1
Изобретение относится к обработке металлов резанием.
Известен способ резания металлов, согласно которому роликом, образующи обработанную поверхность, отслаивается припуск, удаляемый резцом i.
Цель изобретения - повышение точности обработки путемвзаимной компенсации усилий резания двух обрабатывающих инструментов, а также повышение производительности путем увеличения глубины резания и-величины подачи.
Цель достигается тем, что в качестве элемента, срезающего припуск, используют круглый самовращающийся резец, который устанавливают таким образом, чтобы его ось вращения составляла с осью вращения детали угол, больший угла наклона спирали, образуемой его режущей кромкой.
При обработке особо пластичньос материалов угол между осью отслаивающего резца и основной плоскостью выбирают меньшим 20 .
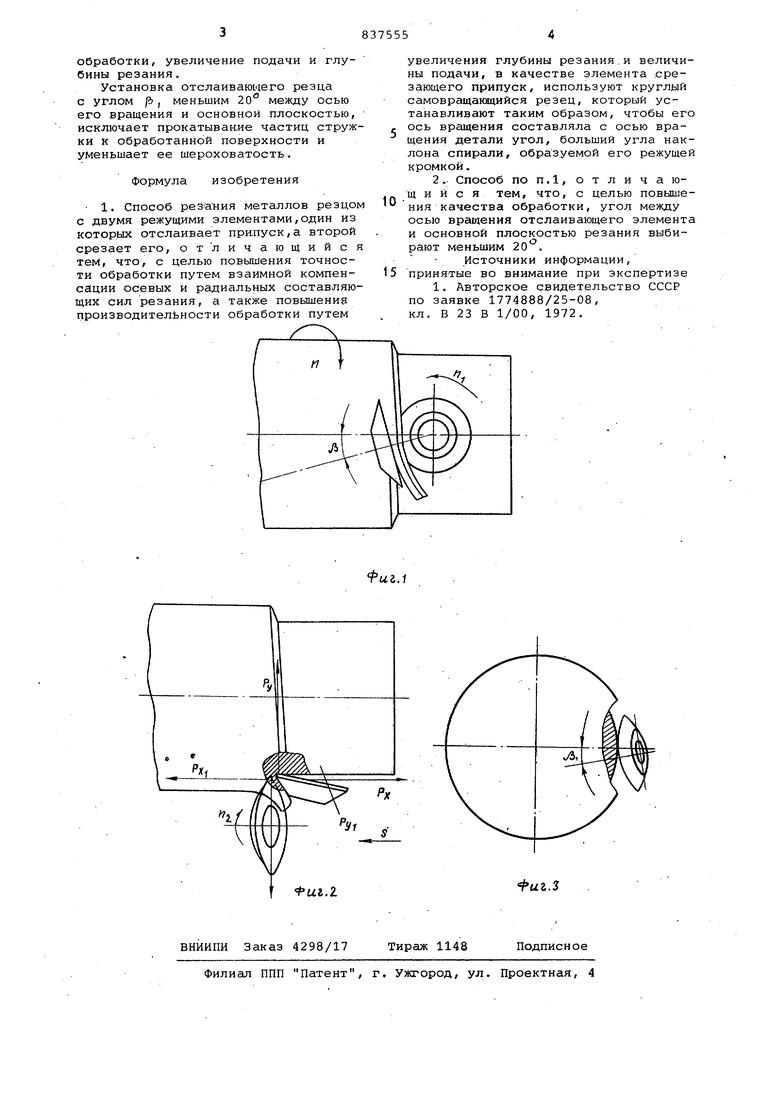
На фиг. 1 показано взаимное расположение режущих элементов в процессе их работы; на фиг. 2 - вид сверху (стрелками показаны направления вращения детали и инструментов и направление подачи); на фиг.З - пример расположения отслаивающего резца с углом Р 4 между осью его вращения и основной плоскостью.
В результате указанного расположения режущих элементов - самовращающихся резцов осевые составляющие силы резания РХ и РХ, а также ради0альные Pj и Р в процессе резания направлены навстречу друг другу, что обуславливает их частичную или полную компенсацию. Это объясняется тем, что усилие резания резца, рас5пол иного под углом наклона оси его вращения fi, большим угла наклона спирали, образуемой режущей кромкой, передает через корпус тянущее усилие на отслаивающий резец, раз0гружая механизм продольной подачи.
Компенсация радиальных усилий обусловлена тем, что отслаивающий ..резец, воздействуя конической поверхностью на отслаив.аемый буртик,
5 тянет заготовку на себя, а резец, срезающий припуск, оказывает на заготовку отжимающее усилие.
Уменьшение нагрузки на станок обеспечивает повышение точности
обработки, увеличение подачи и глубины резания.
Установка отслаивающего резца с углом р , меньшим 20° между осью его вращения и основной плоскостью, исключает прокатывание частиц стружки к обработанной поверхности и уменьшает ее шероховатость.
Формула изобретения
1. Способ резания металлов резцом с двумя режущими элементами,один из которых отслаивает припуск,а второй срезает его, отличающийся тем, что, с целью повышения точности обработки путем взаимной компенсации осевых и радиальных составляющих сил резания, а также повышения производительности обработки путем
увеличения глубины резания.и величины подачи, в качестве элемента срезающего припуск, используют круглый самовращающийся резец, который устанавливают таким образом, чтобы его ось вращения составляла с осью вращения детали угол, больший угла наклона спирали, образуемой его режущей кромкой.
2. Способ по п.1, отличающийся тем, что, с целью повышения качества обработки, угол между осью вращения отслаивающего элемента и основной плоскостью резания выбирают меньшим .
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР по заявке 1774888/25-08, кл. В 23 В 1/00, 1972.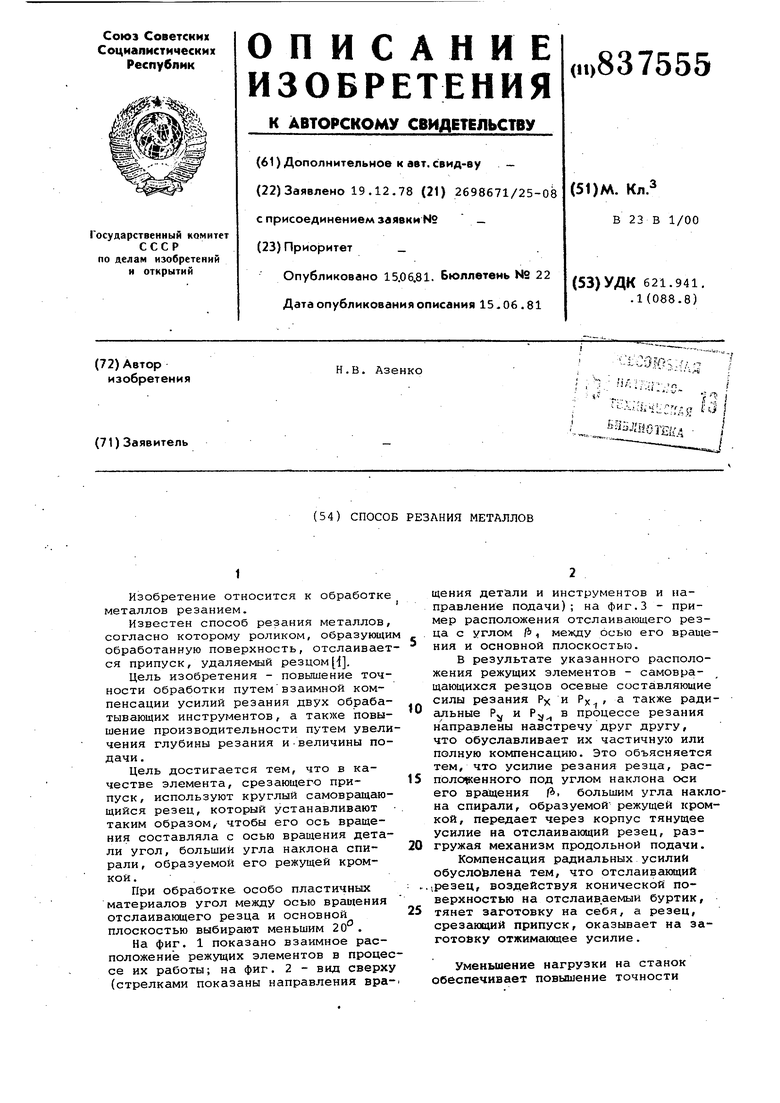
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОВМЕЩЕННОЙ ТОКАРНО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2001 |
|
RU2210464C2 |
| РОТАЦИОННЫЙ КОМБИНИРОВАННЫЙ РЕЗЕЦ | 2001 |
|
RU2207219C2 |
| Способ ротационного течения | 1982 |
|
SU1127690A1 |
| Способ обработки резцом с двумя вершинами | 1987 |
|
SU1547958A1 |
| Круглый вращающийся резец | 1984 |
|
SU1168340A1 |
| Способ обработки резанием чашечным резцом | 1990 |
|
SU1738471A1 |
| Способ обработки материалов сдРОблЕНиЕМ СТРужКи и уСТРОйСТВО дляЕгО ОСущЕСТВлЕНия | 1979 |
|
SU806260A1 |
| Резец | 1990 |
|
SU1780931A1 |
| РУЧНОЙ РУБАНОК | 2003 |
|
RU2248878C1 |
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
