Изобретение относится к литейному производству и может быть использовано при изотовлении литейных форм и стержней вакуумной формовкой в установках, машинах и линиях.
на стенку 27 присоса 7, находящегося на позиции Х-Х (фиг. 4), Через ваку- умпровод 39, полость 35 и отверстия 31 вакуумируется пространство под листом 8, лист прижимается к присосу под действием атмосферного давления. Аналогичным образом на вспосогатель- ном присосе 18 фиксируется лист 9
Цель из{эбретения - расширение тех- нологическ -1х возможностей.
На фиг. 1 представлена установка для нанесения на модель синтетической ю пленки (толщиной 0,05 мм). Цепь 6, пленки, общий вид; на фиг. 2 - узел. I обкатываясь по звездочкам 4 и 5, пена фиг. 1, сечение; на фиг. 3 -узел II на фиг. 1, с ечение; на фиг . 4 - 10 - стадии работы установки.
Установка содержит приемно-переда- 15 точную рамку 1, установленную перед нагревателями 2, размещенными в теплоизолированном кожухе 3 со стороны рамки 1. Цо обе стороны рамки 1 расположены звездочки 4 и 5, на которых 20 результате через отверстия 30 размещена замкнутая цепь 6. На цепи и 32 вакуумируется пространство под
листом 8; под действием атмосферного давления лист 8 прижимается к рамке 1,
ремещает присос 7 на позицию У-У, присос тянет за собой лист 8, сматывая его С рулона 10.
После остановки присоса 7 вспомогательным присосом 18 (фиг. 5 и 6) производится вакуумирование полостей 34 и 36 рамки 1 и вспомогательного присоса 17 через вакуум-проводы 38,
и вспомогательному присосу 17. По6 смонтирован присос 7 для поочеред- ной подачи листов 8 и 9 пленок разной толщины например, толщина листа 8 равна 0,1 2 мм,а толщина листа 9 равна 25 лость 35 присоса 7 соединяется с ат- 0,5 мм, сматываемых с рулонов 10и 11. мосферой, в результате чего прекращается фиксирование листа 8 на присосе 7. Далее участок 21 листа 8,
Листы 8 и 9 ограничены направляющими 12, 13 и 14, 15. На кожухе 3 размещен
35
возвратно-поступательный привод рам- зафиксированный на рамке 1, подогре- ки 1, выполненный в виде цилиндра 16 зо вается нагревателями 2 до пластичного состояния, одновременно включается режущий элемент 19 путем его подключения к источнику электричества (не показано).
Цилиндр 16 перемещает рамку 1 с nporpeTbLM участком 21 листа 8 к модели 24 (фиг. 7), лист 8 соскальзывает с присоса 7, При этом в часть листа 8, находящуюся между вспомо- гательньь - присосом 17 и рамкой 1, упирается нагретый элемент 19; производится отрезание участка 21 листа 8 (под действием нагретого элемента пленка расплавляется). После при-
(привод присоса не показан).
Цо обе стороны рамки 1.симметрично расположены вспомогательные при- сосы 17 и 18. Ца рамке 1 вдоль ее боковых кр Омок со стороны вспомогательных присосов 17 и 18 смонтировано режущее устройство в виде электрических элементов 20 и 19 сопротивления для отрезания участков 21 и 22 листов 8 и 9 пленки (фиг. 7 и 10).
Церед рамкой 1 размещен модельньй комплект 23 с моделями 24 и 25 личной конфигурации (модель 24 имеет развитую поверхность с многочислен40
ными выступами, модель 25 выполнена g ясима рамки к модели 24 вакуумйруются плоской). В- стенках 26-29 рамки 1, каналы, вьшолненные в модели (не поприсоса 7 и вспосогательных присосов 17 и 18 выполнены отверстия 30-33, выходящие в их полости 34-37, соединенные с вакуумной системой вакуум- проводами 38-41 (вакуумпроводы 38 и 39 выполнены гибкими, вакуумная система не показана).
Установка работает следующим образом.
Модельный комплект 23 устанавливается под рамкой 1, при этом модель 24 обращена в сторону рамки. Лист 8 пленки (толщиной 0,12 мм) укладывается
на стенку 27 присоса 7, находящегося на позиции Х-Х (фиг. 4), Через ваку- умпровод 39, полость 35 и отверстия 31 вакуумируется пространство под листом 8, лист прижимается к присосу под действием атмосферного давления. Аналогичным образом на вспосогатель- ном присосе 18 фиксируется лист 9
пленки (толщиной 0,05 мм). Цепь 6, обкатываясь по звездочкам 4 и 5, пепленки (толщиной 0,05 мм). Цепь 6, обкатываясь по звездочкам 4 и 5, результате через отверстия 30 и 32 вакуумируется пространство под
ремещает присос 7 на позицию У-У, присос тянет за собой лист 8, сматывая его С рулона 10.
После остановки присоса 7 вспомогательным присосом 18 (фиг. 5 и 6) производится вакуумирование полостей 34 и 36 рамки 1 и вспомогательного присоса 17 через вакуум-проводы 38,
и вспомогательному присосу 17. Полость 35 присоса 7 соединяется с ат мосферой, в результате чего прекращается фиксирование листа 8 на присосе 7. Далее участок 21 листа 8,
0
5
казаны) и соединяется с атмосферой полость 34 рамки. В результате отрезанный участок 21 отделяется от рамки и ложится на модель 24, воспроизводя ее конфигурацию, а рамка возвращается в исходное положение. ,Лист 8 остается зафиксированным на вспомогательном присосе 17.
Далее производится нанесение пленки на плоскую модель 25, которая располагается под рамкой 1 (поворачивается модельный комплект 23). Полость 35 присоса 7 вновь .вакуумируется.
3f
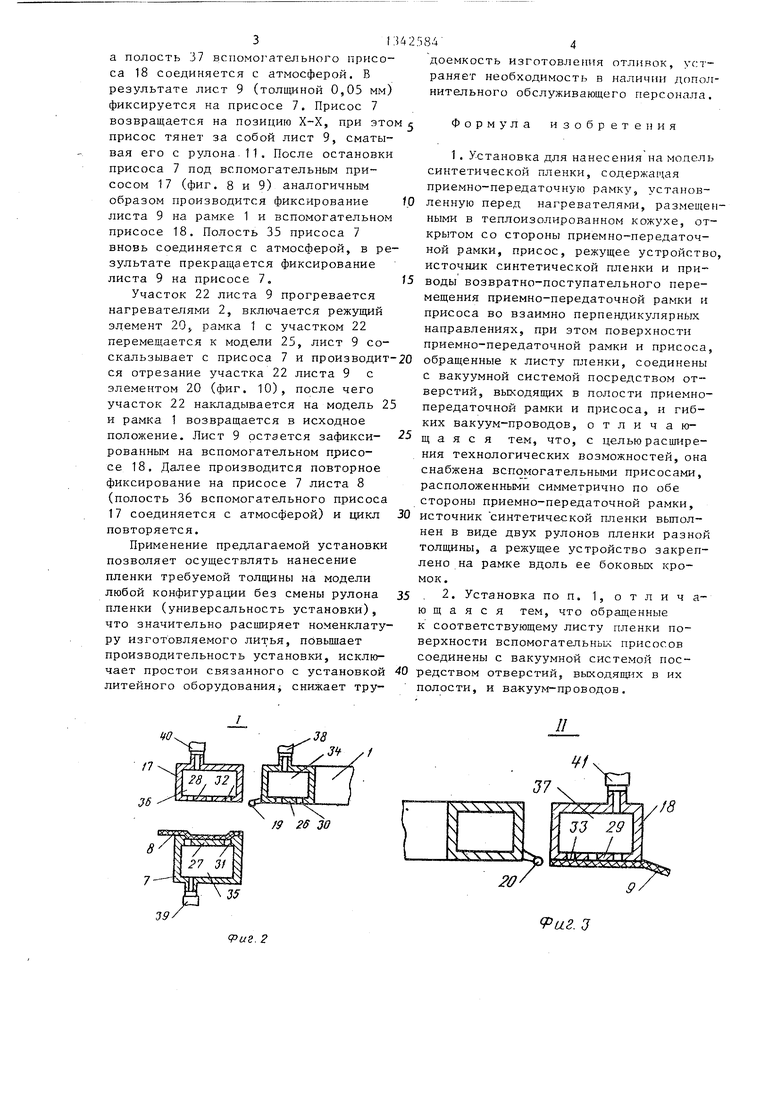
a полость 37 всг1омо1 ательного присоса 18 соединяется с атмосферой. В результате лист 9 (толщиной 0,05 мм) фиксируется на присосе 7. Присос 7 возвращается на позицию Х-Х, при это присос тянет за собой лист 9, сматывая его с рулона 11. После остановки присоса 7 под вспомогательным присосом 17 (фиг. 8 и 9) аналогичным образом производится фиксирование листа 9 на рамке 1 и вспомогательном присосе 18. Полость 35 присоса 7 вновь соединяется с атмосферой, в результате прекращается фиксирование листа 9 на присосе 7.
Участок 22 листа 9 прогревается нагревателями 2, включается режуищй элемент 20 рамка 1 с участком 22 перемещается к модели 25, лист 9 соскальзывает с присоса 7 и производит ся отрезание участка 22 листа 9 с элементом 20 (фиг. 10), после чего участок 22 накладывается на модель 2 и рамка 1 возвращается в исходное положение. Лист 9 остается зафикси- рованным на вспомогательном присосе 18. Далее производится повторное фиксирование на присосе 7 листа 8 (полость 36 вспомогательного присоса 17 соединяется с атмосферой) и цикл повторяется.
Применение предлагаемой установки позволяет осуществлять нанесение пленки требуемой толгцины на модели любой конфигурации без смены рулона пленки (универсальность установки), что значительно расширяет номенклатуру изготовляемого литья, пбвьппает производительность установки, исключает простои связанного с установкой литейного оборудованияj снижает труi8. 44
доемкость изготовления отливок, устраняет необходимость в наличии дополнительного обслуживающего персонала.
Формула изобретения
1 . Установка для нанесения на модель синтетической пленки, содержагцая приемно-передаточную рамку, установленную перед нагревателями, размещеными в теплоизолированном кожухе, открытом со стороны приемно-передаточ- ной рамки, присос, режущее устройств источник синтетической пленки и приводы возвратно-поступательного перемещения приемно-передаточной рамки и присоса во взаимно перпендикулярньтх направлениях, при этом поверхности приемно-передаточной рамки и присоса обращенные к листу пленки, соединены с вакуумной системой посредством отверстий, выходяпщх в полости приемно- передаточной рамки и присоса, и гибких вакуум-проводов, отличающаяся тем, что, с целью расширения технологических возможностей, она снабжена вспомогательными присосами, расположенными симметрично по обе стороны приемно-передаточной рамки, источник синтетической пленки вьшол- нен в виде двух рулонов пленки разной толщины, а режущее устройство закреплено на рамке вдоль ее боковых кромок.
2. Установка по п. 1, отличающаяся тем, что обращенные к соответствующему листу пленки поверхности вспомогательных присосов соединены с вакуумной системой посредством отверстий, выходящих в их полости, и вакуум-проводов.
//
/
/8
Фиг.8
E:I(
fpuz.9
у у
Ш
2
/
Редактор П. Гереши
Составитель А. Юсуфович
Техред И.Попович Корректор М. Максимишинец
4549/8
Тираж 740Подписное
ВНИЙПИ Государственного комитета СССР
по делам изобретений и открытий 13035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг JO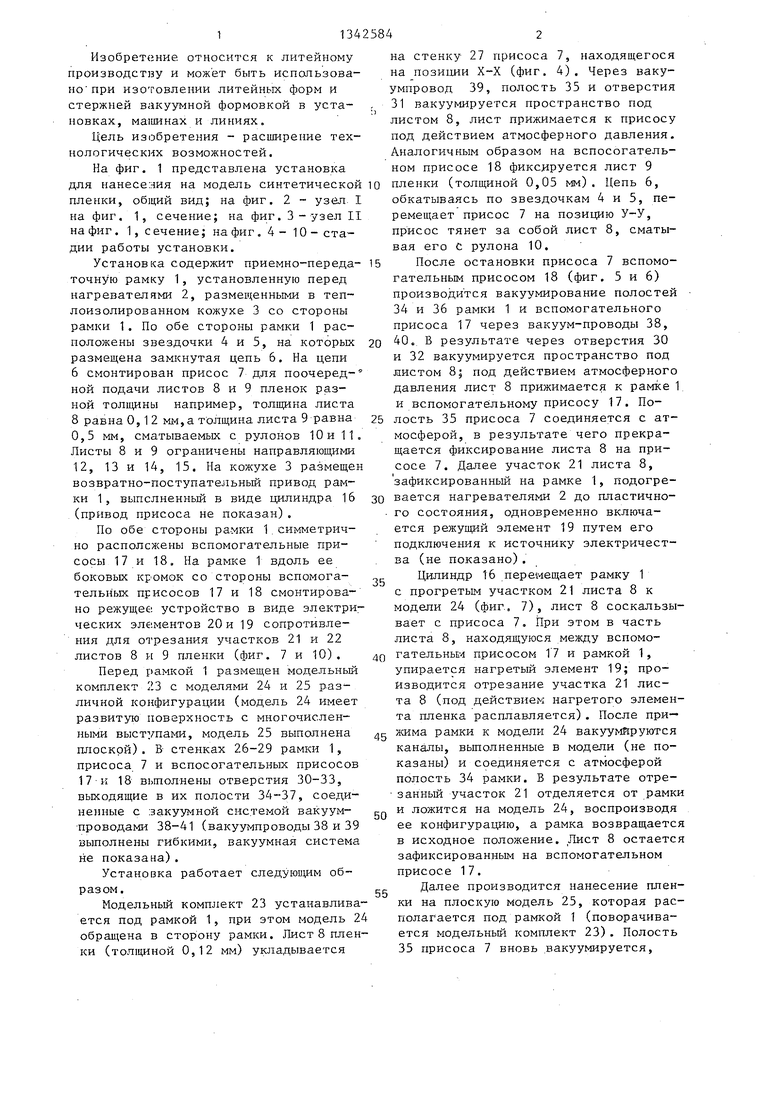
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для облицовки модели пленкой | 1986 |
|
SU1369851A1 |
| Устройство для нанесения на модель синтетической пленки при вакуумной формовке | 1986 |
|
SU1323216A1 |
| Устройство для нанесения синтетической пленки | 1986 |
|
SU1337186A1 |
| Автомат для литья в вакуумно-пленочные формы | 1985 |
|
SU1247151A1 |
| Устройство для нанесения синтетической пленки на литейную форму | 1984 |
|
SU1247150A1 |
| Устройство для нанесения на модель синтетической пленки | 1983 |
|
SU1148692A1 |
| Устройство для подачи пленки на модельный комплект | 1987 |
|
SU1500433A1 |
| УСТАНОВКА ДЛЯ ЛИТЬЯ | 1990 |
|
RU2070469C1 |
| УСТАНОВКА ДЛЯ ЛИТЬЯ | 1990 |
|
RU2070470C1 |
| Устройство для нанесения пленки на модель при вакуумной формовке | 1986 |
|
SU1315109A1 |

Изобретение относится к литейному производству и может быть использовано при изготовлении литейных форм вакуумной формовки. Цель изобретения - расширение технологических возможностей установки для нанесения пленки на модель. Установка содержит приемно-передаточную рамку 1, присос 7, источники синтетической пленки в виде рулонов 10 и 11 с пленками различной толщины, вспомогательные при- сосы 17 и 18. Пленка, фиксируясь присосом 7, перемещается с рулона 10 вдоль рамки 1, затем прижимается к рамке 1 и присосу 17 и накладывается на модель 24, излишек пленки отрезается устройством 19. Затем на присос 7 накладывается пленка с рулона 1 1 и цикл повторяется для модели 25. 1 3.п. ф-лы, 10 ил. Л7
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
| Патент США № 3843301, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
