Изобретение относится к обработке металлов давлением, в частности к устройствам для гибки из листового мталла конических деталей.
Целью изобретения является повышение производительности и расширение технологических возможностей за счет обеспечения нескольких обечаек за один переход и гибки длинномерных заготовок.
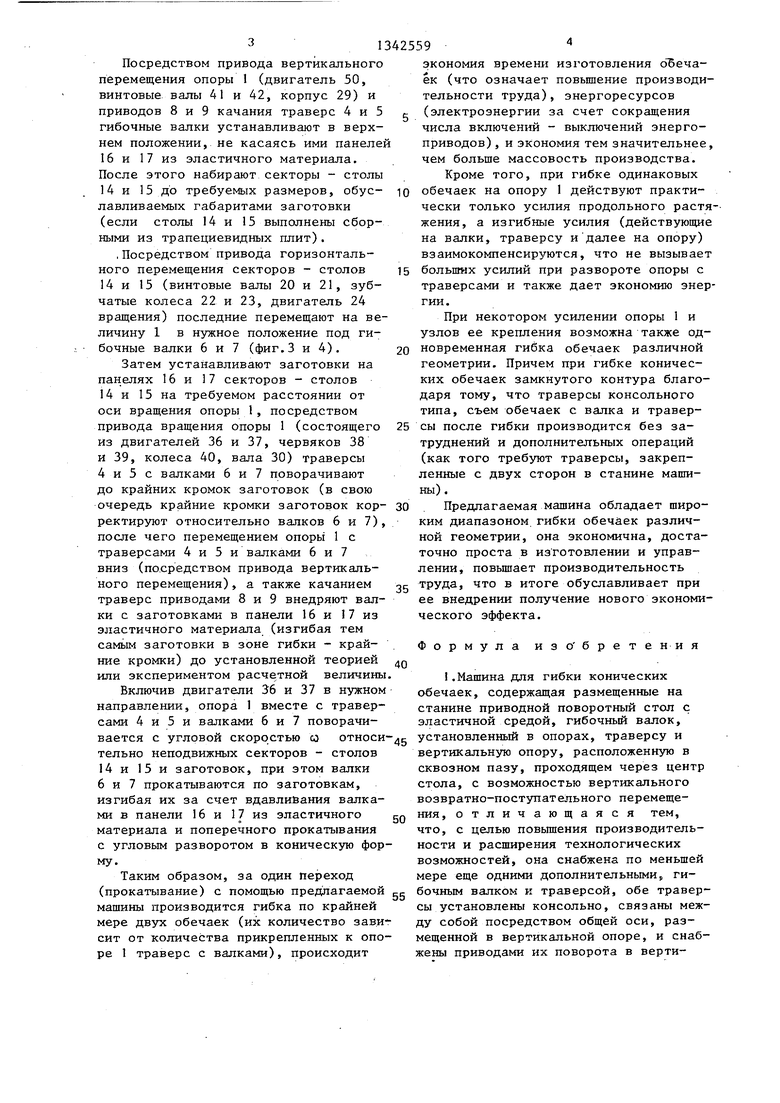
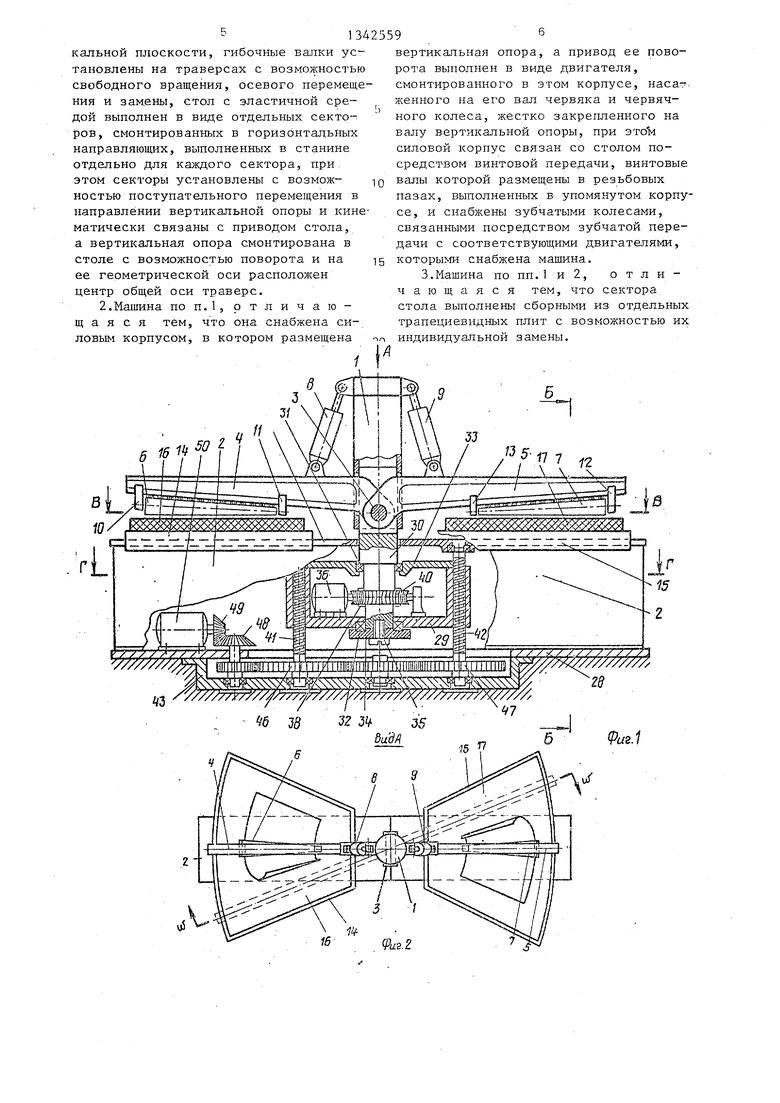
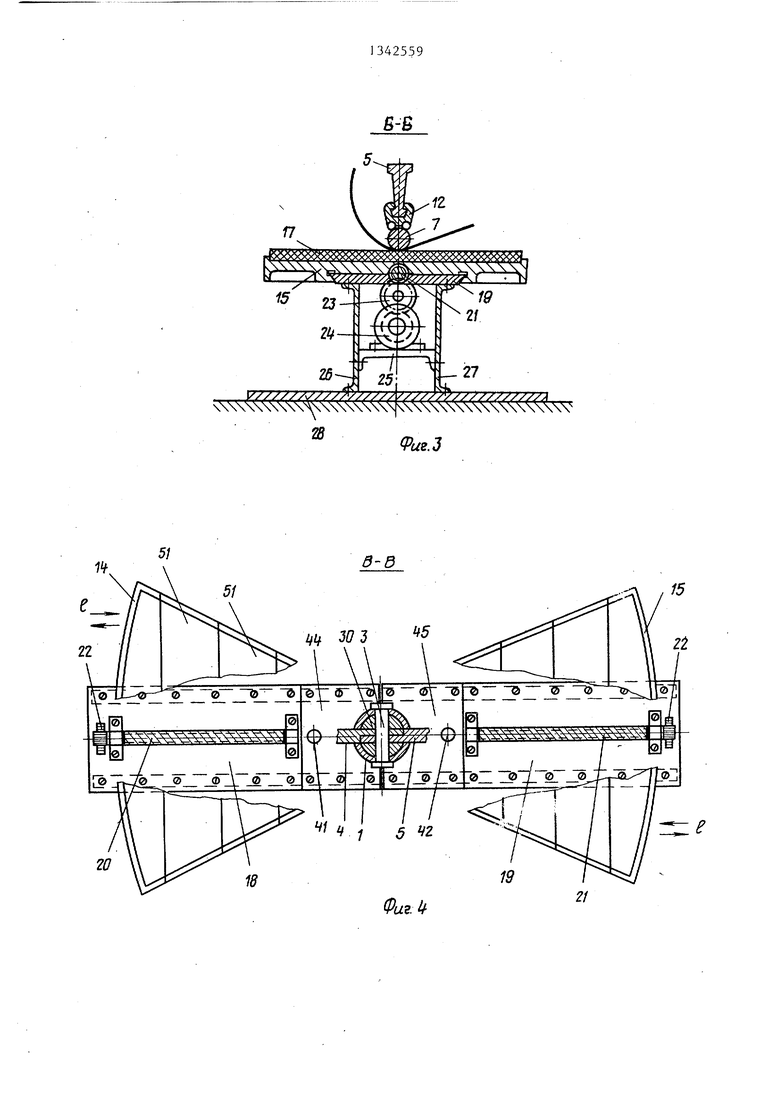
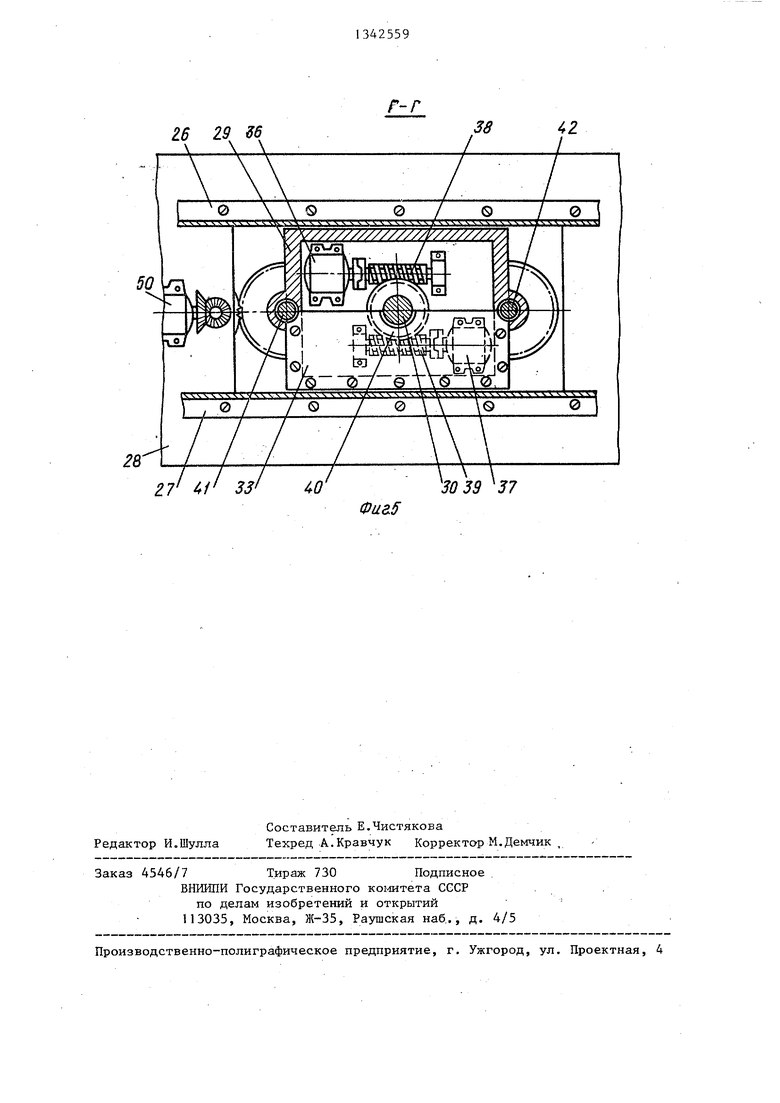
На фиг.1 изображена предлагаемая машина, общий вид; на фиг.2 - вид А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез Б-В на фиг. на фиг. 5 - разрез Г-Г на фиг.1.
Опора 1 установлена вертикально в центре сборной станины 2 машины с возможностью вращения и продольного перемещения относительно своей оси посредством приводов. К опоре 1 прикреплены с разных сторон посредство пальца 3 консольные траверсы 4 и 5 с установленными на них гибочными валками. 6 и 7 соответственно. Дня возможности управления качания траверс 4 и 5 относительно оси пальца 3 в их вертикальных плоскостях и жесткой фиксации положения траверс они дополнительно связаны с опорой 1 посредством автономных приводов 8 и 9. Балки 6 и 7 установлены на траверсах 4 и 5 в перенастраиваемых опорах 10, 11 и 12, 13 соответственно для возможности оперативной смены валков и поднастройки положения валков вдоль пролета траверс, что необ- . ходимо для обеспечения гибки деталей широкой номенклатуры.
Стол с эластичной средой выполнен в виде отдельных секторов - столов 14 и 15 с панелями 16 и 17 из эластичного материала.Секторы - столы
14 и 15 смонтированы на сборной ста- 45 видных плит 51 с возможностью автономнине 2 в горизонтальных направляющих 18 и 19 с возможностью поступательного перемещения в сторону опоры 1 и от нее посредством, например, привода винт (валы 20 и 21) - гайка (от- йетная винтовая резьба нанесена в самих секторах - столах 14 и 15 тем или иным конструктивным приемом). Балы 20 и 21 каждьй связаны посредством набора зубчатых колёс 22 и 23 (фиг.З и 4) со своим двигателем 24 вращения, установленном в опорной, станине 2 на промежуточных основаниях 25.
ного снятия или замены их на другие.
Машина работает следующим образом.
Для гибки обечаек с требуемым углом конусности и данной длиной по на- 50 пра ляющей сначала подбирают гибочные валки 6 и 7 требуемой геометрии - необходимыми длиной и диаметрами в корневой .и концевой частях (посредством теории или эксперимента).Балки 6 и 7. устанавливаются на траверсах 4 и 5 в опорах 10-13, при этом регулируют положение валков по пролету траверс так, чтобы вершины концов валков совпали с осью опоры 1.
55
Сборная станина 2 может быть выполнена из силовых швеллеров 26 и 27, жестко смонтированных на основании 28, при этом горизонтальные на
правляющие 18 и 19 и промежуточные основания 25 жестко прикреплены к швеллерам 26 и 27.
Вертикальная опора 1 может быть
установлена в силовом корпусе 29
посредством монтирования нижней части опоры, выполненной в виде силового вала 30 в подшипниках 31 и 32, жестко установленных в корпусе 29,
подшипник 31 - в сборную крышку 33 корпуса 29, торцовый подшипник 32 - с помощью диска 34, поджатого к подшипнику 32 винтом 35. Б корпусе 29 смонтированы двигатели 36 и 37 вращения, связанные с червяками 38 и 39, которые зацеплены с червячным колесом 40, жестко насаженным на силовой вал 30.
При этом силовой корпус 29 установлен на ..вертикальных винтовых валах 41 и 42 посредством сделанной в корпусе 29 ответной винтовой резьбы.- Балы 41 и 42 установлены в подшипниках в сборной станине 2 машины (причем подшипники смонтированы для нижних концов валов 41 и 42 в поддоне 43, для верхних концов валов - в съемных Плитах 44 и 45, жестко прикрепленных к швеллерам 26 и 27).
На нижние конць валов 41 и 42
жестко насажены зубчатые колеса 46 и 47, которые связаны посредством промежуточных зубчатых колес с двига- телем 50 вращения. Для расширения технологических возможностей машины сектора - столы 14 и 15 и их эластичные панели 16 и 17 могут быть вьтол- нены сборными из отдельных трапецие.ного снятия или замены их на другие.
Машина работает следующим образом.
Для гибки обечаек с требуемым углом конусности и данной длиной по на- 0 пра ляющей сначала подбирают гибочные валки 6 и 7 требуемой геометрии - необходимыми длиной и диаметрами в корневой .и концевой частях (посредством теории или эксперимента).Балки 6 и 7. устанавливаются на траверсах 4 и 5 в опорах 10-13, при этом регулируют положение валков по пролету траверс так, чтобы вершины концов валков совпали с осью опоры 1.
5
Посредством привода вертикального перемещения опоры 1 (двигатель 50, винтовые валы 41 и 42, корпус 29) и приводов 8 и 9 качания траверс 4 и 5 гибочные валки устанавливают в верхнем положении, не касаясь ими панеле 16 и 17 из эластичного материала. После этого набирают секторы - столы 14 и 15 до требуемых размеров, обуславливаемых габаритами заготовки (если столы 14 и 15 выполнены сборными из трапециевидных плит).
,Посредством привода горизонтального перемещения секторов - столов 14 и 15 (винтовые валы 20 и 21, зубчатые колеса 22 и 23, двигатель 24 вращения) последние перемещают на величину 1 в нужное положение под гибочные валки 6 и 7 (фиг.З и 4).
Затем устанавливают заготовки на панелях 16 и 17 секторов - столов 14 и 15 на требуемом расстоянии от оси вращения опоры 1, посредством привода вращения опоры 1 (состоящего из двигателей 36 и 37, червяков 38 и 39, колеса 40, вала 30) траверсы 4 и 5 с валками 6 и 7 поворачивают до крайних кромок заготовок (в свою очередь крайние кромки заготовок корректируют относительно валков 6 и 7), после чего перемещением опоры 1 с траверсами 4 и 5 и валками 6 и 7 вниз (по.средством привода вертикального перемещения), а также качанием траверс приводами 8 и 9 внедряют валки с заготовками в панели 16 и 17 из эластичного материала (изгибая тем самь1м заготовки в зоне гибки - крайние кромки) до установленной теорией или экспериментом расчетной величины
Включив двигатели 36 и 37 в нужном направлении, опора 1 вместе с траверсами 4 и 5 и валками 6 и 7 поворачивается с угловой скоростью со относительно неподвижных секторов - столов 14 и 15 и заготовок, при этом валки 6 и 7 прокатываются по заготовкам, изгибая их за счет вдавливания валками в панели 16 и 17 из эластичного материала и поперечного прокатывания с угловым разворотом в коническую форму.
Таким образом, за один переход
(прокатывание) с помощью предлагаемой gg бочньм валком и траверсой, обе травермашины производится гибка по крайней мере двух обечаек (их количество зависит от количества прикрепленных к опоре 1 траверс с валками), происходит
сы установлены консольно, связаны между собой посредством общей оси, размещенной в вертикальной опоре, и снабжены приводами их поворота в верти0
экономия времени изготовления о Веча- ек (что означает повышение производительности труда), энергоресурсов (электроэнергии за счет сокращения числа включений - выключений энергоприводов) , и экономия тем значительнее, чем больше массовость производства. Кроме того, при гибке одинаковых обечаек на опору 1 действуют практически только усилия продольного растяжения, а изгибные усилия (действующие на валки, траверсу и далее на опору) взаимокомпенсируются, что не вызывает
5 больших усилий при развороте опоры с траверсами и также дает экономию энергии.
При некотором усилении опоры 1 и узлов ее крепления возможна также од0 новременная гибка обечаек различной геометрии. Причем при гибке конических обечаек замкнутого контура благодаря тому, что траверсы консольного типа, съем обечаек с валка и травер5 сы после гибки производится без затруднений и дополнительных операций (как того требуют траверсы, закрепленные с двух сторон в станине машины) .
Предлагаемая машина обладает широким диапазоном гибки обечаек различной геометрии, она экономична, достаточно проста в из готовлении и управлении, повьшгает производительность труда, что в итоге обуславливает при ее внедрении получение нового экономического эффекта.
0
5
Формула изо бретения
40
1.Машина для гибки конических обечаек, содержащая размещенные на станине приводной поворотный стол с эластичной средой, гибочный валок, с установленный в опорах, траверсу и вертикальную опору, расположенную в сквозном пазу, проходящем через центр стола, с возможностью вертикального возвратно-поступательного перемещения, отличающаяся тем, что, с целью повьш1ения производительности и расширения технологических возможностей, она снабжена по меньшей мере еще одними дополнительными, ги0
сы установлены консольно, связаны между собой посредством общей оси, размещенной в вертикальной опоре, и снабжены приводами их поворота в вертикальной плоскости, гибочные валки установлены на траверсах с возможностью свободного вращения, осевого перемещения и зам.ены, стол с эластичной средой выполнен в виде отдельных секторов, смонтированных в горизонтальных направляющих, выполненных в станине отдельно для каждого сектора, при, этом секторы установлены с возможностью поступательного перемещения в направлении вертикальной опоры и кинематически связаны с приводом стола, а вертикальная опора смонтирована в столе с возможностью поворота и на ее геометрической оси расположен центр общей оси траверс.
2.Машина по п.1, отличаю щ а я с я тем, что она снабжена силовым корпусом, в котором размещена on
n
вертикальная опора, а привод ее поворота выполнен в виде двигателя, смонтированного в этом корпусе, наса- женного на его вал червяка и червячного колеса, жестко закрепленного на валу вертикальной опоры, при это м силовой корпус связан со столом посредством винтовой передачи, винтовые
валы которой размещены в резьбовых
пазах, выполненных в упомянутом корпусе, и снабжены зубчатыми колесами, связанными посредством зубчатой передачи с соответствующими двигателями,
5 которыми снабжена машина.
3. Машина по пп.1 и 2, отличающаяся тем, что сектора стола выполнены сборными из отдельных трапециевидных плит с возможностью их индивидуальной замены.
/г
(Риг.З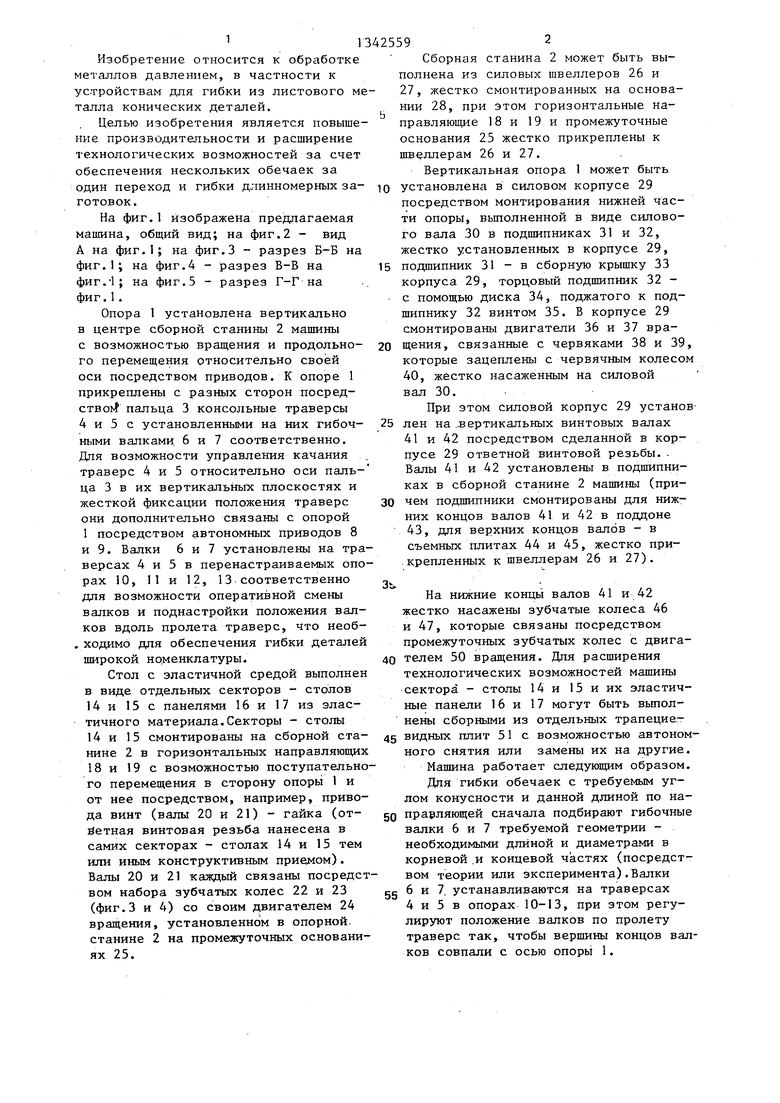
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для гибки конических обечаек | 1986 |
|
SU1444025A1 |
| Машина для гибки трубных панелей | 1983 |
|
SU1172630A1 |
| ВАЛКОВАЯ ГИБОЧНАЯ МАШИНА | 2006 |
|
RU2308340C1 |
| Машина для гибки листов | 1984 |
|
SU1233984A1 |
| ВАЛКОВАЯ ГИБОЧНАЯ МАШИНА | 2000 |
|
RU2220804C2 |
| ВАЛКОВАЯ ГИБОЧНАЯ МАШИНА | 1998 |
|
RU2152836C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ КОНСТРУКЦИЙ ИЗ СТАЛЬНЫХ ЛИСТОВ, ПОВОРОТНО-ГИБОЧНЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ КОНСТРУКЦИЙ ИЗ СТАЛЬНЫХ ЛИСТОВ И МАНИПУЛЯТОР ЛИСТОВ К ГИБОЧНОМУ ПРЕССУ | 1993 |
|
RU2110349C1 |
| Машина для гибки конических обечаек | 1986 |
|
SU1456262A1 |
| Машина для гибки трубных панелей | 1976 |
|
SU654328A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПРОФИЛЕЙ | 2003 |
|
RU2236320C1 |
Изобретение относится к обработг ке металлов давлением, в частности к устройствам для гибки из листового металла конических деталей. Целью изобретения является повьшение производительности и расширение технологических возможностей. Для этого машина выполнена по меньшей мере с двумя гибочными валками с траверсами, закрепленными в общей вертикальной опоре, проходящей через центр поворотного стола с эластичной средой. Стол вьтолнен из отдельных секторов по числу валков, смонтированных на станине в горизонтальных направляющих с воз-, можностью их поступательного перемещения в сторону опоры. Заготовки фасонного контура устанавливают на эластичные панели секторов. Валки ориентируют относительно крайних образующих заготовок и внедряют на определенную глубину вместе с заготовкой в панели. После этого производят обкатку загог товки валками поворотом вертикальной опоры. 2 з.п. ф-лы, 5 ил. (Л со го ел ел 
20
д В
Фиг 4
2,6 29 6
V
38
42
0 Q
llTlliih hД L Л
///////77//7///У/////////.
50
О / Q
0
ji 1 ;) AiA
./Г 1
Q TV(Sr
I
fTf
jv Л- у X у-уу . / О/0
л л
о
28
40
3039 37
Редактор И.Шулла
Составитель Е.Чистякова
Техред А.Кравчук Корректор М.Демчик
Заказ 4546/7Тираж 730Подписное
ВНИИПИ Государственного ког-штета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб.., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
Фаа5
| Устройство для гибки конических обечаек | 1983 |
|
SU1174121A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
