ремещения панели в другой гибочный орган и гибки во втором гибочном органе, что требует дополнительных затрат вспомогательного времени, в результате чего снижается производительность труда.
Кроме того, в результате перестановки панели из одного гибочного органа в другой возможно нарушение геометрических размеров полученных гибов, в результате чего снижается качество гибки.
Целью изобретения является повышение качества гибки и производительности труда.
Для этого предлагаемая машина снабжена дополнительными ползунами и траверсой, свободно закрепленной на цапфах ползунов, лри этом дополнительные ползуны установлены с возможностью перемеш;ения в направляющих траверсы в плоскости, перпендикулярной к плоскости перемешения ползунов, и снабжены механизмом синхронного их перемеш,ения, выполненным в виде закрепленных на дополнительных ползунах одними концами тяг, другие концы которых соединены с приводными цилиндрами, размеш,енными на траверсах, и рычажных систем, а также соединенных с ними зубчатых секторов, входяп1,их в зацепление один с другим и закрепленных на траверсе.
Каждый гибочный узел может быть снабжен жестко укрепленными на валу зубчатыми секторами и взаимодействующими с ними рейками, установленными в обоймах с возможностью перемещения на упомянутом валу.
Кроме того, машина может быть снабжена смонтированными на осях закрепленных на станине, зубчатыми секторами, связанными через рычажные системы с траверсами.
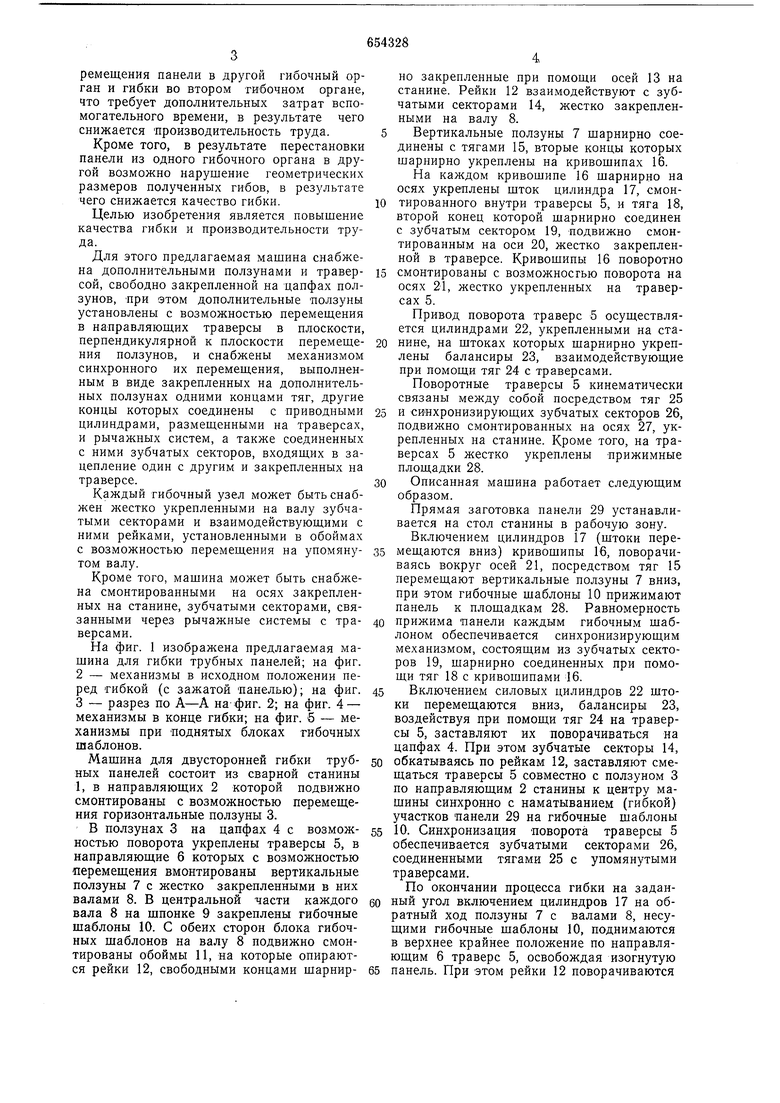
На фиг. 1 изображена предлагаемая мащина для гибки трубных панелей; на фиг.
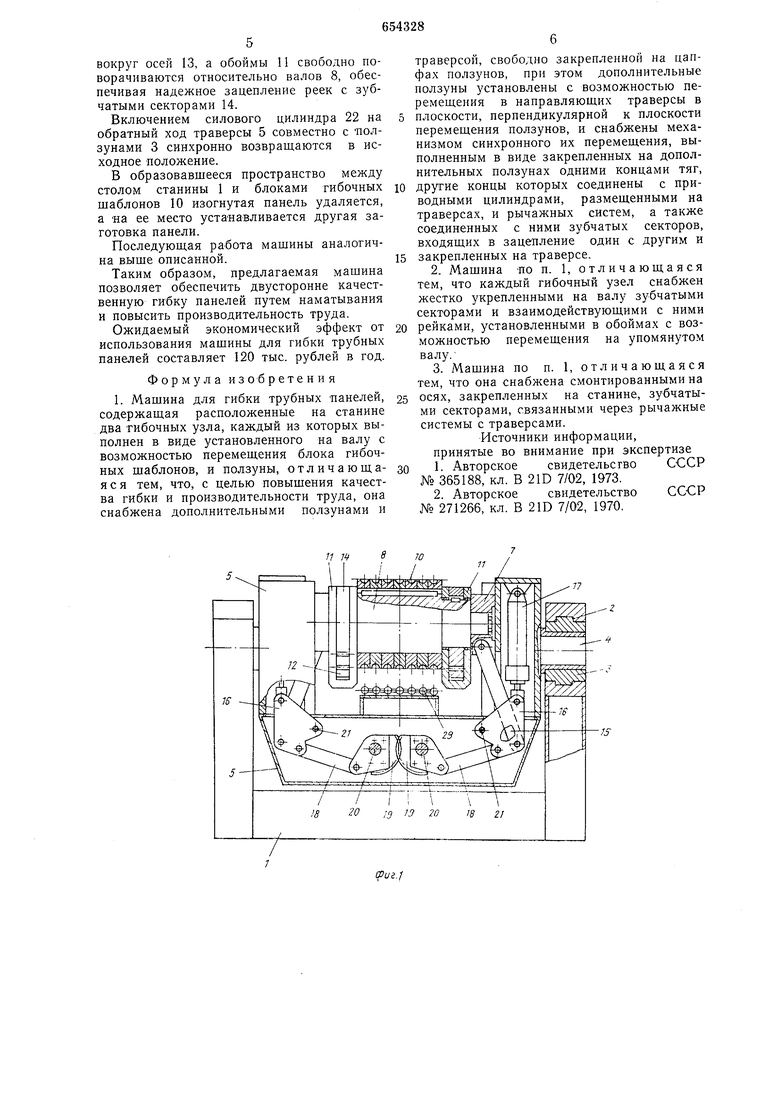
2- механизмы в исходном положении перед гибкой (с зажатой яанелью); на фиг.
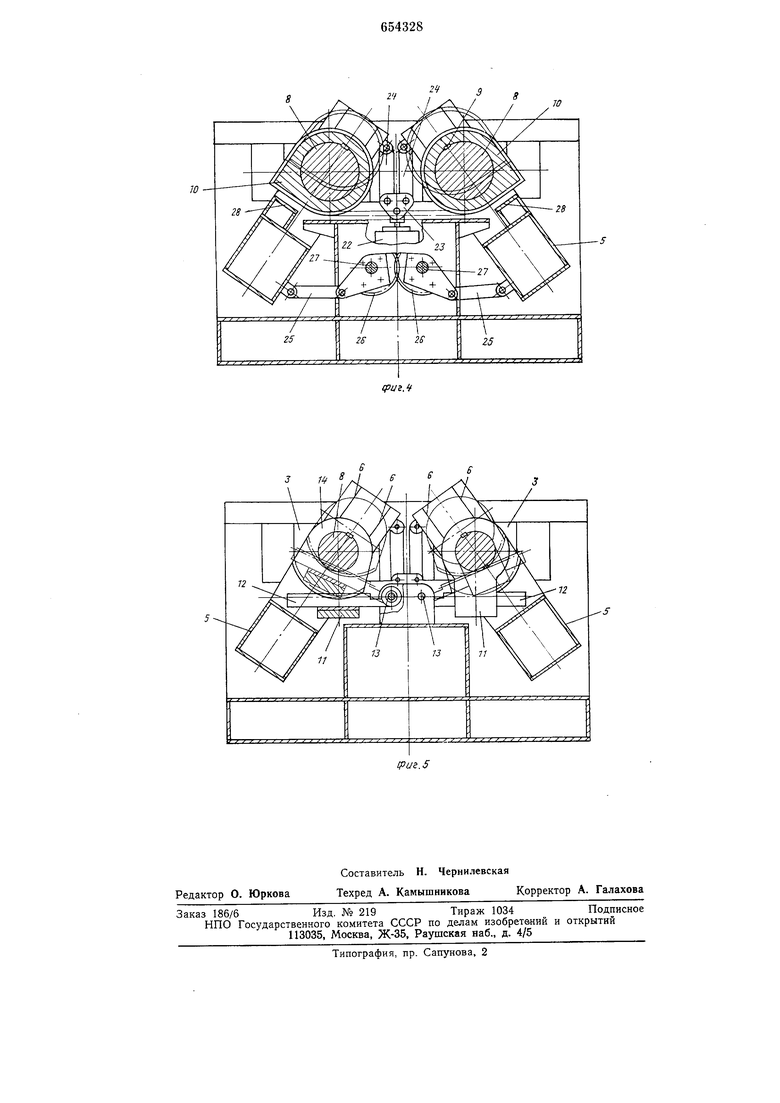
3- разрез по А-А на фиг. 2; на фиг. 4 - механизмы в конце гибки; на фиг. б - механизмы при поднятых блоках гибочных шаблонов.
Машина для двусторонней гибки трубных панелей состоит из сварной станины 1, в направляющих 2 которой подвижно смонтированы с возможностью перемещения горизонтальные ползуны 3.
В ползунах 3 на цапфах 4 с возможностью поворота укреплены траверсы 5, в направляющие 6 которых с возможностью перемещения вмонтированы вертикальные ползуны 7 с жестко закрепленными в них валами 8. В центральной части каждого вала 8 на шпонке 9 закреплены гибочные шаблоны 10. С обеих сторон блока гибочных шаблонов на валу 8 подвижно смонтированы обоймы И, на которые опираются рейки 12, свободными концами шарнирно закрепленные при помощи осей 13 на станине. Рейки 12 взаимодействуют с зубчатыми секторами 14, жестко закрепленными на валу 8.
Вертикальные ползуны 7 шарнирно соединены с тягами 15, вторые концы которых шарнирно укреплены на кривошипах 16.
На каждом кривошипе 16 шарнирно на осях укреплены шток цилиндра 17, смонтированного внутри траверсы 5, и тяга 18, второй конец которой шарнирно соединен с зубчатым сектором 19, подвижно смонтированным на оси 20, жестко закрепленной в траверсе. Кривошипы 16 поворотно
смонтированы с возможносгью поворота на осях 21, жестко укрепленных на траверсах 5.
Привод поворота траверс 5 осуществляется цилиндрами 22, укрепленными на станине, на щтоках которых щарнирно укреплены балансиры 23, взаимодействующие при помощи тяг 24 с траверсами.
Поворотные траверсы 5 кинематически связаны между собой посредством тяг 25
и синхронизирующих зубчатых секторов 26, подвижно смонтированных на осях 27, укрепленных на станине. Кроме того, на траверсах 5 жестко укреплены -прижимные площадки 28.
Описанная машина работает следующим образом.
Прямая заготовка панели 29 устанавливается на стол станины в рабочую зону. Включением цилиндров 17 (штоки перемещаются вниз) кривощипы 16, поворачиваясь вокруг осей 21, посредством тяг 15 перемещают вертикальные ползуны 7 вниз, при этом гибочные шаблоны 10 прижимают панель к площадкам 28. Равномерность
прижима панели каждым гибочным шаблоном обеспечивается синхронизирующим механизмом, состоящим из зубчатых секторов 19, шарнирно соединенных при помощи тяг 18 с кривощипами 16.
Включением силовых цилиндров 22 штоки перемещаются вниз, балансиры 23, воздействуя при помощи тяг 24 на траверсы 5, заставляют их поворачиваться на цапфах 4. При этом зубчатые секторы 14,
обкатываясь по рейкам 12, заставляют смещаться траверсы 5 совместно с ползуном 3 по направляющим 2 станины к центру машины синхронно с наматыванием (гибкой) участков панели 29 на гибочные шаблоны
10. Синхронизация поворота траверсы 5
обеспечивается зубчатыми секторами 26,
соединенными тягами 25 с упомянутыми
траверсами.
По окончании процесса гибки на заданный угол включением цилиндров 17 на обратный ход ползуны 7 с валами 8, несущими гибочные щаблоны 10, поднимаются в верхнее крайнее положение по направляющим 6 траверс 5, освобождая изогнутую
панель. При этом рейки 12 поворачиваются
вокруг осей 13, а обоймы 11 свободно поворачиваются относительно валов 8, обеспечивая надежное зацепление реек с зубчатыми секторами 14.
Включением силового цилиндра 22 на обратный ход траверсы 5 совместно с ползунами 3 синхронно возвращаются в исходное положение.
В образовавшееся пространство между столом станины 1 и блоками гибочных шаблонов 10 изогнутая панель удаляется, а на ее место устанавливается другая заготовка панели.
Последующая работа машины аналогична выше описанной.
Таким образом, предлагаемая машина позволяет обеспечить двусторонне качественную гкбку панелей путем наматывания и повысить производительность труда.
Ожидаемый экономический эффект от использования машины для гибки трубных панелей составляет 120 тыс. рублей в год.
Формула изобретения 1. Машина для гибки трубных панелей, содержащая расположенные на станине два гибочных узла, каждый из которых выполнен в виде установленного на валу с возможностью перемешения блока гибочных шаблонов, и ползуны, отличающаяся тем, что, с целью повышения качества гибки и производительности труда, она снабжена дополнительными ползунами и
// п
раверсой, свободно закрепленной на цапах ползунов, при этом дополнительные олзуны установлены с возможностью перемещения в направляющих траверсы в
плоскости, перпендикулярной к плоскости перемещения ползунов, и снабжены механизмом синхронного их перемещения, выполненным в виде закрепленных на дополнительных ползунах одними концами тяг,
другие концы которых соединены с приводными цилиндрами, размещенными на траверсах, и рычажных систем, а также соединенных с ними зубчатых секторов, входящих в зацепление один с другим и
закрепленных на траверсе.
2.Мащина -по п. 1, отличающаяся тем, что каждый гибочный узел снабжен жестко укрепленными на валу зубчатыми секторами и взаимодействующими с ними
рейками, установленными в обоймах с возможностью перемещения на упомянутом
валу.
3.Мащина по п. 1, отличающаяся тем, что она снабжена смонтированными на
осях, закрепленных на станине, зубчатыми секторами, связанными через рычажные системы с траверсами.
Источники информации, принятые во внимание при экспертизе
1Авторское свидетельство СССР № 365188, кл. В 21D 7/02, 1973.
2Авторское свидетельство LCLl № 271266, кл. В 21D 7/02, 1970.
/7
J
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для гибки трубных панелей | 1979 |
|
SU835563A1 |
| Машина для гибки трубных панелей | 1982 |
|
SU1166858A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ СЛОЖНОЙ ФОРМЫ ИЗ ДЛИННОМЕРНЫХ ТРУБНЫХ ПЛЕТЕЙ И ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2038886C1 |
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Станок для подгибки труб в панелях | 1978 |
|
SU729907A2 |
| Трубогибочный станок | 1976 |
|
SU662196A1 |
| Машина для гибки трубных панелей | 1983 |
|
SU1172630A1 |
| Станок для подгибки труб в панелях | 1973 |
|
SU496941A1 |
| Устройство для изготовления змеевиков | 1982 |
|
SU1160041A1 |
w
