12471
Изобретение отноносится к литейноу производству и может быть испольовано при изготовлении вакуумно-пле- очных форм преимущественно в установках, машинах и линиях вакуумно- 5 пленочной формовки.
Цель изобретения - увеличение производительности и повьшение надежности в работе.
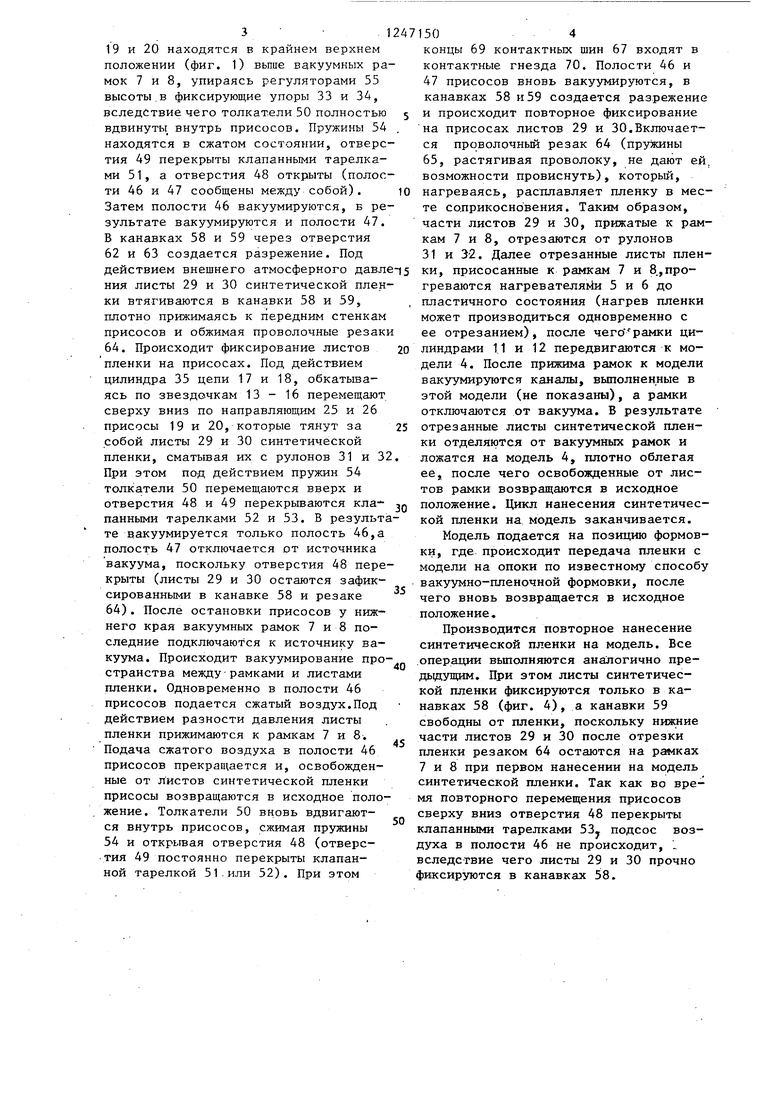
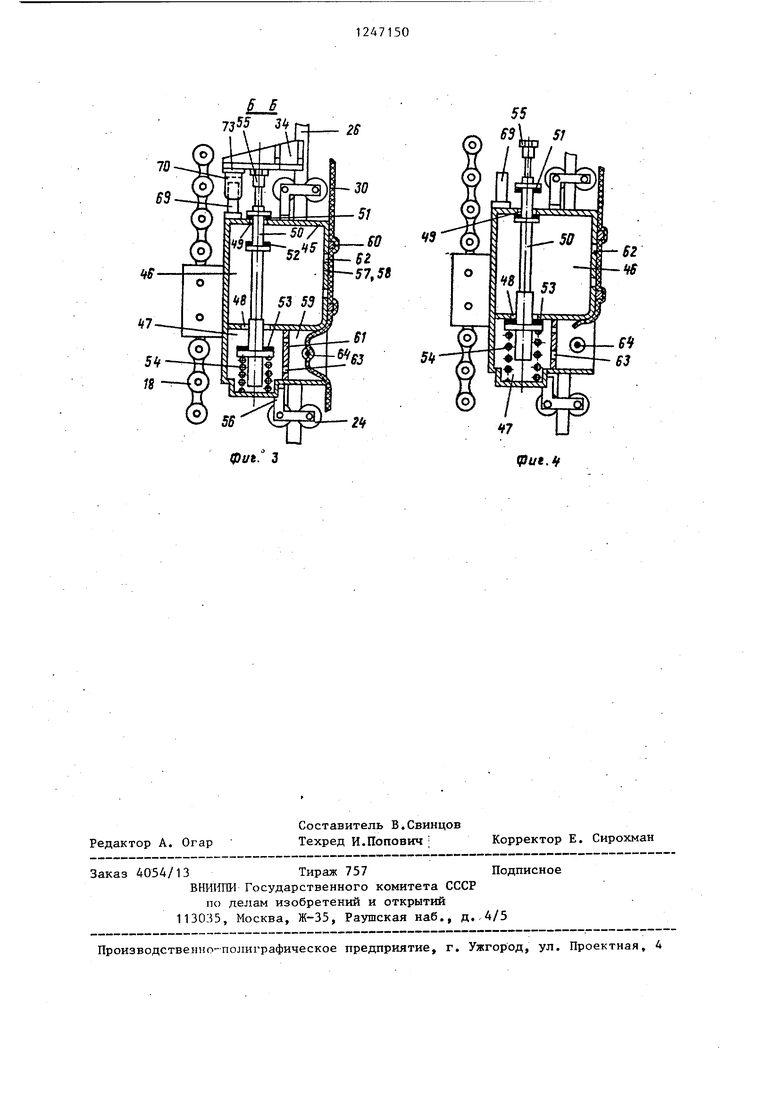
На фиг. 1 представлено устройство 10 для нанесения синтетической пленки, общий вид; на фиг. 2 -.вид по стреле А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - вакуумный присос в момент перемещения с лис- 15 том пленки по направляющим вдоль вакуумной рамки, разрез.
Устройство содержит раму 1, на которой установлены два тешгоизолирую- щих кожуха 2 и 3с открытой передней 20 частью, расположенные симметрично по обе стороны двусторонней модели 4 и обращенные к ней открытой передней частью. Внутри каждого корпуса размещены нагреватели 5 и 6 (например, 25 электрические элементы сопротивления). Перед кожухами со стороны модели установлены в.акуумные рамки 7 и 8 с ваг: куум-проводами 9 и 10. Рамки снабжены возвратно-поступательными приводами, ЗО вьтолненными в виде цилиндров 11 и 12. По обе стороны каждой вакуумной рамки расположены звездочки 13, 14 и 15, 16, по которым обкатываются замкнутые цепи . 1 7 и 18. На замкнутых це- j пях смонтированы присосы 1.9 и 10,снабженные вакуум-проводами 21 и 22. При-- сосы с помощью роликовых пар 23 и 24 установлены на направляющих 25 и 26, закрепленных на осях звездочек 13, 14 ц и 15, 16. Направляющие снабжены ограничителями 27 и 28 листов 29 и 30 синтетической пленки, сматываемых с рулонов 31 и 32. Над присосами установлены фиксирующие упоры 33 и 34. s Привод вакуумных присосов выполнен в виде цилиндра 35, шток которого представляет собой двустороннюю зубчатую рейку 36, обкатывающуюся по шестерням 37 и 38, расположенным по обе стороны рейки в ее нижней части. Соос- но им закреплены звездочки 39 и 40, соединенные цепями 41 и 42 со звездочками 43 и 44, закрепленными соосно звездочкам 13 и 15.
55
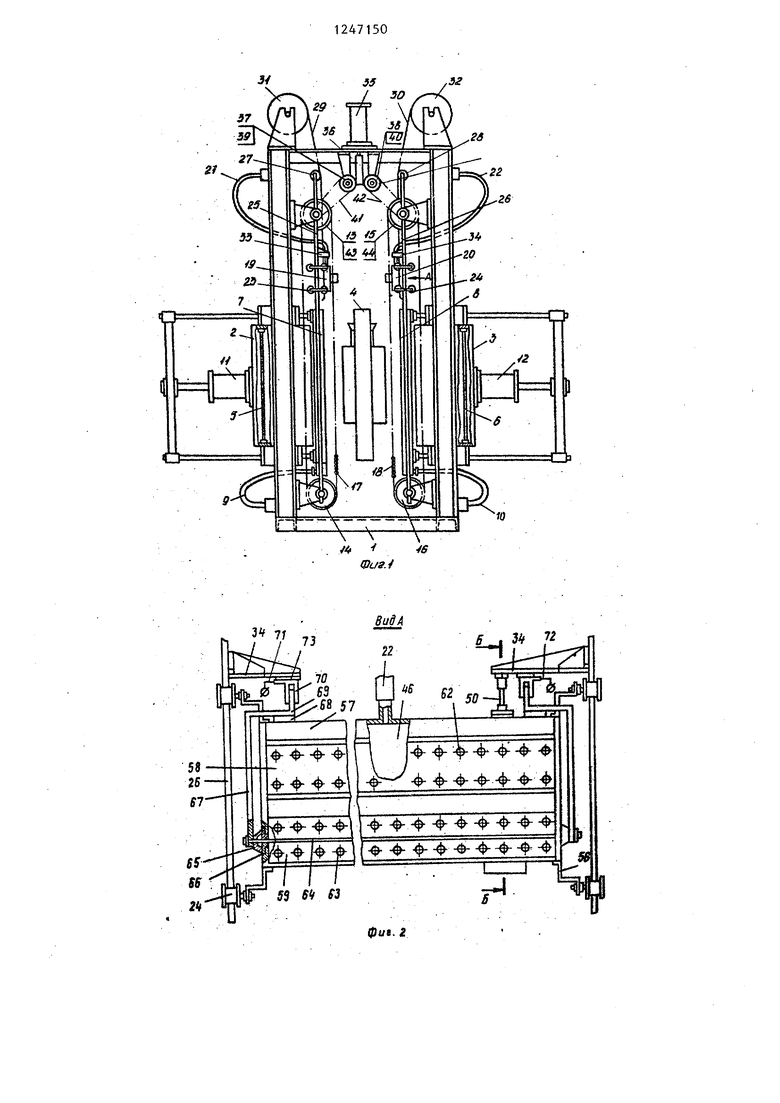
Каждый из вакуумных присосов, например присос 20 (фиг. 2 и 3), выполнен в виде корпуса 45, имеющего полос
5
50 2
ти 46 и 47, соединенные между собой отверстием 48. Кроме того, верхняя полость 46 соединена с вакуум-проводом 22. В верхней стенке корпуса соосно с. отверстием 48 выполнено отверстие 49. Полости 46 и 37 разделены клапанной системой управления, выполненной в виде толкателя 50, снабженного тремя клапанными тарелками 51- 53 и проходящего через отверстия 48 и 49. Толкатель 50 размещен в присосе соосно одному из фиксирующих упоров 34. При этом клапанные тарелки
51и 52 расположены по обе стороны отверстия 49, а тарелка 53 - под отверстием 48. Нижняя часть толкателя 50 установлена на пружине 54, а верхняя его часть (выступающая над присосом) снабжена регулятором 55 высоты, например гайкой. Роликовые пары 23 и 24 крепятся к корпусу присоса кронштейнами 56. В передней стенке 57 присоса выполнены две канавки 58 и 59, образованные планками 60, смонтированными на передней стенке присоса (верхняя канавка), и перегородкой 61 (нижняя канавка). Верхняя канавка 58 соединена с верхней полостью 46 отверстиями 62, а нижняя канавка 59 с нижней полостью 47 отверстиями 63. В нижней канавке 59 размещен проволочный резак, выполненный в виде натянутой проволоки 64, нагреваемой электричеством, и закрепленной, например, на тарельчатых пружинах 65, смонтированных на изоляторах 66. Края проволочного резака соединены с контактными токопроводящими шинами 67, опирающимися на изоляторы 68. Токопроводя- щие шины имеют вертикально расположенные свободные концы 69, размещенные на верхней стенке присоса соосно контактным гнездам 70. Контактные гнезда 70 смонтированы на фиксирующих упорах 33 и 34 и проводами 71 и 72 и соединены с источником электричества (не показан). Между фиксирующими упорами 33 и 34 и контактными гнездами 70 установлены изоляторы 73.
Вакуумные рамки 7 и 8 также имеют канавки, выполненные на обращенных к модели стенках рамок (не показаны).
. Устройство работает следующим образом.
Листы 29 и 30 синтетической пленки располагаются перед вакуумными присосами 19 и 20 со стороны канавок 58 и 59 (фиг. 3). При этом присосы
3 12471504
19 и 20 находятся в крайнем верхнем концы 69 контактных шин 67 входят в положении (фиг. 1) вьппе вакуумных ра- контактные гнезда 70. Полости 46 и мок 7 и 8, упираясь регуляторами 55 47 присосов вновь вакуумируются, в
высоты.в фиксирующие упоры 33 и 34, вследствие чего толкатели 50 полностью вдвинуты внутрь присосов. Пружины 54 находятся в сжатом состоянии, отверстия 49 перекрыты клапанными тарелками 51, а отверстия 48 открыты (полости 46 и 47 сообщены между собой). Затем полости 46 вакуумируются, Б результате вакуумируются и полости 47. В канавках 58 и 59 через отверстия 62 и 63 создается разрежение. Под
действием внешнего атмосферного давле-15 ки, присосанные к рамкам 7 и В.,прения листы 29 и 30 синтетической пленки втягиваются в канавки 58 и 59, плотно прижимаясь к передним стенкам присосов и обжимая проволочные резаки 64. Происходит фиксирование листов пленки на присосах. Под действием цилиндра 35 цепи 17 и 18, обкатьюа- ясь по звездочкам 13 - 16 перемещают сверху вниз по направляющим 25 и 26 присосы 19 и 20, которые тянут за собой листы 29 и 30 синтетической
пленки, сматывая их с рулонов 31 и 3 При этом под действием пружин 54 толкатели 50 перемещаются вверх и отверстия 48 и 49 перекрываются кла- панными тарелками 52 и 53. В результте аакуумируется только полость 46,а полость 47 отключается от источника вакуума, поскольку отверстия 48 перекрыты (листы 29 и 30 остаются зафиксированными в канавке 58 и резаке 64). После остановки присосов у нижнего края вакуумных рамок 7 и 8 последние подключаются к источнику вакуума. Происходит вакуумирование пространства между рамками и листами пленки. Одновременно в полости 46 присосов подается сжатый воздух.Под действием разности давления листы пленки прижимаются к рамкам 7 и 8. Подача сжатого воздуха в полости 46 присосов прекращается и, освобожденные от листов синтетической пленки присосы возвращаются в исходное положение. Толкатели 50 вновь вдвигаются внутрь присосов, сжимая пружины 54 и открывая отверстия 48 (отверстия 49 постоянно перекрыты клапанной тарелкой 51.или 52). При этом
канавках 58 и 59 создается разрежение и происходит повторное фиксирование на присосах листов 29 и 30.Включается проволочный резак 64 (пружины 65, растягивая проволоку, не дают ей. возможности провиснуть), который, нагреваясь, расплавляет пленку в месте соприкосновения. Таким образом, части листов 29 и 30, прижатые к рамкам 7 и 8, отрезаются от рулонов 31 и 32. Далее отрезанные листы плен
греваются нагревателя14и 5 и 6 до пластичного состояния (нагрев пленки может производиться одновременно с ее отрезанием), после чего рамки цилиндрами 11 и 12 передвигаются к модели 4. После прижима рамок к модели вакуумируются каналы, выполненные в этой модели (не показаны), а рамки отключаются от вакуума. В результате
отрезанные листы синтетической пленки отделяются от вакуумных рамок и ложатся на модель 4, плотно облегая
п 0
5
0
ее, после чего освобожденные от листов рамки возвращаются в исходное положение. Цикл нанесения синтетической пленки на модель заканчивается.
Модель подается на позицию формовки, где происходит передача пленки с модели на опоки по известному способу вакуумно-пленочной формовки, после чего вновь возвращается в исходное положение,
Производится повторное нанесение синтетической пленки на модель. Все операции вьшолняются аналогично предыдущим. При этом листы синтетической пленки фиксируются только в канавках 58 (фиг. 4), а канавки 59 свободны от пленки, поскольку нижние части листов 29 и 30 после отрезки пленки резаком 64 остаются на ржчках 7 и 8 при первом нанесении на модель синтетической пленки. Так как во время повторного перемещения присосов сверху вниз отверстия 48 перекрыты клапанными тарелками 53. подсос воздуха в полости 46 не происходит, 1 вследствие чего листы 29 и 30 прочно фиксируются в канавках 58.
SI
лг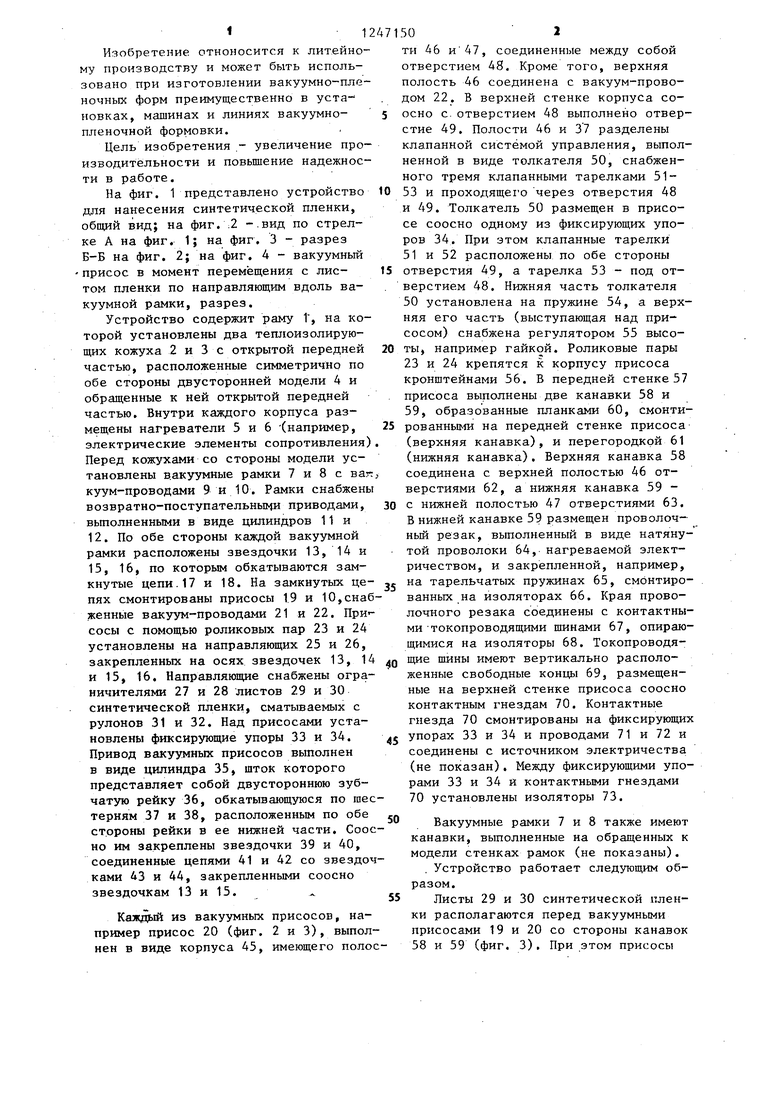
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для литья в вакуумно-пленочные формы | 1985 |
|
SU1247151A1 |
| Устройство для нанесения на модель синтетической пленки | 1983 |
|
SU1148692A1 |
| Устройство для нанесения на модель синтетической пленки при вакуумной формовке | 1986 |
|
SU1323216A1 |
| Устройство для нанесения синтетической пленки | 1986 |
|
SU1337186A1 |
| Устройство для облицовки модели пленкой | 1986 |
|
SU1369851A1 |
| Установка для нанесения на модель синтетической пленки | 1986 |
|
SU1342584A1 |
| Пресс для вырубки заготовок из плоского материала | 1985 |
|
SU1238841A1 |
| Устройство для вырубки изделий из резины | 1977 |
|
SU729085A1 |
| Устройство для вырубки заготовок из плоского материала | 1985 |
|
SU1238840A1 |
| Устройство для вырубки изделийиз РЕзиНы | 1977 |
|
SU812592A2 |
З 7Г
W
-ф- -ф- -ф -ф- -ф
УТч д/ у ,ч „/ у, /Q j
И
iHf
f
фиь. 3
Редактор A. Orap
Составитель В.Свинцов Техред И.Попович
Заказ 4054/13Тираж 757Подписное
ВНИНПИ Государственного комитета СССР
ПС) делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.,4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
lf)t/t.
Корректор Е. Сирохман
| Патент США № 3483301, кл, В 22 С 9/02, 1974 | |||
| Устройство для нанесения облицовочной пленки | 1982 |
|
SU1058706A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
