Изобретение относится к обработке металлов давлением и может быть использовано при производстве штампосварных теплообменников, например панельных отопительных радиаторов с вертикальным расположением каналов и торцовым подключением.
Целью изобретения является повышение качества изделий путем исключения возможности разгерметизации после сварки.
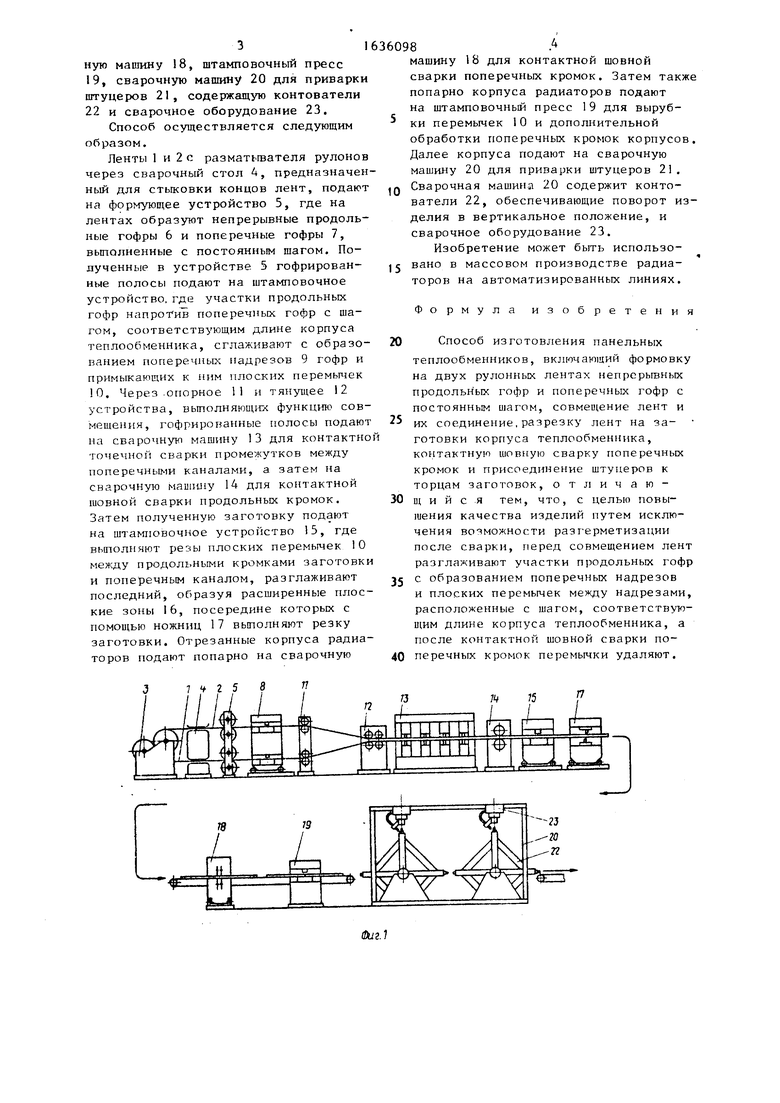
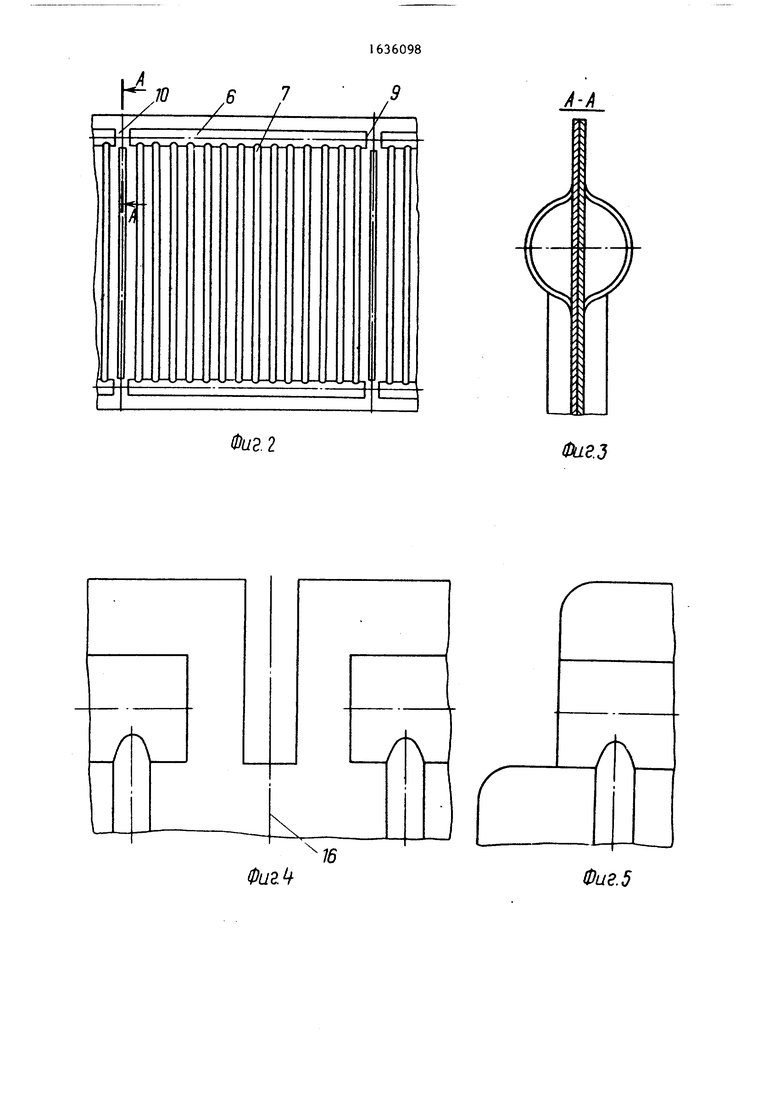
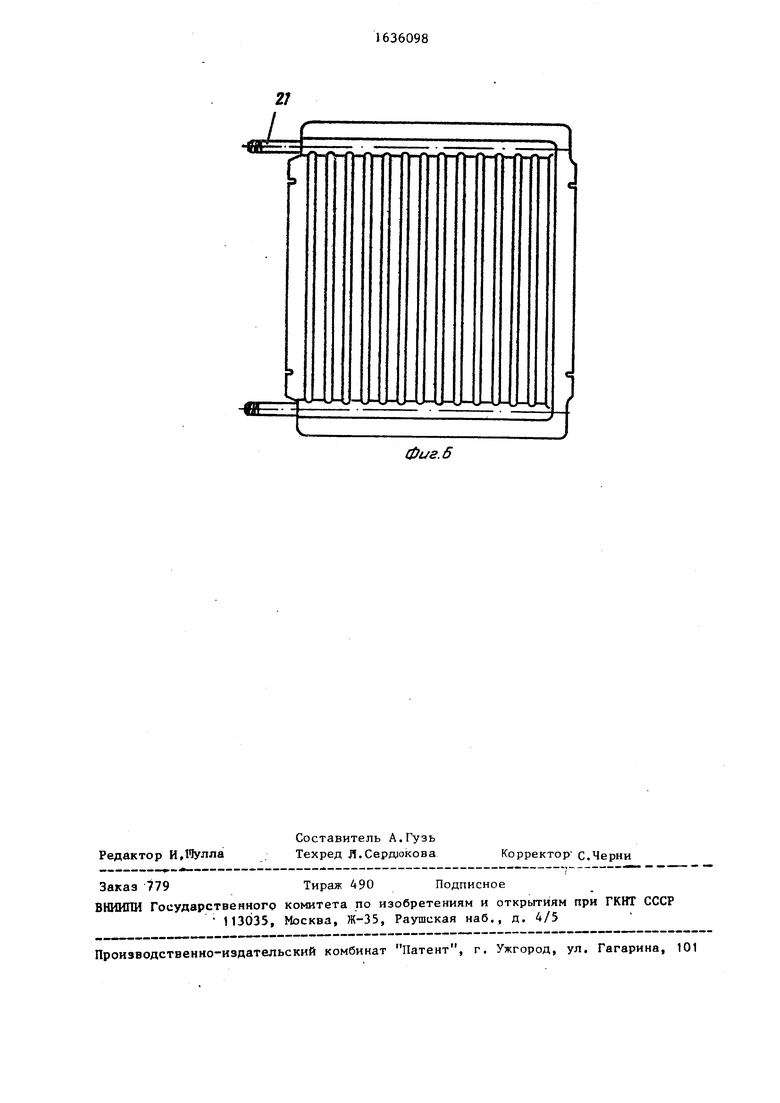
На фиг.1 представлена схема автоматизированной линии изготовления панельных отопительных радиаторов; на фиг.2 - гофрированная полоса с поперечными надрезами гофр и прилегающими к ним перемычками; на фиг.З сечение А-А на фиг.2; на фиг.4 - заготовка с разглаженными поперечными каналами; на фиг.5 - то же, с удаленными перемычками; на фиг.6 - радиатор с приваренными штуцерами.
Способ осуществляется на автоматизированной линии из лент 1 и 2, установленных на разглаживателе 3. Линия содержит сварочный стол 4, устройство 5 для формовки прпдольньк 6 и поперечных 7 гофр, штамп 8 для получения надрезов 9 и плоских перемычек 10, опорное И и тянущее 12 устройства, сварочные машины 13 и 14, штамповочное устройство Iе для резки перемычек 10 и разглаживания плоских зон 16, ножницы 17, овароча
оэ
О
О
со оо
Л
73
J4 75J7
I/ , I ГТ1 | 1
-ф-1 -«- ЬУ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления панельных теплообменников | 1986 |
|
SU1342571A1 |
| Способ изготовления штампосварных теплообменников | 1980 |
|
SU967724A1 |
| Способ изготовления панельных теплообменников | 1986 |
|
SU1411085A1 |
| Способ изготовления панельных теплообменников | 1982 |
|
SU1046049A1 |
| Способ изготовления панельных теплообменников | 1989 |
|
SU1696067A1 |
| Способ изготовления штампосварных емкостей с замкнутым контуром | 1977 |
|
SU715186A1 |
| Способ изготовления панельных теплообменников | 1990 |
|
SU1738543A1 |
| Способ изготовления штампосварных емкостей с замкнутым контуром | 1978 |
|
SU738723A1 |
| Способ присоединения штуцеров к корпусу штампосварных теплообменников | 1980 |
|
SU889338A1 |
| Способ изготовления стальных панельных радиаторов | 1980 |
|
SU965668A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при производстве штампосварных теплообменников. Цель изобретения - повышение качества изделий путем исключения возможности разгерметизации после сварки. На двух рулонных лентах выполняют непрерывные продольные и с постоянным шагом поперечные гофры. Перед совмещением лент разглаживают с образованием поперечных надрезов и плоских перемычек между ними участки продольных гофр на расстоянии длины корпуса теплообменника. После совмещения и соединения лент, разрезки на заготовки корпуса теплообменника и контактной шовной сварки поперечных кромок перемычки удаляют и присоединяют штуцеры к торцам заготовки. Способ позволяет повысить эффективность линий по производству радиаторов с вертикальным расположение-м каналов и торцовым подключением. 6 ил. SS (Л
/
Ј-&. ..Vb ь . ZZ. JjL
-23
U-ю п
и
ю Б 7
/ / /
//
:
/
Фиг 2
/Л
Фиг1
16
9
Фигз
/Л
Фиг. 5
i
фиг. 6
| Способ изготовления панельных теплообменников | 1986 |
|
SU1342571A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
