20 МПа, которые не вызывают заметного упругого сплющивания валков, и их толщина на выходе оказывается равной зазору между жесткими валками. После прокатки измеряют толщину стальной и свинцовых полос и определяют величину обжатия стальной полосы при условии прокатки ее в жестких валках
Д/1 Я„-Л„„ (1)
где /УСТ - исходная толщина стальной полосы;
hcB - средняя толщина свинцовых полос после прокатки.
Длину дуги контакта с учетом упругого сжатия валков (1 ) определяют по формуле
(2)
где R - радиус жесткого (педеформированного) валка;
А/г - абсолютное обжатие из выражения (1).
Величины обжатия стальной полосы и упругодеформированного радиуса валков, необходимые для расчета кинематических
и силовых параметров, определяют по выражениям
Л/г,, Я,,-/г„,(3)
/, /2/AftcT,(4)
где /ZCT и After конечная толщина и фактическое абсолютное обжатие стальной.полосы;
RC -упругодеформированный радиус валков.
Увеличение длины дуги контакта за счет упругого восстановления полосы на выходе из валков приближенно можно учесть, используя формулу Хичкока
(),
где Л о - приращение длины за счет упругого восстановления полосы;
V2 - коэффициент Пуассона полосы;
Оф - сопротивление металла деформации полосы, МПаХ О ;
2-модуль упругости материала полосы.
Для стальной полосы
6 /9550. (5)
Полная длина дуги контакта с учетом упругого сжатия валков и полосы равна
/,д//.А/1 + / аф/9550.(6)
Предлагаемый способ опробуют на стане с валками диаметром .м.м и твердостью поверхности по Шору .
Прокатывают полосы из стали 08 пс с размерами - 1,42X30X300 мм и одновременно рядом свинцовые полосы 1,4X10X150 мм. Смазкой служит товарный эмульсол марки Т. Измеряют усилие прокатки Р и записывают на самописец Н-338-1п. По опытным величинам Р рассчитывают межвалковое давление q и среднее нормальное контактное напряжение Рср. Геометрические параметры деформации рассчитывают по формулам (1)-(6).
Опытные значения длины дуги контакта, определенные по формулам (5) и (6), сравнивают с точной формулой по Диннику
50
45 /..,(l-fQ2/Q5,(7)
где а - коэффициент влияния механических свойств прокатываемого металла;
QI и Qz- упругие постоянные соответственно валков и полосы.
Для определения длины дуги контакта по формуле (7) необходимы опытные значения межвалкового давления (В- ширина полосы). Формула (7) позволяет определять длину дуги контакта с учетом 55 упругого сжатия валков и полосы.
В таблице представлены опытные и расчетные данные по определению длины дуги контакта.
Как следует из таблицы, опытные величины дуги контакта, определенные по предлагаемому способу формулы (2) и (6) с точностью 2-10%, совпадают с данными, определенными по точной формуле (7).
Согласно предлагаемому способу можно определять длину дуги контакта при холодной прокатке стальных полос в лабораторных и промышленных условиях. На основании опытных данных/с формулы (2) и (6) и вычислений по формуле (7) можно определить усилие прокатки без применения специальных средств
Р -(ёи 1. щ
,(l-fQ2/Q,)
Произведение
a,a(l + Q2/Qi)
мало изменяется в условиях прокатки, поэтому по данным Динника можно записать для различной степени предварительной деформации б полосы:
,70;6 40%-а, 1,54-,
б 20%-а, 1,59; б 60%-ai l,51. Так как
Qi(l-v,Vn,, получают
,)/пл
16(l-vf),
Рассчитанные по формуле (9) величины усилия прокатки отличаются от опытных на 0,4-10% (см. таблицу), что позволяет
использовать предлагаемый способ определения длины дуги контакта для исследования силовых параметров прокатки в промышленных условиях без применения специальных средств.
20 Точность способа определяется точностью измерения радиуса валков, исходной тол- ш,ины полосы из металла с большим пределом текучести и толш,ины полосы после прокатки из металла с меньшим пределом теку25 чести. Точность определения этих параметров составляет 0,01 мм.
Ошибка при определении /.- для первого при.мера из таблицы составляет:
4, л/125X0,,26 мм, 304з у 125,01ХО,,28 мм,
100 /,-, .o,2b
0,38%.
При использовании предлагаемого спо35 соба для оперативного исследования геометрических и силовых пара.метров прокатки в промышленных условиях отпадает необходимость в применении дорогостояпхей тензометрической аппаратуры. Становится воз.можным непосредственно измерять солютные обжатия и, следовательно, получать точные значения длины дуги контакта, исключив расчет длины дуги контакта косвенным методом по давлению металла на валки. Предлагаемый способ позволяет в лабораторных условиях сократить время измерения длины дуги контакта на 2-2,5 сут.
4/7ГГ/2
фиг. 2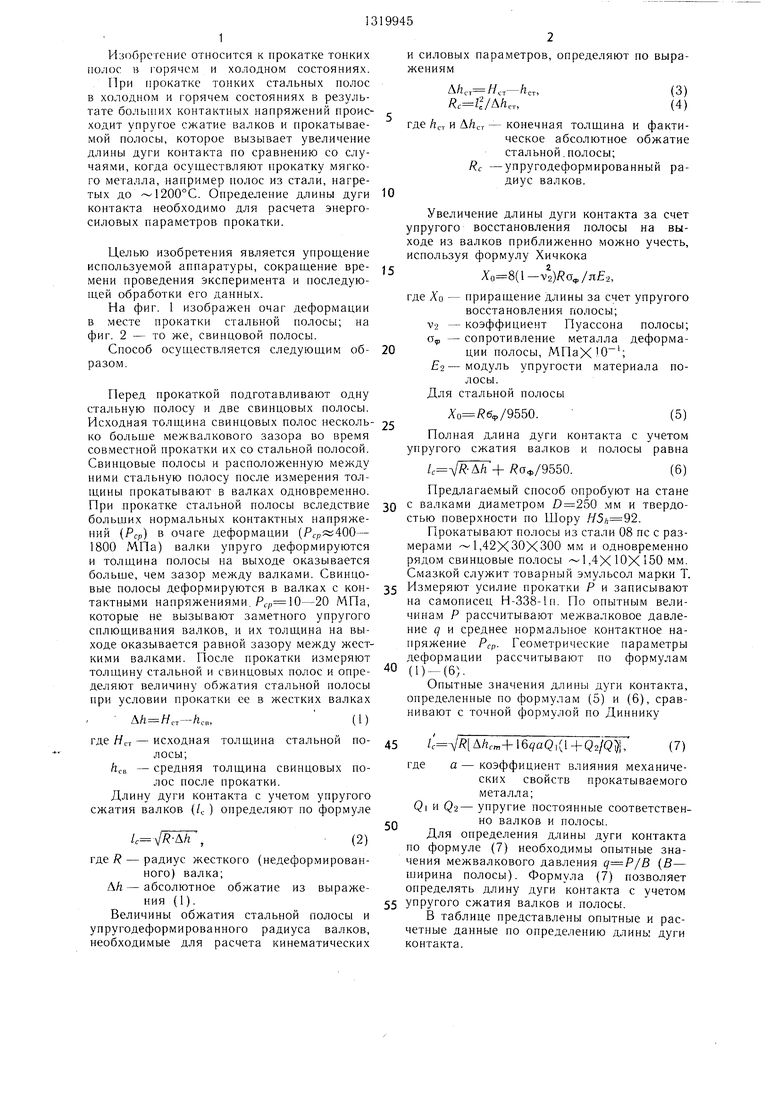

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом холодной прокатки полосы на реверсивном стане | 1988 |
|
SU1576216A1 |
| СПОСОБ ШТУЧНОЙ ПРОКАТКИ ЛИСТОВОЙ ПРОДУКЦИИ | 2012 |
|
RU2490078C1 |
| Способ горячей прокатки полос из алюминия и его сплавов | 1988 |
|
SU1570809A1 |
| РАБОЧИЙ ВАЛОК ДЛЯ ХОЛОДНОЙ ПРОКАТКИ | 2014 |
|
RU2585922C1 |
| СПОСОБ ПРОКАТКИ ТОНКИХ ЛЕНТ | 1993 |
|
RU2061563C1 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ БУКСОВАНИЯ ВАЛКОВ КЛЕТИ КВАРТО ЛИСТОПРОКАТНОГО СТАНА | 2022 |
|
RU2808119C1 |
| Способ прокатки слитков и слябов | 1986 |
|
SU1565550A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ С НАТЯЖЕНИЕМ | 2004 |
|
RU2259896C1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ПОЛОС | 2011 |
|
RU2467813C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2141880C1 |
| Целиков А | |||
| И | |||
| и др | |||
| Теория прокатки | |||
| М.: Металлургия, 1970, с | |||
| Водяной двигатель | 1921 |
|
SU325A1 |
| Данник А | |||
| А | |||
| Определение длины дуги контакта с учётом упругого сжатия валков и прокатываемой полосы.-Сб | |||
| «Обработка металлов давлением | |||
| М.: Металлургия, 1967, с | |||
| Способ изготовления замочных ключей с отверстием для замочного шпенька из одной болванки с помощью штамповки и протяжки | 1922 |
|
SU221A1 |
