Изобретение CITHOCHTCH к литейному производству и может бьггь использован при изготовлении литейных форм вакуумно-пленочной формовкой в установках машинах и линиях литья в ракуумнопленочные, формы. Известно устройство для нанесения на модель синтетической пленки, содер . жащее раму, подвижную траверсу с размещенным на ней открытым со стороны модели теплоизолированным кожухом с расположенными в нем нагревателями, неподвижную траверсу, установленную с зазором перед подвижной траверсой, ограничители, цепную передачу с приводом и зубчатыми колесами, расположенными по обе стороны подвижной и неподвижной траверс, резак для отрезания листа синтетической пленки, и приводы возвратно-поступательного перемещения подвижной траверсы, резака и модели. Под действием цепной передачи с зубчатыми кoлeca от происходит перемещение листа синтетической пленки, зажатой ограничителями, в зазор между подвижной и неподвижной траверсами под нагреватели, где производится его резка подаваемым к нему нагретым резаком, возвращаемым затем в исходное положение. Подвижная траверса с закрепленным на ней отрезанным листом синтетической пленки перемещается в проем неподвижной траверсы (одновременно выключаются нагреватели пленки), к которой с другой стороны прижимается модель. Размягченньй лист синтетической пленки укладывается на модель, после чего подвижная траверса и обтянутая пленкой модель возвращаются в исходное положение . Недостатком указанного устройства является наличие подвижных частей, например, резака и модели, в .целом снижающих производительность устройства, так как возвратно-поступательные перемещения резака и модели увеличивают продолжительность нанесения пленки на модель, и требующих установки специальных приводов, усложняющих устройство. Кроме того, констр укция устройства не исключает перекосы и заедания листа синтетической пленки в момент его подачи в зазор между траверсами, вследствие чего снижается надежность работы устройства. Наибо.пне бтгизким к изобретению по тех: ги:Ki if с.ушности и лог.тигаемому
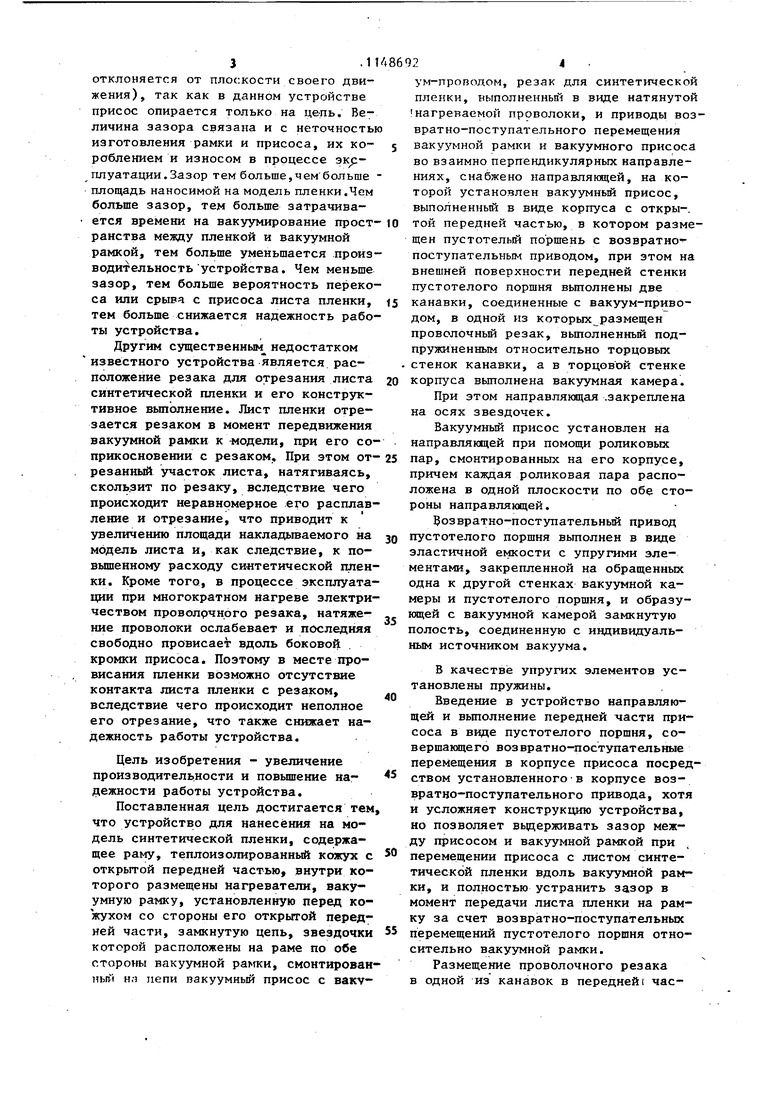
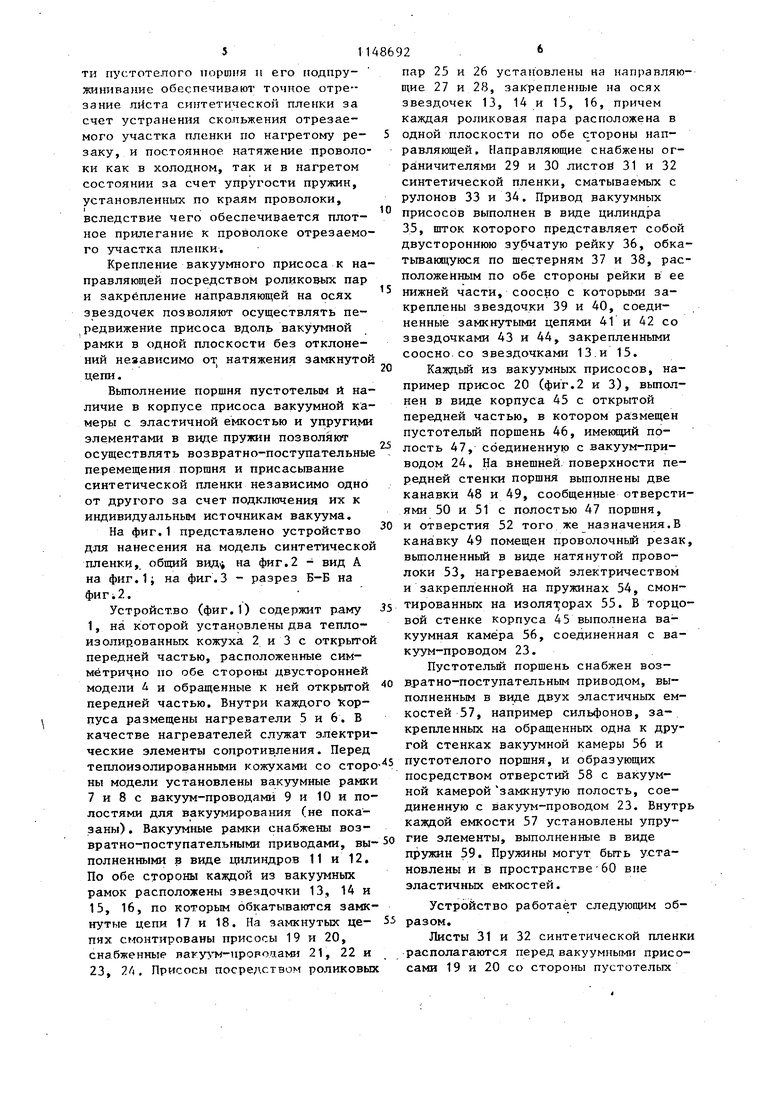
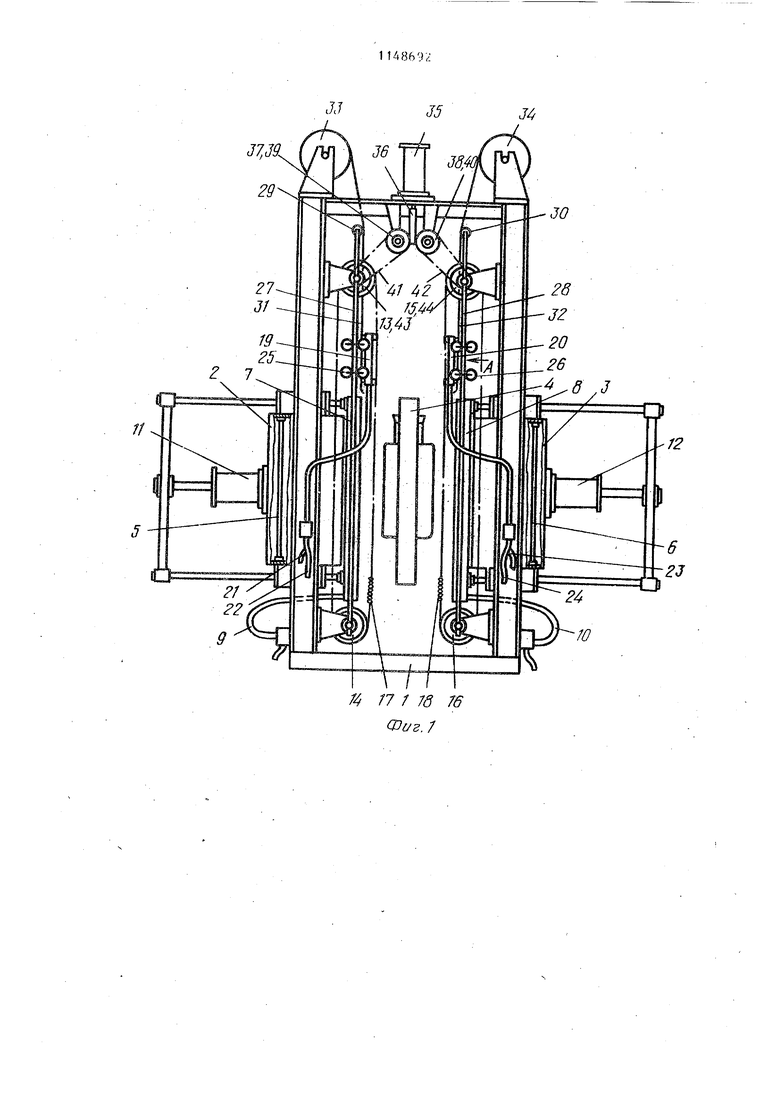
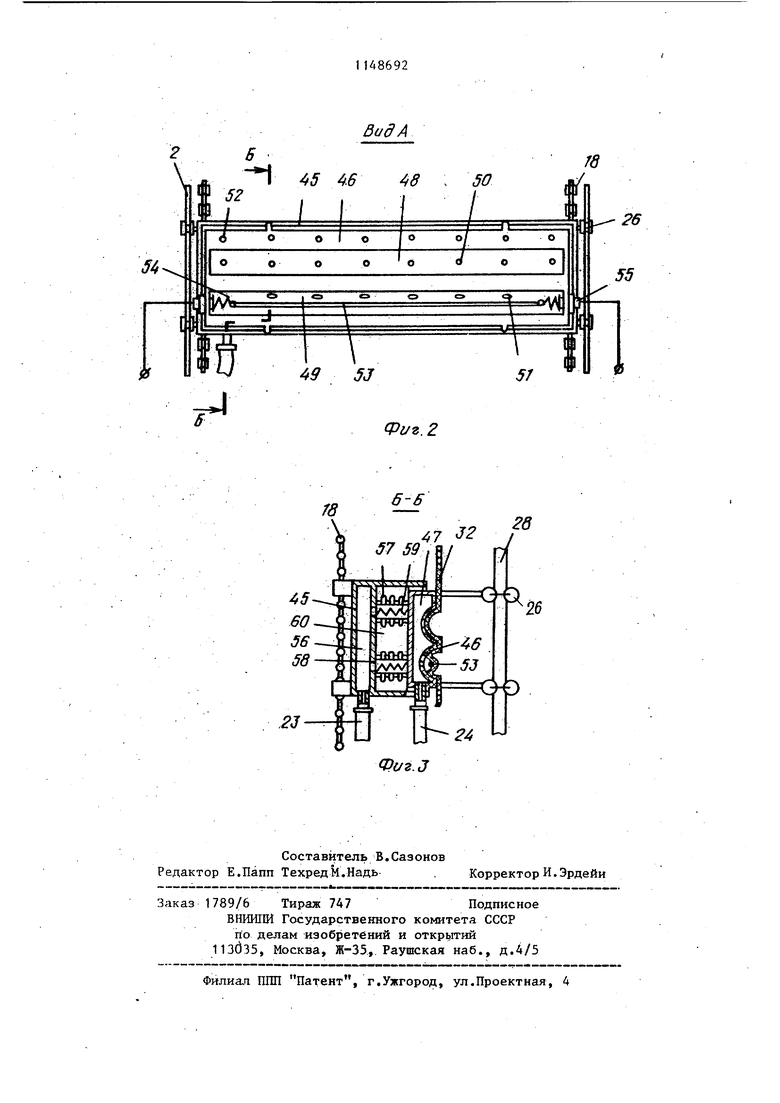
сматывая его с рулона. После остановки присоса у рамки производится вакуумирование ее полостей (полость присоса в этот момент соединяется с атмосферой), в результате чего вакуумируется зазор между присосом и вакуумной рамкой. Лист пленки прижимается к рамке, а освобожденный от него присос возвращается в исходное результату является устройство, содержащее раму, теплоизолированный кожух с открытой передней частью, внутри которого размещены нагреватели, вакуумную рамку, установленную перед кожухом со стороны его открытой передней части, замкнутую цепь, звездочки которой расположены на раме по обе стороны вакуумной рамки, смонтированный на цепи вакуумный присос с вакуум-проводом, резак для синтетической пленки, вьтолненньй в виде натянутой нагреваемой проволоки и приводы возвратно-поступательного перемещения вакуумной рамки и вакуумного присоса во взаимно-перпендикулярных направлениях. Замкнутая цепь перемещает к вакуумной рамке вакуумньй присос, который тянет за собой лист синтетической пленки. положение, где он вновь вакуумируется и к нему вновь прижимается лист синтетической пленки. Часть листа, прижатая к рамке, размягчается нагревателями, после чего рамка подается к модели. При этом часть листа пленки, расположенная за пределами рамки, отгибаясь, упирается в нагретьй проволочньм резак вакуумного присоса и производится ее отрезание, после чего отрезанный лист пленки ложится на модель, а рамка возвращается в исходное положение 2. Недостатком известного устройства является то, что во время прижима листа пленки к вакуумной рамке вакуумирование пространства в зазоре между закрепленным на присосе листом пленки и вакуумной рамкой происходит в течение некоторого промежутка времени. Наличие зазора обусловлено конструкцией устройства, так как при прихождении присоса вдоль вакуумной рамки лист пленки не должен ее задевать, в противном лист будет перекошен или сорван с присоса. На величину зазора влияет натяжение замкнутой цепи, на котороГ смонтирован присос, ос.пабление нат.кжеипя цепи приводит к упел1;чен. (iiptfcoc отклоняется от плоскости своего движения), так как в данном устройстве присос опирается только на цепь. Величина зазора связана и с неточностью изготовления рамки и присоса, их короблением и износом в процессе зк гшуатации. Зазор тем больше, ч ембольше площадь наносимой на модель пленки,Чем больше зазор, тем больше затрачивается времени на вакуумирование пространства мезвду пленкой и вакуумной рамкой, тем больше уменьшается производительность устройства. Чем меньше зазор, тем больше вероятность перекоса или срыва с присоса листа пленки, тем больше снижается надежность работы устройства. Другим существенным недостатком известного устройства является расположение резака для отрезания листа синтетической пленки и его конструктивное вьшолнение. Лист пленки отрезается резаком в момент передвижения вакуумной рамки к Ч одели, при его соприкосновении с резаком. При этом отрезанный участок листа, натягиваясь, сколь.зит по резаку, вследствие чего происходит неравномерное его расплавление и отрезание, что приводит к увеличению площади накладьюаемого на модель листа и, как следствие, к повышенному расходу синтетической пленки. Кроме того, в процессе эксплуатации при многократном нагреве электричеством проволрчнрго резака, натяжение проволоки ослабевает и последияя свободно провисает вдоль боковой . кромки присоса. Поэтому в месте провисания пленки возможно отсутствие контакта листа пленки с резаком, вследствие чего происходит неполное его отрезание, что также сшгасает надежность работы устройства. Цель изобретения - увеличение производительности и повьшгение надежности работы устройства. Поставленная цель достигается тем что устройство для нанесения на модель синтетической пленки, содержащее раму, теплоизолированный кожух с открытой передней частью, внутри которого размещены нагреватели, вакуумную рамку, установленную перед кожухом со стороны его открытой передней части, замкнутую цепь, звездочки которой расположены на раме по обе стороны вакуумной рамки, смонтирован Hbrfi и;) цепи вакуумный присос с вакуум-проводом, резак для синтетической пленки, выполненньй в виде натянутой нагреваемой проволоки, и приводы возвратно-поступательного перемещения вакуумной рамки и вакуумного присоса во взаимно перпендикулярных направлениях, снабжено направляющей, на которой установлен вакуумный присос, выполненньй в виде корпуса с откры-. той передней частью, в котором размещен пустотелый поршень с возвратнопоступательным приводом, при зтом на внешней поверхности передней стенки пустотелого поршня выполнены две канавки, соединенные с вакуум-приводом, в одной из которых размещен проволочный резак, вьшолненньй подпружиненным относительно торцовых стенок канавки, а в торцовой стенке корпуса вьшолнена вакуумная камера. При этом направляющая .закреплена на осях звездочек. Вакуумный присос установлен на направляющей при помощи роликовых пар, смонтированных на его корпусе, причем калздая роликовая пара расположена в одной плоскости по обе стороны направлякщей. Возвратно-поступательньм привод пустотелого поршня вьтолнен в виде эластичной емкости с упругими элементами, закрепленной на обращенных одна к другой стенках вакуумной камеры и пустотелого поршня, и образунлцей с вакуумной камерой замкнутую полость, соединенную с индивидуальным источником вакуума. В качестве упругих элементов установлены пружины. Введение в устройство направляющей и вьшолнение передней части присоса в виде пустотелого поршня, совершающего возвратно-поступательные перемещения в корпусе присоса посредством установленного в корпусе возвратно-поступательного привода, хотя и усложняет конструкцию устройства, но позволяет вьщерживать зазор между присосом и вакуумной рамкой при , перемещении присоса с листом синтетической пленки вдоль вакуумной рамки, и полностью устранить зазор в момент передачи листа пленки на рамку за счет возвратно-поступательных перемещений пустотелого поршня относительно вакуумной рамки. Размещение проволочного резака в одной из канавок в передней частн пу(;тотелого поршня и его подпру жиннвание обеспечивают точное отрезание листа синтетической пленки за счет устранения скольжения отрезаемого участка пленки по нагретому резаку, и постоянное натяжение проволоки как в холодном, так и в нагретом состоянии за счет упругости пружин, установленных по краям проволоки, вследствие чего обеспечивается плотное прилегание к проволоке отрезаемого участка пленки. Крепление вакуумного присоса к направляющей посредством ролико&ых пар и закрепление направляющей на осях звездочек позволяют осуществлять передвижение присоса вдоль вакуумной рамки в одной плоскости без отклонений независимо от натяжения замкнутой цепи. Выполнение поршня пустотелым и наличие в корпусе присоса вакуумной камеры с эластичной емкостью и упруги.ми элементами в виде пружин позволяют осуществлять возвратно-поступательные перемещения поршня и присасьшание синтетической пленки независимо одно от другого за счет подключения их к индивидуальным источникам вакуума. На фиг,1 представлено устройство для нанесения на модель синтетической пленки,, общий вид на фиг,2 - вид А на фиг.1; на фиг,3 - разрез Б-Б на фигi2, Устройство (фиг,1) содержит раму 1, на которой установлены два теплоизолир.ованных кожуха 2 и 3 с открытой передней частью, расположенные симметрично по обе стороны двусторонней модели 4 и обращенные к ней открытой передней частью. Внутри каждого Хорпуса размещены нагреватели 5 и 6, В качестве нагревателей служат электрические элементы сопротив.ления, Перед теплоизолированными кожухами со сторо ны модели установлены вакуумные рамки 7 и 8 с вакуум-проводами 9 и 10 и полостями для вакуумирования (не показаны) , Вакуумные рамки снабжены возвратно-поступательными приводами, выполненными в виде щшиндров 11 и 12. По обе стороны каждой из вакуумных рамок расположены звездочки 13, 14 и 15, 16, по которым обкатываются замкнутые цепи 17 и 18, На замкнутых цепях смонтированы присосы 19 и 20, снабженные вакулт -прородами 21, 22 и 23, 24, Присосы посредством роликовых 11 26 пар 25 и 26 установлены на направляющие 27 и 28, закрепленные на осях звездочек 13, 14 и 15, 16, причем каждая роликовая пара расположена в одной плоскости по обе стороны направляющей. Направляющие снабжены огра ничителями 29 и 30 листой 31 и 32 синтетической пленки, сматываемых с рулонов 33 и 34, Привод вакуумных присосов выполнен в виде цилиндра 35, шток которого представляет собой двустороннюю зубчатую рейку 36, обкатьгоающуюся по шестерням 37 и 38, расположенным по обе стороны рейки в ее нижней части, соосно с которыми закреплены звездочки 39 и 40, соединенные замкнутыми цепями 41 и 42 со звездочками 43 и 44, закрепленными СООСНО-со звездочками 13.и 15, Каждый из вакуумных присосов, например присос 20 (фиг,2 и 3), вьтолнен в виде корпуса 45 с открытой передней частью, в котором размещен пустотелый поршень 46, имекяций полость 47, соединенную с вакуум-приводом 24, На внешней поверхности передней стенки поршня выполнены две канавки 48 и 49, сообщенные отверстиями 50 и 51 с полостью 47 поршня, и отверстия 52 того же назначения,В канавку 49 помещен проволочный резак, вьшолненный в виде натянутой проволоки 53, нагреваемой электричеством и закрепленной на пружинах 54, смонтированных на изолят;орах 55, В торцо ° стенке корпуса 45 выполнена накуумная камера 56, соединенная с вакуум-проводом 23. Пустотелый поршень снабжен возвратно-поступательным приводом, выполненным в виде двух эластичных емкостей 57, например сильфонов, закрепленных на обращенных одна к другой стенках вакуумной камеры 56 и пустотелого поршня, и образующих посредством отверстий 58 с вакуум«° камеройзамкнутую полость, соединенную с вакуум-проводом 23, Внутрь каядой емкости 57 установлены упругие элементы, выполненные в виде 59, Пружины могут быть установлены и в пространстве60 вне эластичных емкостей. Устройство работает следующим образом. Листы 31 и 32 синтетической пленки располагаются перед вакуумными присосами 19 и 20 со стороны пустотелых 7П iropuinefi 46, которые Р аходятся в выдвинутом положении под дегТствием пружин 59 (присосы расположены выше вакуумных рамок 7 и 8). Полости 47 пустоте.пых поршней вакууьшруются и листы синтетической пленки плртно прижимаются к внешним поверхностям передних стенок поршней, обжимая при этом кана,вки 48 и 49 и проволочные резаки 58. Затем вакуумируются камеры 56, вследствие чего сжимаются . эластичные емкости 57, под действием .которых пустотелые поршни вдвигаются внутрь корпусов 45, сжимая пружины 59 и образовывая при этом зазор между присосами и вакуумными рамками 7 и 8, Цепи 17 и 18, обкатываясь по звездочкам 13-16 перемещают сверху вниз по направляющим 27 и 28 вакуумные присосы 19 и 20, которые тянут за собой листы 31 и 32 синтетической плёнки, сматьшая их с рулонов 33 и 34, Присосы передвигаются вдоль вакуумных рамок 7 и 8,не прикасаясь к ним благодаря наличию упомянутого зазора. После остановки присосов у нижнего края вакуумных рамок 7 и 8. камеры 56 соединяются с атмосферой, под дей ствием пружин 59 пустотелые порщни 46 вьщвигаются из корпусов. 45 и плот но прижимают листы синтетической пленки к вакуумным рамкам. При этом производится вакуумирование полостей вакуумных рамок, листы синтетической пленки присасьгоаются к рамкам. Затем полости 47 пустотелых поршней соединяются с атмосферой, а камеры 56 вакуумируются, в результате чего освобожденные от листов пленки пустотел{)1е поршни вдвигаются внутрь корпусов 45. Присосы возвращаются в исходное положение. Камеры 56 вновь соединяются с атмосферой, пустотелые поршни 46 прижимаются к листам синте тической пленки, полости 47 поршней вакуумируются и листы присасываются к поршням, обжимая канавки 48 и 49 и пp.oвoлoч ыe резаки 53. Проволочные резаки нагреваются (пружины, рас тягивающие проволоку, не дают ей воз можности провиснуть) , и листы си.нте.тической пленки в месте сопри основе 2 ПИЯ с нагретой проволоке расштаиляются, образом, части листов 31 и 32, прижатые к рамкам 7 и 8, отрезаются от рулонов 33 и 34. Далее отрезанные листы пленки, присосанные к вакуумным рамкам,прогреваются нагревателями 5 и 6 до пластичного состояния (нагрев пленки нагревателями может производиться одновременно с ее отрезанием), после чего вакуумныерамки цилиндрами 11 и 12 передвигаются к двусторонней модели 4. После прижима рамок к модели вакуумируются каналы, вьтолненвые.в этой модели (не показаны) и соединяются с атмосферой полости рамок. В результате отрезанные листы синтетической пленки отделяются от вакуумных рамок и ложатся на модель 4, плотно облегая ее, после чего освобожденные от листов рамки возвращаются в исходное положение. Цикл нанесения синтетической пленки на модель закончен. Применение предлагаемого изобретения увеличивает производительность устройства за счет сокращения времени на присасывание листа синтетической пленки к вакуумной рамке, обусловленного полным устранением зазора закрепленным на присосе листом синтетической пленки и вакуумной рамкой в момент передачи листа пленки на рамку и образуемого им пространства, необходимость в вакуумироварти которого отпадает. В результате сокращается вреьш на обтягивание модели пленкой. Кроме того, конструкция устройства повьппает надежность его работы за счет устранения перекосов и срывов листа синтетической пленки при его передвижении вдоль вакуумной рамки и исключения неполного отрезания листа перед его нанесением на модель, обеспечивает сокращение расхода синтетической пленки за счет точного отрезания наносимого на мо- дель листа синтетической пленки, и улучшает условия обслуживания устройства за счет устранения необходимости в регулировании натяжения скрепленной с присосом замкнутой Цепи.
Г4 17 / 78 76 Фиг. 7
1 5 .6
зс
J
49 5J
Вид А
Г8
48
50
26
эс
55
51
Фиг. 2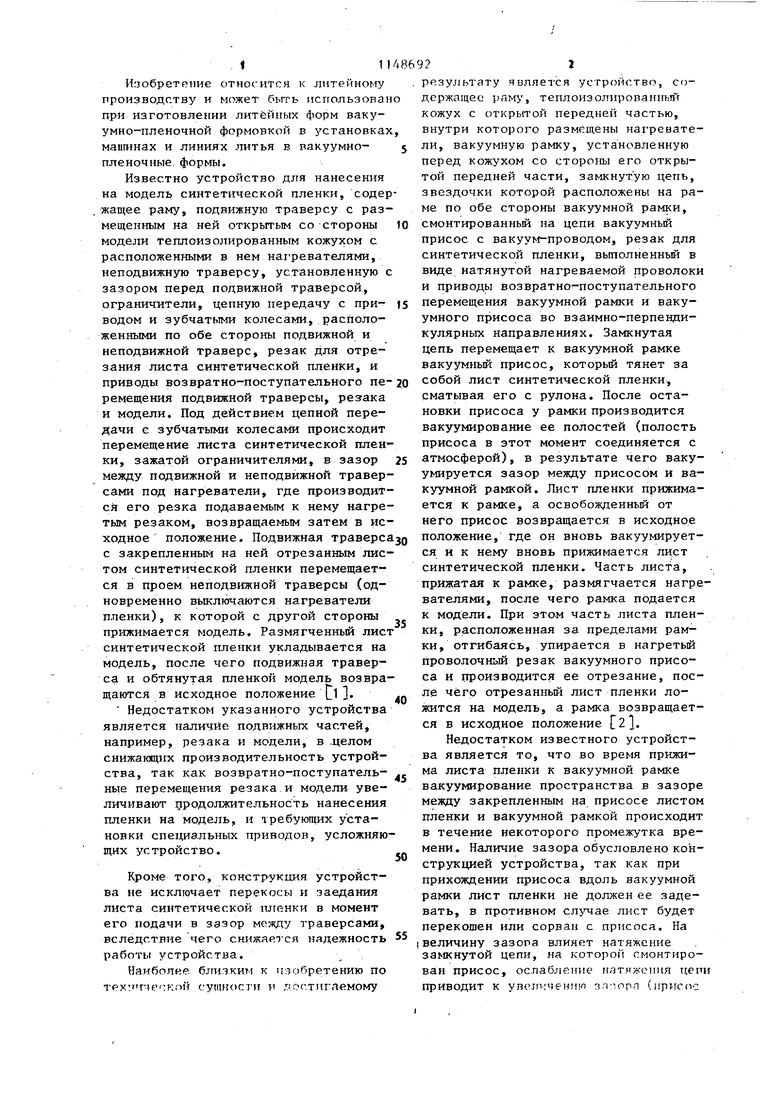
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для литья в вакуумно-пленочные формы | 1985 |
|
SU1247151A1 |
| Устройство для нанесения синтетической пленки на литейную форму | 1984 |
|
SU1247150A1 |
| Устройство для нанесения на модель синтетической пленки при вакуумной формовке | 1986 |
|
SU1323216A1 |
| Устройство для нанесения синтетической пленки | 1986 |
|
SU1337186A1 |
| Установка для нанесения на модель синтетической пленки | 1986 |
|
SU1342584A1 |
| Устройство для облицовки модели пленкой | 1986 |
|
SU1369851A1 |
| Устройство подачи пленки при вакуумно-пленочной формовке | 1980 |
|
SU910313A1 |
| Машина для вакуумной формовки литейных форм | 1977 |
|
SU710756A1 |
| Устройство для нанесения пленки на модель при вакуумной формовке | 1986 |
|
SU1315109A1 |
| Приспособление для захвата,транспортировки и фиксации положения отрезаемой на заданную длину пленки,устанавливаемой на подложку отрезной планки | 1986 |
|
SU1452475A3 |
1. УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ НА МОдаь СИНТЕТИЧЕСКОЙ ПЛЕНКИ, содержащее раму, теплоизолированный кожух с открытой передней частью, внутри которого размещены нагреватели вакуумную рамку, установленную перёд кожухом со стороны его откри той передней части, замкнутую цепь, звездочки которой расположены на раме по обе сторош) вакуумной рамки, смонтированньй на цепи вакуумный присос с вакуум -нроводом, резак для синтетической пленки, выполненный в виде натянутой нагреваемой проволоки, и лЕриводы возвратно-поступательного перемещения .вакуумной рамки и вакуумного присоса во взаимно перпендикулярных направлешшх, о т л и чающееся тем, что, с целью увеличения производительности и повышения надежности работы устройства, оно снабжено направляющей, на которой установлен вакуумный присос, въаг полненньй в виде корпуса с открьп-ой передней частью, в котором размещен пустотелый поршень с возвратно-поступательным приводом, при этом на внешней поверхности передней стенки пустотелого поршня выполнены две канавки, соединенные с вакзтгм-приводом, в одной из которых размещен проволочный резак, подпружиненный относительно торцовых стенок канавки, а в торцовой стенке корпуса выполнена вакуумная камера. 2.Устройство, по П.1, отличающееся тем, что направляющая закреплена на осях звездочек. 3.Устройство по П.1, отличающееся тем, что вакуумный (Д присос установлен на направлякицей с при помощи роликовых пар, смонтированных на его корпусе, причем каждая роликовая пара расположена в одной плоскости по обе стороны направляю(Щей. 4.Устройство по П.1, отли. чающее, ся тем, что возвратно00 поступательный привод пустотелого Од поршня выполнен в виде эластичной емкости с упругими элементами, закрепленной на обращенных одна к другой стенках вакуумной камеры и,пустотелого поршня, и образующей с вакуумной камерой замкнутую полость, соединенную с индивидуальным источником вакуума . % , 5.Устройство по п,4, отличающееся тем, что в качестве упругих элементов использованы пружины.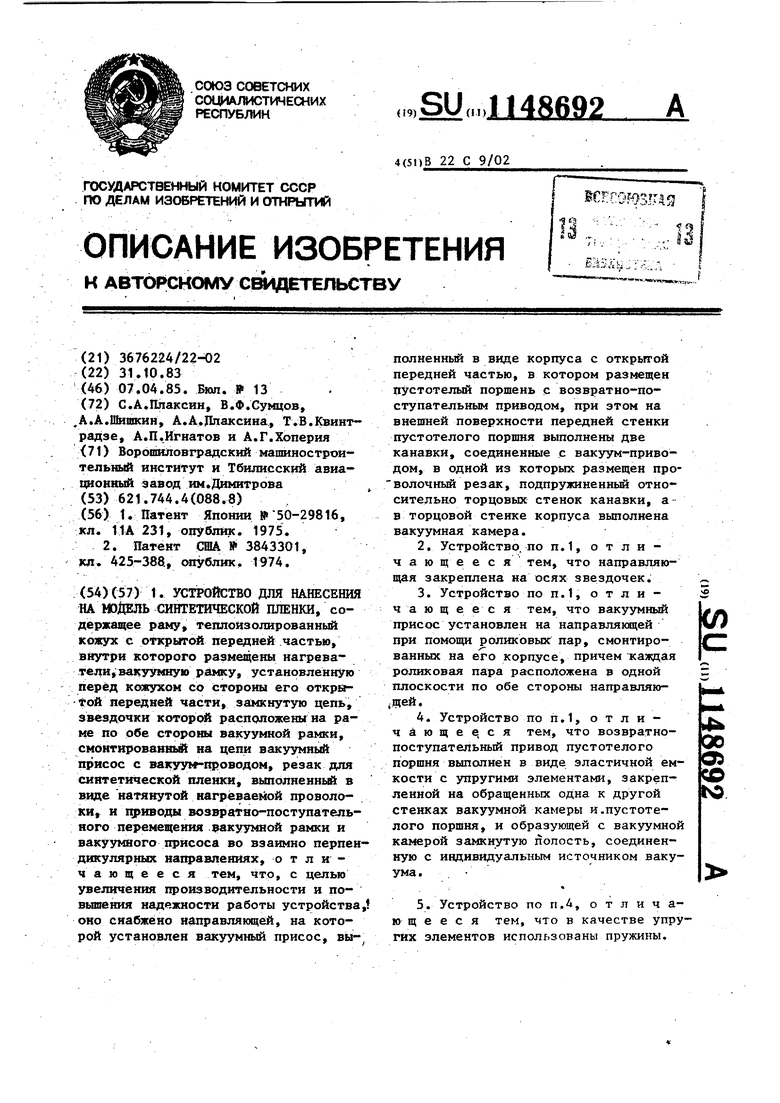
6-Б
Фиг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США 3843301, кл | |||
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ СКОРОСТИ ТЕЧЕНИЯ ВОДЫ И ОДНОВРЕМЕННОГО ПОЛУЧЕНИЯ ПРОБ ЕЕ | 1925 |
|
SU425A1 |
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
