f1
Изобретение относится к обработке металлов давлением, а именно к горячей винтовой прокатке, и может быть использовано для производства полых круглых профильных изделий типа цапф картеров автомобилей, ниппелей бурильных труб и других мая1инострои- тельных деталей.
Цель изобретения - получение профильных изделий с резкими переходами и большими перепадами диаметров в местах переходов, а также расширение технологических возможностей путем обеспечения получения профильных изделий с резкими переходами и большими перепадами диаметров в местах переходов.
Способ поперечно-винтовой прокатки заключается в прошивке нагретой сплошной заготовки тремя приводными валками на короткой оправке и раскат ке выходящей гильзы на цилиндрической оправке, соединенной с короткой общим стержнем и перемещаемой по ходу прокатки приводом со скоростью, равной 1,0-1,2 скорости изделия, с профилированием наружной поверхнос ти перемещаемыми валками и с приложением осевого натяжения.
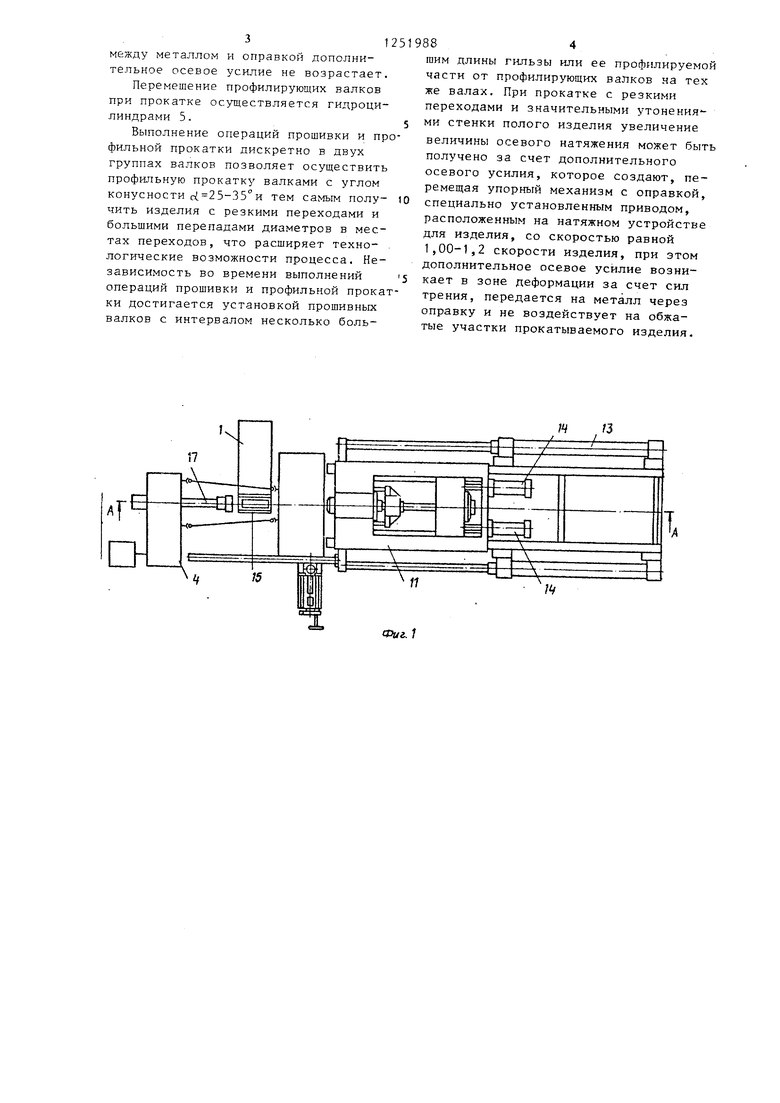
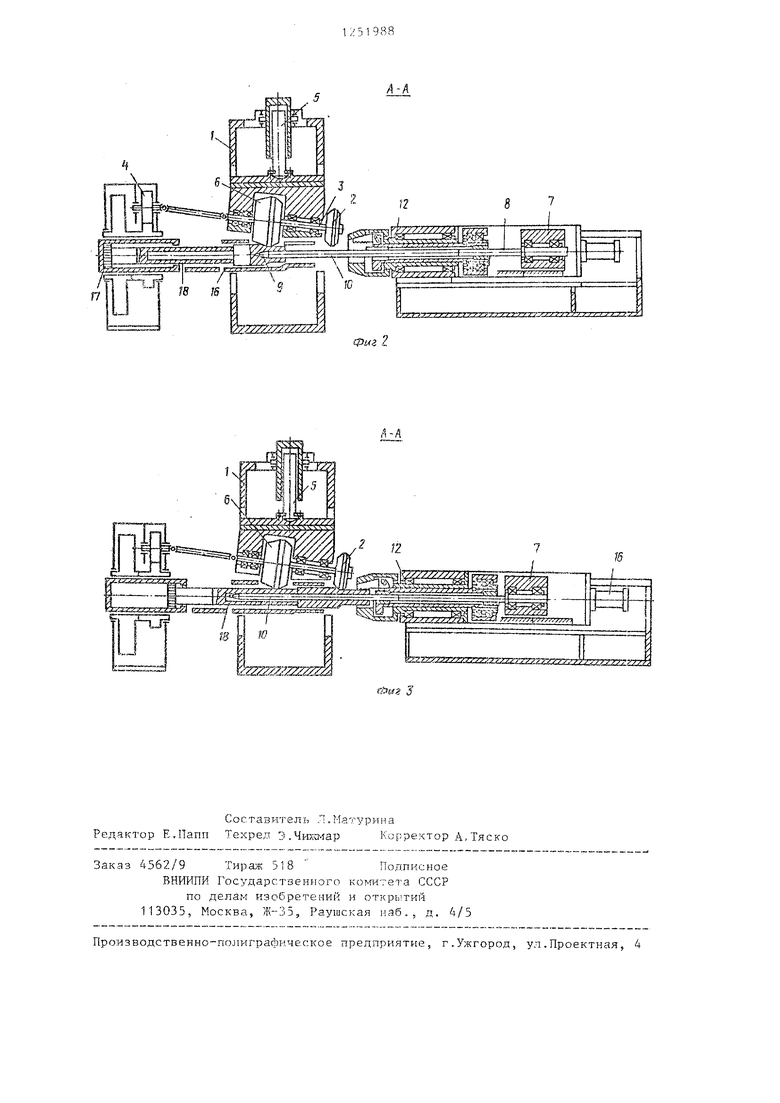
На фиг. 1 изображен стан поперечно-винтовой прокатки, вид в плане; на фиг. 2 - разрез А-А на фиг. 1, операция прошивки гильзы, на фиг. 3 то же 5 операция профильной прокатки.
Стан поперечно-винтовой прокатки содерла- т рабочую клеть 1 с профилирующими Валками 2, установленными на налах 3 с их приводом 4 вращения и механизмом перемещения в процессе прокатки в виде гидроцилиндров 5 с копировальными устройством, с прошивными валками 6, жестко установлен ными на тех же валах с интервалом от профилирующих; упорный механизм 7 несущий оправочный стержень 8 с короткой оправкой 9 и цилиндрической оправкой 10, натяжное устройство 11 для. изделия с патроном 12, внутри которого пропущена цилиндрическая оправка, с гидроприводом 13 его пере мещения, установленный на натяжном устройстве привод перемеп1ения упорного механизма в виде гидроцилиндров 14,, расположенные перед клетью приемный желоб 15,.проводка 16 и тол катель 17 с полой втулкой 18.
Стан поперечно-винтовой прокатки для получения полых профильных изделий работает следующим образом.
519882
Подготовленная и .чагретая заготовка передается в приемный желоб 13 и толкателем 17 через центрирующую проводку 16 задается в прошивные вал5 ки 6, развернутые на угол подачи и вращаемые от привода 4. Прошивные валки захватывают заготовку и прошивают ее на короткой оправке 9, закрепленной на оправочном стержне 8.
10 Во время прошивки заготовка центрируется проводкой 16. После прошивки толкатель 17 останавливается, а оправочный стержень 8 с короткой эправ- кой 9 и цилиндрической оправкой 10
15 смещают перемещением гидроцилиндрами 14 упорного механизма 7 в сторону входа заготовки в прошивные валки 6 и цилиндрическая справка 10 ц(;нтриру- ется полой втулкой 18. Затем гильзу
20 толкателем 17 задают в валки для профильной прокатки. Профилироуюпще валки 2 выполнены с углом конусности 25 - 35°. Прокатку переднего конца изделия в профилирующих валках 2 осу25 ществляют с усилием сжатия, создаваемым толкателем 17. На выходе из валков передний конец захватывается патроном 12 натяжного устройства 11, которое гидроприводом 13 начинает пере д мещаться от рабочей клети, осуо еств- ляя прокатку с натяжением.
Одновременно создают дополнятель- .нов осевое усилие оправочным стержнем 8, смещая его с цилиндрической оправкой 10 перемещением гидроцилинд рами 14 упорного механизма 7 относительно изделия в сторону выхода металла из валков со скоростью,, равной 1,0 - 1,2 скорости изделия.
Зависимость V, (1,0 - 1,2)Цд устанавливается из следующих соображений.
При профильной прокатке из-за отставания оправки вследствие сил трения, возникающих между оправкой и металлом, наблюдается сдерживание осевого течения металла. Дополнительное осевое натяжение при соотношении достигается за счет устранения отставания оправки и обесцег ения направленного течения металла в сторону выхода металла из валков.
При V, V оправка за счет сил трения увлекает приконтактные сгои
55 метал.па и дополнительное осевое усилие натяжения возрастает, При увеличении скорости оправки V 1, из-за снижения коэффициента трения
45
50
31251
между металлом и оправкой дополнительное осевое усилие не возрастает.
Перемещение профилирующих валков при прокатке осуществляется гидроцилиндрами 5.5
Выполнение операций прошивки и профильной прокатки дискретно в двух группах валков позволяет осуществить профильную прокатку валками с углом конусности 1 25-35°и тем самым полу- )0 чить изделия с резкими переходами и большими перепадами диаметров в местах переходов, что расширяет техно- - логические возможности процесса. Независимость во времени выполнений 5 операций прошивки и профильной прокатки достигается установкой прошивных валков с интервалом несколько боль884.
гаим длины гильзы или ее профилируемой части от профилирующих валков на тех же валах. При прокатке с резкими переходами и значительными утонения - ми стенки полого изделия увеличение величины осевого натяжения может быть получено за счет дополнительного осевого усилия, которое создают, пе- ремеш;ая упорный механизм с оправкой, специально установленным приводом, расположенным на натяжном устройстве для изделия, со скоростью равной 1,00-1,2 скорости изделия, при этом дополнительное осевое усилие возникает в зоне деформации за счет сил трения, передается на металл через оправку и не воздействует на обжатые участки прокатываемого изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прошивной стан винтовой прокатки | 1976 |
|
SU556855A1 |
| Задний стол прошивного стана | 1978 |
|
SU749468A1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ ИЗДЕЛИЙ | 1995 |
|
RU2098205C1 |
| СТАН ДЛЯ ОДНОВРЕМЕННОЙ ПРОШИВКИ И ПРОКАТКИ ПРОФИЛИРОВАННЫХ ТРУБНЫХ ЗАГОТОВОК ДЛЯ КОЛЬЦЕВЫХ ИЗДЕЛИЙ | 1960 |
|
SU132175A1 |
| Задний стол прошивного стана | 1987 |
|
SU1488050A1 |
| Стан поперечно-винтовой прокатки труб | 1977 |
|
SU737034A1 |
| Установка для непрерывной горячей прокатки без вращения гильз в бесшовные трубы | 1977 |
|
SU1041021A3 |
| Стан винтовой прокатки | 2020 |
|
RU2764066C2 |
| Устройство для установки оправочного стержня | 1977 |
|
SU707625A1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ | 2008 |
|
RU2380179C1 |
1, Способ поперечно-винтовой прокатки, включающий с одного нагрева прошивку в гильзу сплошной заготовки тремя приводными валками на короткой оправке и раскатку гильзы на пилинд- рической оправке, соединенной с короткой оправкой общим стержнем, о т л. и- чающийся тем, что, с целью получения профильных изделий с резкими переходами и большими перепадами диаметров в местах переходов, начинают раскатку гильзы после выхода ее из валков, осуществляющих прошивку, на перемещаемой по ходу прокатки оправке, которой сообщают приводом скорость, равную 1,0-.1,2 скорости изде- ЛИЯ, с профилированием наружной поверхности перемещаемыми валками и с приложением осевого натяжения. 2. Стан поперечно-винтовой прокатки, содержащий рабочую клеть с тремя приводными профилирующими валками, механизм перемещения валков в процессе прокатки, натяжное устройство для изделия и оправку, отличающий- с я тем, что, с целью расширения технологических возможностей путем обеспечения получения профильных изделий с резкими переходами и большими перепадами диаметров в местах переходов, он снабжен тремя дополнительными прошивными валками, жестко установленными с интервалом от профилирующих валков на тех же валах, и упорным механизмом стержня, несущего оправку, с приводом его осевого перемещения, расположенным на натяжном устройстве для изделия. ЙО 01 со 00 оо
Фиг. 1
фиг 2
y i-f-fjjC i i -f ij-j-.
тЫ О
W
Состав и е л ь Л Л-1 а т урина Редактор Е.Папп Техред Э , Чшшар Корректор А. Тяско
Заказ 4562/9 Тираж 518 Подписное ВНИИПИ Государстзенного ко чи7ета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| -Грановский С.П | |||
| и др | |||
| Опыт прошивки и вытяжки труб на трехвалковом стане | |||
| - Сталь, 1959, № 12, с | |||
| СПОСОБ ПОСЛЕДОВАТЕЛЬНОГО СОЕДИНЕНИЯ ДВУХ ИЛИ НЕСКОЛЬКИХ ЭЛЕКТРОДВИГАТЕЛЕЙ ПОСТОЯННОГО ТОКА, СНАБЖЕННЫХ КОНТАКТНЫМИ КОЛЬЦАМИ, ДЛЯ ПОЛУЧЕНИЯ СИНХРОННОГО ИХ ВРАЩЕНИЯ | 1919 |
|
SU1105A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
