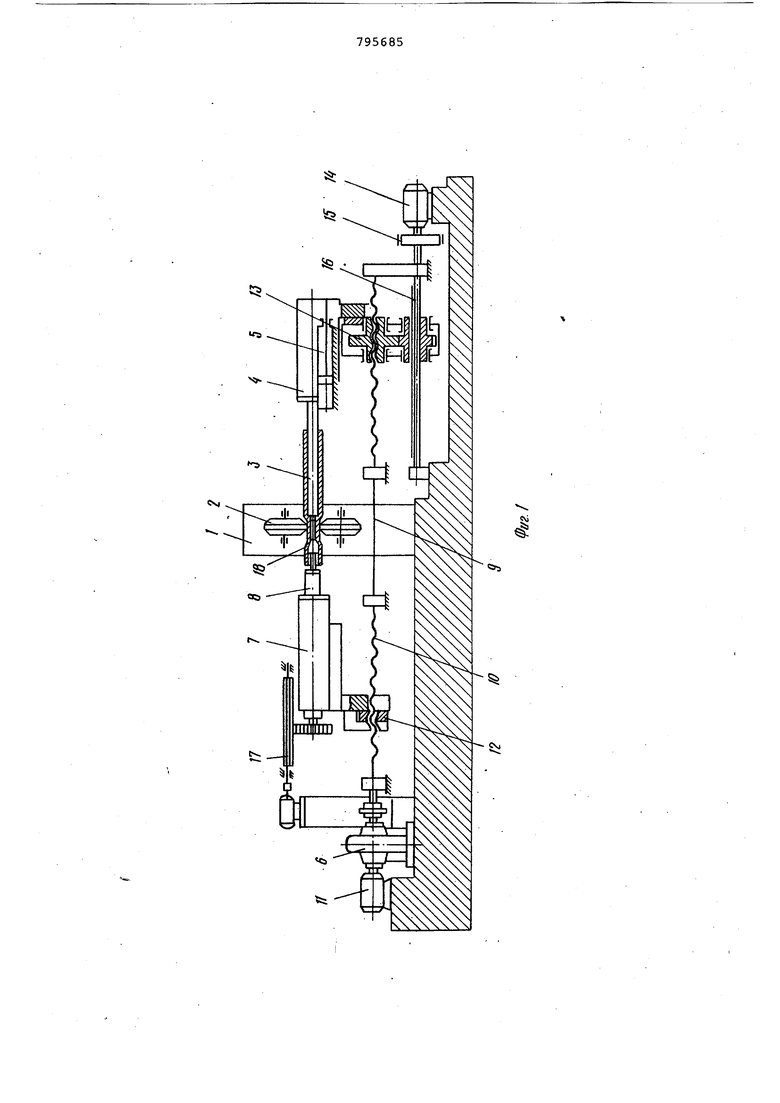
(54) СТАН ПОПЕРЕЧНОЙ ПРОКАТКИ ПОЛЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ С ПЕРЕМЕННЫМ ВНУТРЕННИМ ДИАМЕТРОМ правляющих кареток и ухудшает качество изделий (повышается разностанность, разброс допусков по наружному диаметру). Применение рычажной системы из-за ее нежесткости вносит дополнительные трудности в расположе ние внутреннего профиля: рычажная система занимает значительную площад около стана, кроме того при переходе на другой типоразмер изделий необход мо менять упоры на рейке, что вызыва ет дополнительные простои стана и сн жает его производительность. Также недостатком стана является то, что оправку в процессе прокатки не представляется возможным перемещать относительно заготовки, что сужает технологические возможности с на. Цель изобретения - повышение точности изделий и увеличение производи тельности стана при прокатке различного сортамента. Поставленная цель достигается тем что механизм синхронного перемещения заготовки и оправки выполнен в виде двух связанных между собой приводных пар винт-гайка, одна из которых установлена в тянущей каретке, а вторая - в каретке оправки. Гайка, установленная в тянущей ка ретке, закреплена неподвижно, а гайка, установленная в каретке оправки, закреплена подвижно н снабжена дополнительным приводом. Кроме того, гайки, установленные в тянущей каретке и в каретке оправки, закреплены неподвижно. Такое конструктивное выполнение стана поперечной прокатки полых профильных изделий с переменным внутрен ним диаметром позволяет повысить точ ность прокатываемых труб за счет жесткой синхронизации перемещения кареток оправки и заготовки при помо щи винтовых пар и сократить время его простоев при переходе с одного типоразмера изделий на другой за сче специального конструктивного выполнения узла оправки. Одновременно повышается производительность стана, так как в процессе прокатки изделия имеется возможность перемещения опра ки относительно заготовки, требует времени на переустановку оправки в исходное положение после прокатки одного изделия. На фиг. 1 изображен предлагаемый (исходное положение механизмов с механизмом синхронного перемещения оправки и заготовки в виде общего винта и двух гаек; на фиг. 2 положение механизмов стана после про катки одного изделия; на фиг. 3 стан с механизмом синхронного переме щения оправки и заготовки в виде дву приводных винтов, соединенных между собой расцепной муфтой. При зтом на фиг. 1 и 2 представлена конструкция стана поперечной прокатки, в котором гайка, установленная в тянущей каретке оправки, закреплена неподвижно, а.гайка, установленная в каретке оправки, закреплена подвижно и снабжена дополнительным приводом. На фиг. 3 представлена конструк.ция стана поперечной прокатки, в котором гайки, установленные в тянущей каретке и в каретке оправки, закреплены неподвижно. Стан поперечной прокатки полых профильных, изделий с переменным внутренним диаметром содержит клеть 1 с рабочими валками 2, оправку 3, закрепленную в каретке 4, имеющей мезанизм 5 ее осевого перемещения, механизм б осевого перемещения заготовки, имеющий тянущую каретку 7 с патроном 8, и механизм 9 синхронного перемещения оправки и заготовки, который может быть выполнен в виде общего винта10 с приводом 11 и совмещен с механизмом 6 осевого перемещения заготовки. На винте 10 установлены гайка 12 неподвижно закрепленная в тянущей каретке 7, и подвижно закрепленная гайка 13 с дополнительным приводом 14 и тормозом 15. Гайка 13 расположена перед кареткой 4 оправки и поджимается к каретке 4 механизмом 5. Вращение гайке 13 передается с вала 16. К тянущей каретке 7 подведен привод 17 вращения заготовки 18. Механизм 9 синхронного перемещения оправки и заготовки может быть выполнен в виде двух приводных винтов 19 и 20 (с приводами 11 и 21), соединенных расцепной муфтой 22 с приводом 23 и взаимодействующих с неподвижно закрепленными гайками 12 и 24, смонтированных в тянущей каретке 7 и в каретке оправки 4. В исходном положении механизмы стана установлены следующим образом. Оправка 3 с кареткой 4 и подвижно закрепленная гайка 13 находятся в крайнем правом положении, при этом подвижна гайка 13 поджата механизмом 5 к каретке 4. Привод 14 подвижной гайки 13 заторможен тормозом 15, а механизм 5 осевого перемещения оправки 3 и каретки 4 включен на рабочую подачу. Валки 2 в рабочей клети 1 установлены на базовый размер. Механизм 6 осевого перемещения заготовки с тянущей кареткой 7 патроном 8 осуществляет захват заготовки. Привод 11 механизма синхронного перемещения оправки и заготовки выключен. Привод 17 вращения заготовки также выключен. Стан поперечной прокатки можот осуществлять прокатку полых проЛи.пьных изделий по двум cxoMcu-i.
По первой схеме стан работает следующим образом.
После включения привода 17 вращения заготовки 18 и сведения валков 2 на необходимый диаметр, включается привод 11 тянущей каретки 7, явля-ющийся одновременно приводом механизма 9 синхронного перемещения опраки 3 с кареткой 4 и заготовки 18 с тнущей кареткой 7 и патроном 8. Приводом 11 вращается винт 10, при. этом синхронно перемещаются неподвижная гайка 12 к подвижная гайка 13, и, следовательно, тянущая каретка 7, в которой закреплена гайка 12, и каретка 4, которая постоянно поджимается приводом 5 оправки 3 к поворотной гайке 13.
После прокатки одного изделия опрка 3 вместе .с кареткой 4 перемещается приводом в исходное положение. Одновременно подвижная гайка 13 возвращается приводом 14 в крайнее правое положение, при этом тормоз 15 расторможен. Привод 11 в это время остановлен и каретка 7 с патроном 8 также не имеют осевого перемещения После установки оправки 3 в исходное положение включается привод 11 и аналогичным образом процесс прокатки повторяется.
По второй схеме стан работает еледующим образом.
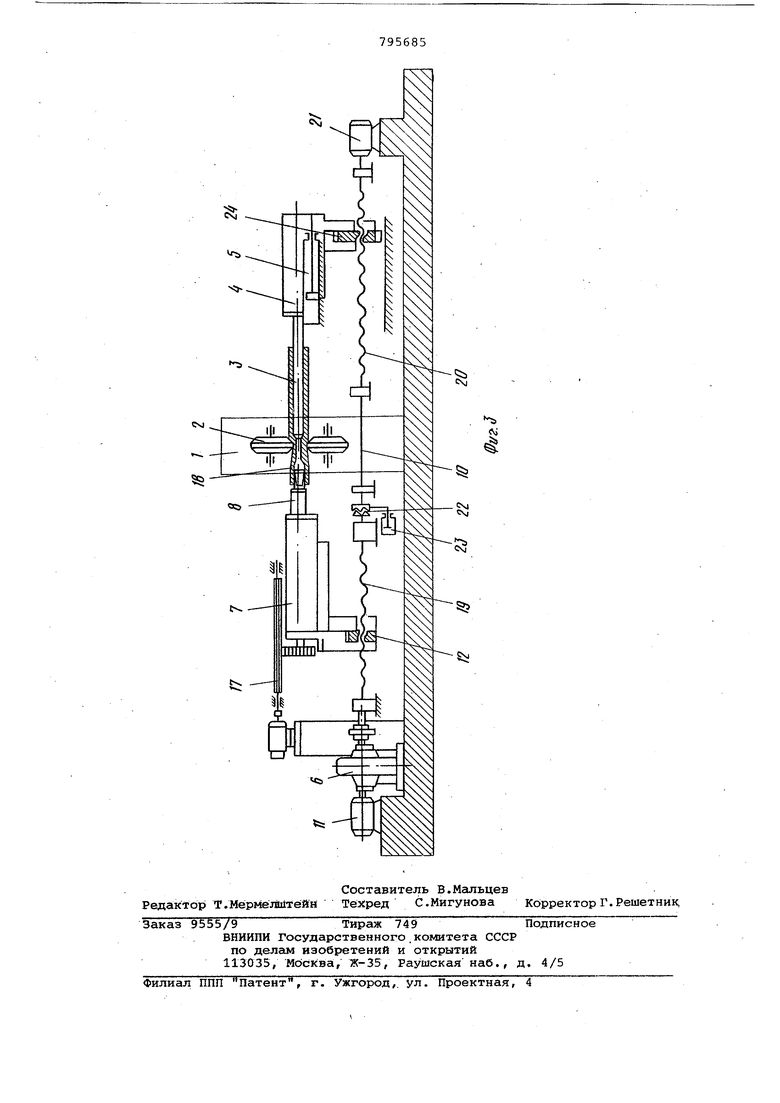
В начальный период оправка 3 вместе с кареткой 4 приводом 5 nepeMeiiaется синхронно с тянущей кареткой 7. После прокатки некоторой длины заготовки тянущая каретка 7 продолжает перемещаться приводом 11 и валки 2 продолжают прокатку изделия,а оправка 3 вместе с кареткой 4 с помощью подвижной гайки 13 от привода 14 перемещается относительно заготовки на зад к исходному положению. В приводе 5 в это время снято давление и одна из полостей соединена со сливом. Таким образом осуществляется совмещение прокатки одного изделия с перемещением оправки в исходное положение После прокатки одного изделия тормоз 15 затормаживается и аналогично начинается процесс прокатки следующего изделия.Б случае выполнения механизма синхронного перемещения оправки и заготовки в виде двух приводных винтов, соединенных расцепной муфтой и взаимодействующих с неподвижнь1ми гайками, стан работает следующим образом.
После включения привода 17 вращения заготовки 18 и сведения валков на необходимый диаметр включается привод 11 тянущей каретки 7. Муфта 22 в этот момент сцеплена приводом 23 и вращение от привода 11
передается, винту 20, посредством которого и неподвижной гайки 24 каретка 4 оправки перемещается синхронно с тянущей кареткой 7. Привод 5 каретки оправки в этом случае служит для выборки зазоров между гайкой 24 и винтом 20.
После прокатки одного изделия привод 11 останавливается, вместе с ним останавливается винт 19 и гайка 12. Муфта 22 расцепляется приводом 23 и каретка 4 с оправкой 3 возвращается приводом 21 посредством винта 20 и гайки 24 в исходное положение. Муфта 22 может расцепляться и в процессе прокатки. Тогда тянущая каретка 7 продолжает перемещение в направлении прокатки, а каретка 4 оправки приводом 21 перемещает оправку 3 относительно заготовки 18. Движение оправки 3 происходит до установки ее в исходное положение. Далее цикл повторяется.
Формула изобретения
1.Стан поперечной прокатки полых профильных изделий с переменньом внутренним диаметром, содержаний клеть
с рабочими валками, оправку, закрепленную в каретке, с механизмом ее осевого перемещения, механизм осевого перемещения заготовки, имеющий тянущую каретку, и механизм синхронного перемещения оправки и заготовки, отличающийся тем, что, .с целью повышения точности изделий и увеличения производительности стана при прокатке различного сортамента, механизм синхронного перемещения заготовки и оправки выполнен в виде двух связанных между со-бой приводных пар винт-гайка, одна из которых установлена в тянущей каретке, а вторая - в каретке оправки.
2.Стан по п. 1, отличающийся тем, что гайка, установленая в тянущей каретке, закреплена неподвижно, а -гайка, установленная
в каретке оправки, закреплена подвижно и снабжена дополнительным приводом.
3.Стан по п. 1, отличающ- и и с я тем, что гайки, установленные в тянущей каретке и в каретке оправки, закреплены неподвижно.
Источники информации, принятые во внимание при экспертизе
1.Сухарев А.И. Новый стан холодной поперечной прокатки труб Технология легких сплавов, 1975, № 10, с. 33-35.
2.Авторское свидетельство СССР
565763, кл. В 21 Н 8/00, 20.11.75.
u
ITS


| название | год | авторы | номер документа |
|---|---|---|---|
| Стан поперечной прокатки полыхпРОфильНыХ издЕлий | 1979 |
|
SU841754A1 |
| Механизм подачи прокатного стана | 1986 |
|
SU1342553A1 |
| Стан поперечной прокатки полых профильных изделий | 1985 |
|
SU1319948A1 |
| Стан для поперечной прокатки полых профильных изделий с выступами по внутреннему диаметру | 1975 |
|
SU565763A1 |
| Стан для поперечной прокатки полых изделий периодического профиля | 1977 |
|
SU743762A1 |
| Стан для поперечной прокатки полых профильных изделий с выступами по внутреннему диаметру | 1977 |
|
SU617146A2 |
| Стан пилигримовой прокатки труб | 1977 |
|
SU740319A1 |
| Устройство для установки оправочного стержня | 1977 |
|
SU707625A1 |
| Стан поперечно-винтовой прокатки профильных изделий | 1987 |
|
SU1586836A2 |
| Стан поперечной прокатки | 1983 |
|
SU1088821A1 |