13232
nanpiiMep асбоцемента. На позиции на присос подается лист 8 синтетической пленки (полость присоса ваку- умируется), с которым присос перемещается на пози-цию У-У, где участок листа 8 передается на рамку 1. Присос возвращается на позицию Х -Х,, где полость вновь вакуумируется,, При этом
Изобретение относится к литейному производству и может быть использовано при изготовлении литейных форм и стержней вакуумной формовкой в уста- новках, машинах и линиях.
Цель изобретения - повышение надежности работы устройства и снижение расхода синтетической пленки.
На фйг,1 представлено устройство
ДЛя нанесения на модель синтетической
10
25
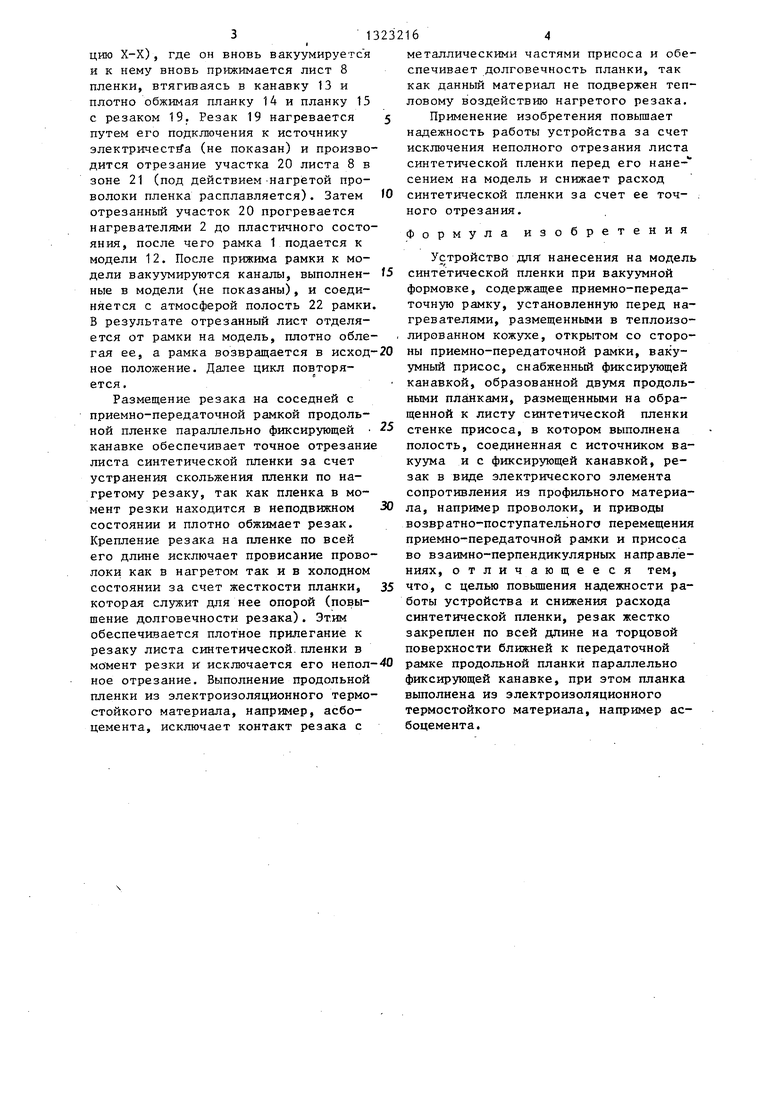
пленки при вакуумной формовке общий ВИД} на фиг.2 - узел I на фиг.1 (в увеличенном масштабе, сечение)j на фиг.З - вид А на фиг.2 (в увеличенном масштабе).
Устройство (фиг.1) содержит прием- но-передаточную. рамку 1, установленную перед нагревателями 2, размещенными в теплоизолированном кожухе 3, открытом со стороны рамки 1. По обе 0 стороны рамки 1 расположены звездочки 4 и 5, на которых размещена замкнутая цепь 6. На цепи смонтирован вакуумный присос 7 для подачи листа 8 синтетической пленки, сматываемого с рулона, 9, к рамке 1 . Присос 7 и рамка 1 снабжены возвратно-поступательными приво- даМИ5 выполненными соответственно в виде мотор-редз ктора 10 и ,цилиндра 11 Перед рамкой 1 размещена модель 12. Вакуумный присос 7 (-фиг,2. и 3) снабжен фиксирующей канавкой 13, образованной двумя продольными планками 14 и 15, планки размещены на обращен-35 ной к листу 8 синтетической пленки стенке 16 присоса. Б присосе выполнена полость 17, соединенная с источником вакуума вакуумпроводом (не показан) и с фиксирующей канавкой 13 отверсти- 40 ями 18, Присос рдаеет резак 19 в виде электрического элемента сопротивления
16
лист 8 втягивается в канавку, обжимая планки и резак. Резак от резает участок листа 8. Затем этот участок прогревается нагревателями 2, перемещается к модели 12 и ложится на модель. Устройство позволяет исключить неполное отрезание листа синтетической пленки, снизить ее расход. 3 ил.
5
0
5
0 5
из профильного материала, например проволоки. Резак 19 смонтирован на соседней с рамкой 1 продольной планке 15 параллельно фиксирующей канавке 13 и закреплен на пленке по всей длине резака (резак опщзается на планку 15 по всей своей длине). Планка 15 выполнена из электроизоляционного термостойкого материала, например асбоцемента (асбоцементная электротехническая дугостойкая доска ло ГОСТ 4248- 68), Резак предназначен для отрезания участка 20 листа 8 в зоне 21 .
Приемно-передаточная рамка 1 (фиг,2) имеет полость 22, соединенную отверстиями 23 с обращенной к участку 20 листа 8 поверхностью рамки. Полость 22 рамки соединена с источником вакуума вакуумпроводом (не показан).
Устройство работает следующим образом.
Лист 8 синтетической пленки располагается перед фиксирующей канавкой 13 присоса 7 (присос находится на по- зкции Х-Х) и вакуумируется полость 17, В результате вакуумируется пространство между канавкой 13 и листом 8. Под действием атмосферного давления лист 8 втягивается в канавку 13, обжимая при этом планку 14 и планку 15 с резаком 19, фиксируясь на присосе. Цепь 6, обкатываясь по звездочкам 4 и 5, перемещается к рамке 1, присос 7 тянет за собой лист 8, сматывая его с рулона 9о После остановки присоса (на позиции У-У) производится вакуу- мирование полости 22 рамки 1, расположенной над участком 20 листа 8, При этом полость 17 присоса соединяется с атмосферой и участок 20 листа 8 прижимается к рамке 1, Присос возвращается в исходное положение (на позицию Х-Х), где он вновь вакуумируетс я и к нему вновь прижимается лист 8 пленки, втягиваясь в канавку 13 и плотно обжимая планку 14 и планку 15 с резаком 19. Резак 19 нагревается 5 путем его подключения к источнику электричества (не показан) и производится отрезание участка 20 листа 8 в зоне 21 (под действием-нагретой проволоки пленка расплавляется). Затем Ю отрезанный участок 20 прогревается нагревателями 2 до пластичного состояния, после чего рамка 1 подается к модели 12. После прижима рамки к модели вакуумируются каналы, выполнен- 5 ные в модели (не показаны), и соединяется с атмосферой полость 22 рамки. В результате отрезанный лист отделяется от рамки на модель, плотно облегая ее, а рамка возвращается в исход-20 ное положение. Далее цикл повторяется.
Размещение резака на соседней с приемно-передаточной рамкой продольной пленке параллельно фиксирующей канавке обеспечивает точное отрезание листа синтетической пленки за счет устранения скольжения пленки по нагретому резаку, так как пленка в момент резки находится в неподвижном состоянии и плотно обжимает резак. Крепление резака на пленке по всей его длине исключает провисание проволоки как в нагретом так и в холодном состоянии за счет жесткости планки, которая служит для нее опорой (повышение долговечности резака). Этим обеспечивается плотное прилегание к резаку листа синтетической, пленки в
30
35
металлическими частями присоса и об спечивает долговечность планки, так как данный материал не подвержен те ловому воздействию нагретого резака
Применение изобретения повышает надежность работы устройства за сче исключения неполного отрезания лист синтетической пленки перед его нане сением на модель и снижает расход синтетической пленки за счет ее точ ного отрезания.
Формула изобретени
Устройство для нанесения на моде синтетической пленки при вакуумной формовке, содержащее приемно-переда точную рамку, установленную перед н гревателями, размещенными в теплоиз лированном кожухе, открытом со стор ны приемно-передаточной рамки, вакуумный присос, снабженный фиксирующей канавкой, образованной двумя продоль ными планками, размещенными на обращенной к листу синтетической пленки стенке присоса, в котором выполнена полость, соединенная с источником ва куума и с фиксирующей канавкой, резак в виде электрического элемента сопротивления из профильного материа ла, например проволоки, и приводы возвратно-поступательного перемещени приемно-передаточной рамки и присоса во взаимно-перпендикулярных направле ниях, отличающееся тем, что, с целью повьшения надежности ра боты устройства и снижения расхода синтетической пленки, резак жестко закреплен по всей длине на торцовой поверхности ближней к передаточной
момент резки к исключается его непол-40 рамке продольной планки параллельно
ное отрезание. Выполнение продольной пленки из электроизоляционного термостойкого материала, например, асбоцемента, исключает контакт резака с
5 Ю 5 0
0
5
металлическими частями присоса и обеспечивает долговечность планки, так как данный материал не подвержен тепловому воздействию нагретого резака.
Применение изобретения повышает надежность работы устройства за счет исключения неполного отрезания листа синтетической пленки перед его нане- сением на модель и снижает расход синтетической пленки за счет ее точ- . ного отрезания.
Формула изобретения
Устройство для нанесения на модель синтетической пленки при вакуумной формовке, содержащее приемно-переда- точную рамку, установленную перед нагревателями, размещенными в теплоизолированном кожухе, открытом со стороны приемно-передаточной рамки, вакуумный присос, снабженный фиксирующей канавкой, образованной двумя продольными планками, размещенными на обращенной к листу синтетической пленки стенке присоса, в котором выполнена полость, соединенная с источником вакуума и с фиксирующей канавкой, резак в виде электрического элемента сопротивления из профильного материала, например проволоки, и приводы возвратно-поступательного перемещения приемно-передаточной рамки и присоса во взаимно-перпендикулярных направлениях, отличающееся тем, что, с целью повьшения надежности работы устройства и снижения расхода синтетической пленки, резак жестко закреплен по всей длине на торцовой поверхности ближней к передаточной
фиксирующей канавке, при этом планка выполнена из электроизоляционного термостойкого материала, например асбоцемента.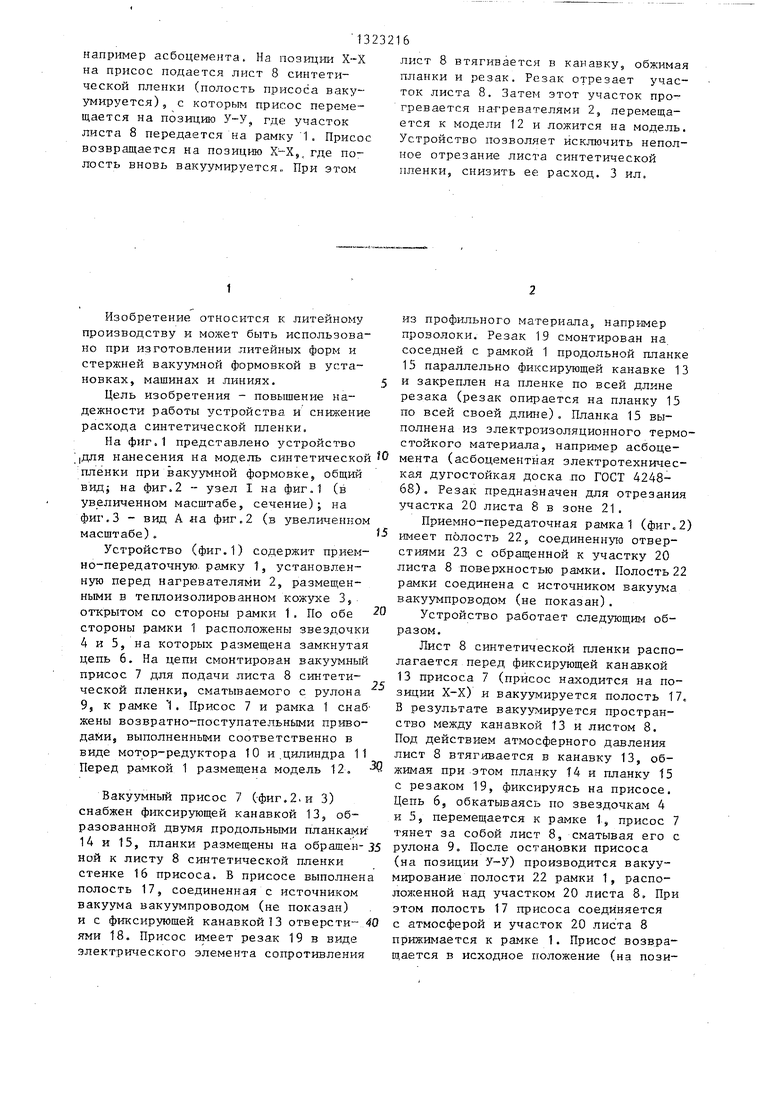
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения синтетической пленки | 1986 |
|
SU1337186A1 |
| Устройство для облицовки модели пленкой | 1986 |
|
SU1369851A1 |
| Устройство для нанесения на модель синтетической пленки | 1983 |
|
SU1148692A1 |
| Устройство для нанесения синтетической пленки на литейную форму | 1984 |
|
SU1247150A1 |
| Установка для нанесения на модель синтетической пленки | 1986 |
|
SU1342584A1 |
| Автомат для литья в вакуумно-пленочные формы | 1985 |
|
SU1247151A1 |
| Устройство для нанесения пленки на модель при вакуумной формовке | 1986 |
|
SU1315109A1 |
| Способ изготовления литейной формы и оснастка для его осуществления | 1986 |
|
SU1340888A1 |
| Машина для вакуумной формовки литейных форм | 1977 |
|
SU710756A1 |
| СПОСОБ НАНЕСЕНИЯ СИНТЕТИЧЕСКОЙ ПЛЕНКИ НА МОДЕЛЬ | 1992 |
|
RU2020029C1 |
Изобретение относится к литейно. Му- производству и может быть использовано при изготовлении литейных ф орм и стержней вакуумной формовкой в установках, машинах и линиях. Цель изобретения - повышение надежности работы устройства и снижение расхода синтетической пленки. Устройство содержит приемно-передаточную рамку 1, установленную перед нагревателями 2, цепь 6 с вакуумным присосом 7 и модель 12. Присос 7 имеет фиксирующую канавку, образованную двумя продоль- ньми планками, и полость. На одной планке смонтирован проволочный резак, закрепленный на ней по всей его дли- не. Планка выполнена из электроизоляционного термостойкого материала, (Л
ВидА
сриг.З
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Патент США № 3843301, кл | |||
| Солесос | 1922 |
|
SU29A1 |
