
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления панельных теплообменников | 1986 |
|
SU1342571A1 |
| Способ изготовления панельных теплообменников | 1989 |
|
SU1636098A1 |
| Способ изготовления панельных теплообменников | 1982 |
|
SU1046049A1 |
| Способ изготовления панельных теплообменников | 1986 |
|
SU1411085A1 |
| Способ изготовления штампосварных теплообменников | 1980 |
|
SU967724A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ И ПРОСТРАНСТВЕННЫХ СОТОВЫХ СТРУКТУР И КОНСТРУКЦИЙ НА ИХ ОСНОВЕ | 1996 |
|
RU2126875C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2236319C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ДЛЯ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ | 1995 |
|
RU2083373C1 |
| КАТАЛИТИЧЕСКОЕ СРЕДСТВО ДЛЯ КАТАЛИТИЧЕСКОЙ ОБРАБОТКИ ОТРАБОТАВШЕГО ГАЗА, КАТАЛИЗАТОР И СПОСОБ ПОЛУЧЕНИЯ КАТАЛИТИЧЕСКОГО СРЕДСТВА | 1995 |
|
RU2140817C1 |
| Теплообменный элемент | 1979 |
|
SU909559A1 |
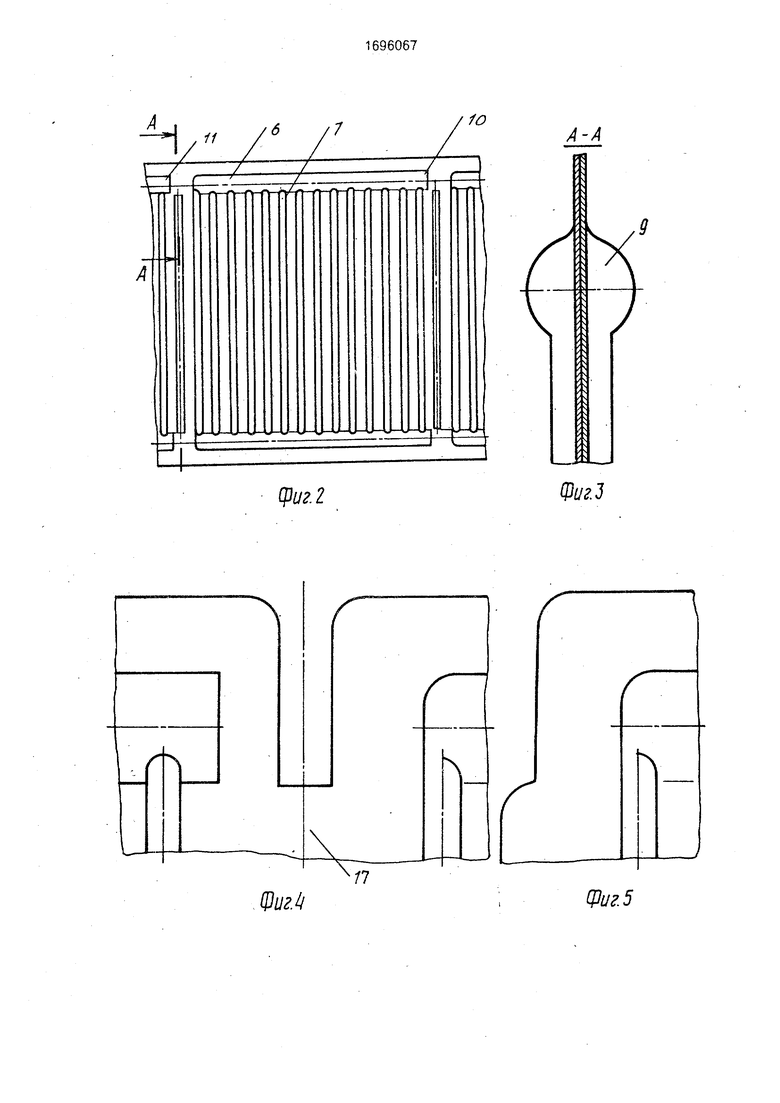

Изобретение относится к обработке металлов давлением и может быть использовано при производстве штампосварных теплообменников. Цель изобретения - повышение качества изделий и снижение трудоемкости. Ленты 1 и 2 с размзтывателя рулонов 3 подают на формующее устройство 5, где на лентах образуют непрерывные продольные и с постоянным шагом поперечные гофры 7. Затем полученные гофрированные полосы подают на устройство 8, где участки продольных гофров с шагом, соответствующим длине теплообменника, разглаживают с образованием торцовых стенок, соответствующих закрытому концу радиатора, и примыкающих к ним плоских участков. Одновременно на противоположных сторонах участков образуют поперечные надрезы продольных гофров. Далее после совмещения полос и контактной сварки заготовку подают на штамповочное устройство 16, где выполняют резы плоских участков между продольными кромками заготовки и поперечным каналом и разглаживают последний, образуя расширенные промежутки, по середине которых с помощью ножьиц 18 отделяют корпуса теплообменников, После сварки поперечных кромок корпусов последние подают на штамповочный пресс для вырубки плоских участков, прилегающих к отверстиям под штуцеры. Затем теплообменники подают на сварочную машину 21, где приваривают штуцера. 6 ил. сл с
фиг. 2
ЩигА
ФмЗ
К
К
X
(Риг. 5
22
U
I
(Риг. 8
| Способ изготовления панельных теплообменников | 1986 |
|
SU1342571A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
