Изобретение относится к машиностроению и инструментальному производству и может быть использовано при изготовлении червячных фрез.
Цель изобретения - повышение стойкости и точности путем увеличения длины вершинных режущих кромок.
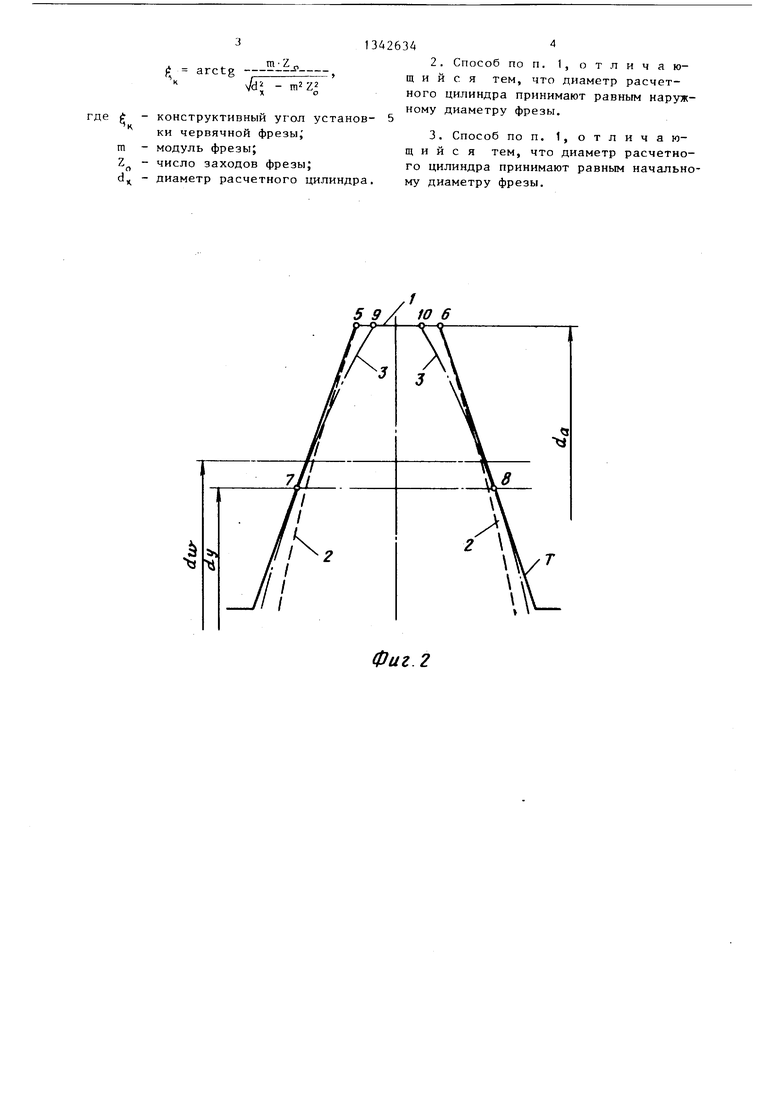
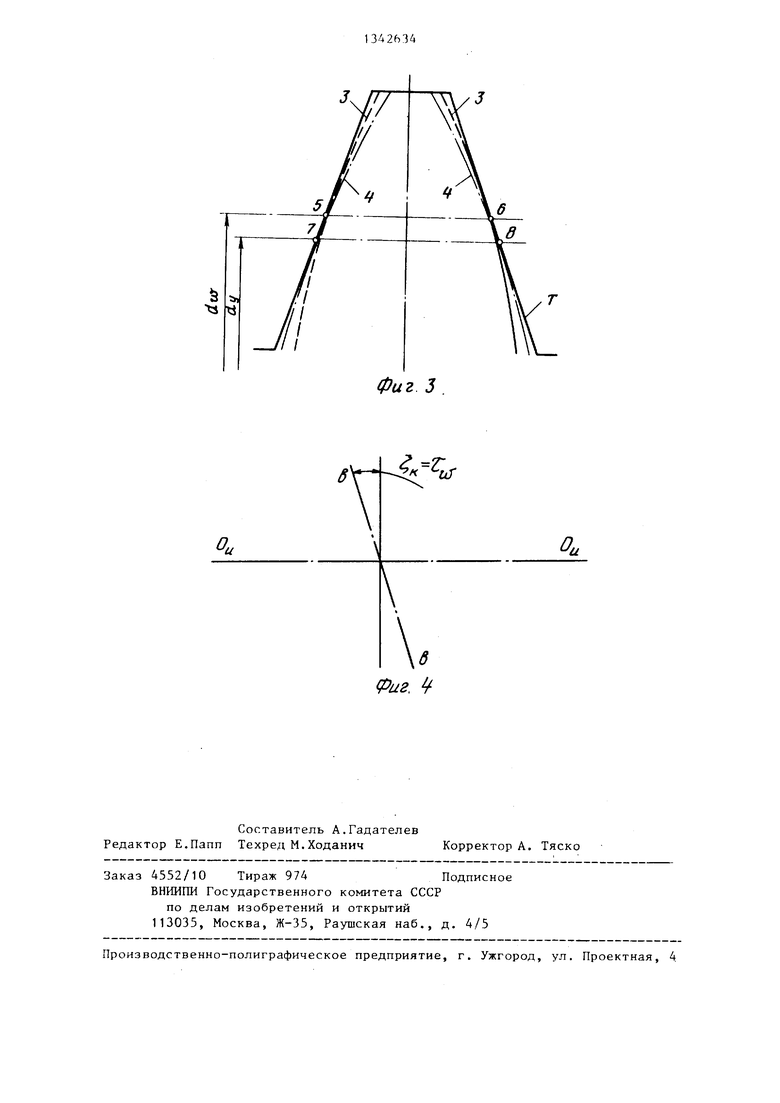
На фиг. 1 изображена червячная фреза, общий вид; на фиг. 2 - профиль зуба вспомогательной производящей рейки червячной фрезы, у которой конструктивный угол установки равен углу подъема витков на цилиндре вершин, а также профиль витков ее исход- ной инструментальной поверхности; на фиг. 3 - профиль зуба вспомогательной производящей рейки червячной фрезы, у которой конструктивный угол установки равен углу подъема витков на начальном цилиндре; на фиг. 4 - схема расположения оси вращения фрезы и образующей ее производящей рейки.
Профилирование червячной фрезы производят обкатом производящей рейкой Т, которой придают винтовое движение для получения исходной инструментальной поверхности червячной фрезы в ее винтовом движении. Винтовое движение вспомогательной рейки Т осуществляют
h
относительно некоторой оси , которой впоследствии будет совпадать ось вращения инструмента. Ось винтового движения рейки Т наклонена к рейке на конструктивный угол установки $ . Его выбирают равным углу подъема витков фрезы на цилиндре наперед заданного диаметра и рассчиты- вак}т по формуле
mZ.
arctg -
J d - л
m
2Z.
где - конструктивньш угол установки к„ ,
червячной фрезы;
m - модуль червячной фрезы;
ZQ - число заходов червячной фрезы
d - наперед задаваемый диаметр
цилиндра червячной фрезы, на котором угол подъема витков
и угол f равны.
к
Необходимо увеличить ширину вершинных режущих кромок 1 фрезы, которая при прочих неизменных условиях будет иметь наибольшую длину в том, и только в том случае, когда максимума достигает ширина витка исходной инструментальной поверхности червячной фрезы на ее наружном цилиндре.
0
5
Последнее достигается тогда, когда угол установки черпячной фрезы и угол подъема Т витков на ее наружном цилиндре равны друг другу, т.е когда выполняется условие о .
К
Угол подъема Т витков червячной фрезы на ее наружном цилиндре можно измерять в точке а. Конструктивный угол установки червячной фрезы равен углу перекрещивания оси вращения червячной фрезы с образующей прямой вспомогательной производящей рейки Т с прямой а-Ь. Чтобы обеспечить выполнение этого условия, угол
l определяют из приведенного соотно «шения.
Возможна реализация способа, когда расчетный диаметр d с целью повышения стойкости выбирают равньгм наружному диаметру фрезы d, а с целью повьш)ения точности диаметр d выбирают равным начальному диаметру d .
Н а фиг. 2 показан профиль 2 вит- 5 ков червячной фрезы, спрофилированной по предлагаемому изобретению, и профиль 3 витков стандратной червячной фрезы. Вьтолнение угла установки равным углу подъема витка на наружном цилиндре позволяет добиться касания профиля 2 и профиля 4 вспомогательной производящей рейки в точках 5 и 6, расположенных на наружном цилиндре; диаметром d.
Если конструктивный угол установ
0
5
0
ки отличен от угла i подъема на цилиндре вершин зуба (наружном диаметре) , то профиль 3 витков исходной инструментальной поверхности будет касаться профиля 4 зуба вспомогательной производящей рейки в точках 7 и 8, расположенных на цилиндре диаметром d , что приведет к уменьшению длины вершинной режущей кромки 1 до величины, равной отрезку 9-10.
Fi
Формула изобретения
1 . Способ профилирования червячных 5Q фрез, при котором производящей рейке сообщают винтовое движение относительно оси, наклоненной к рейке, отличающийся тем, что, с Целью повышения стойкости и точнос- угол наклона оси к рейке принимают равным углу наклона винтовых канавок червячной фрезы на диаметре расчетного цилиндра и определяют его из соотношения
55 ™
|i arctg
i -
f - конструктивный угол установ ки червячной фрезы, m - модуль фрезы; Z - число заходов фрезы; d., - диаметр расчетного цилиндра.
2.Способ по п. 1, отличающийся тем, что диаметр расчетного цилиндра принимают равным наружному диаметру фрезы.
3.Способ по п. 1, о т л и ч а ю- щ и и с я тем, что диаметр расчетного цилиндра принимают равным начальному диаметру фрезы.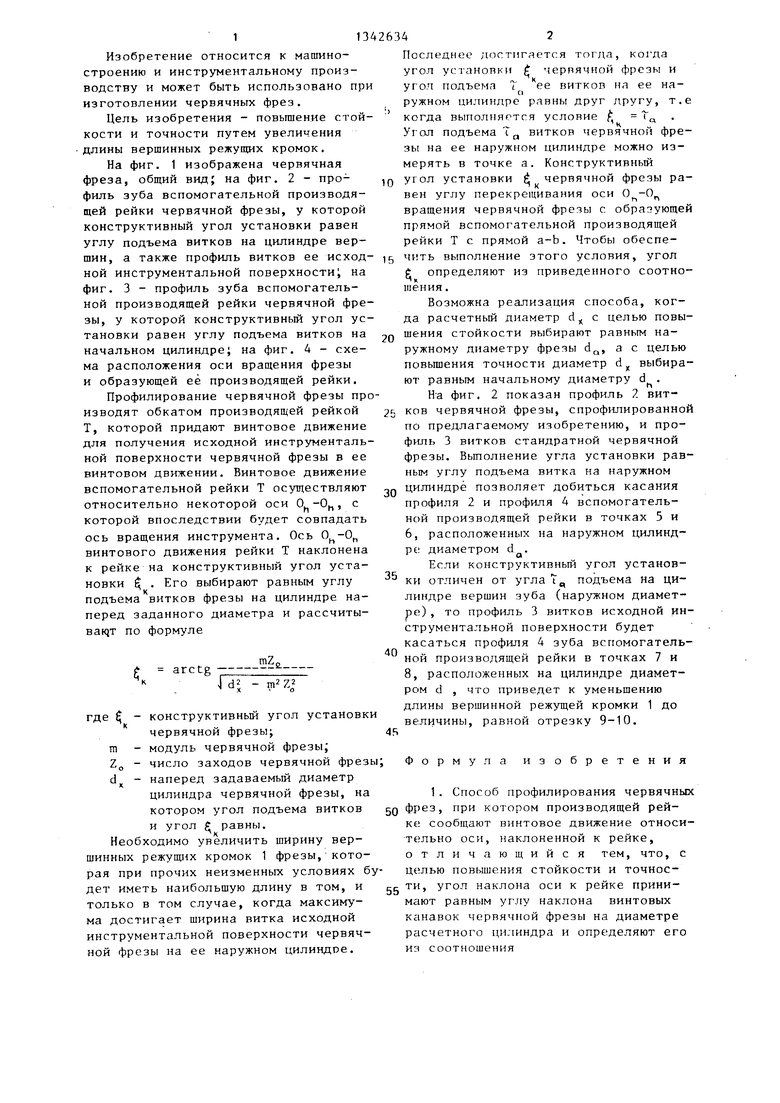
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Червячный инструмент | 1982 |
|
SU1028451A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| ГЕРОТОРНЫЙ МЕХАНИЗМ ВИНТОВОЙ ГИДРОМАШИНЫ | 2002 |
|
RU2205998C1 |
| ОРТОГОНАЛЬНАЯ ДВУХМОДУЛЬНАЯ ЧЕРВЯЧНАЯ ПЕРЕДАЧА | 1999 |
|
RU2159370C2 |
| Способ нарезания червячного колеса | 1980 |
|
SU952480A1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1998 |
|
RU2147496C1 |
| Червячная фреза | 1983 |
|
SU1134318A2 |
| Способ обработки зубчатых колес | 1980 |
|
SU1158312A1 |
Изобретение относится к области машиностроения и инструментального производства и может быть использовано при проектировании цилиндрических червячных фрез. Цель изобретения - повышение стойкости и точности за счет увеличения длины вершинных режу- п(их кромок. Профилирование червячной фрезы производят в условиях обката производящей рейкой Т, которой сообщают винтовое движение вокруг оси, наклоненной к оси рейки под углом, равным углу подъема винтовых канавок фрезы и определяемым из соотношения arctgmZ. : d x i Д 4к ко 1структивный угол установки червячной фрезы, га - модуль фрезы, 7 - число заходов фрезы, d - диаметр расчетного цилиндра. 2 з.п. ф-лы. 4 ил. с СЛ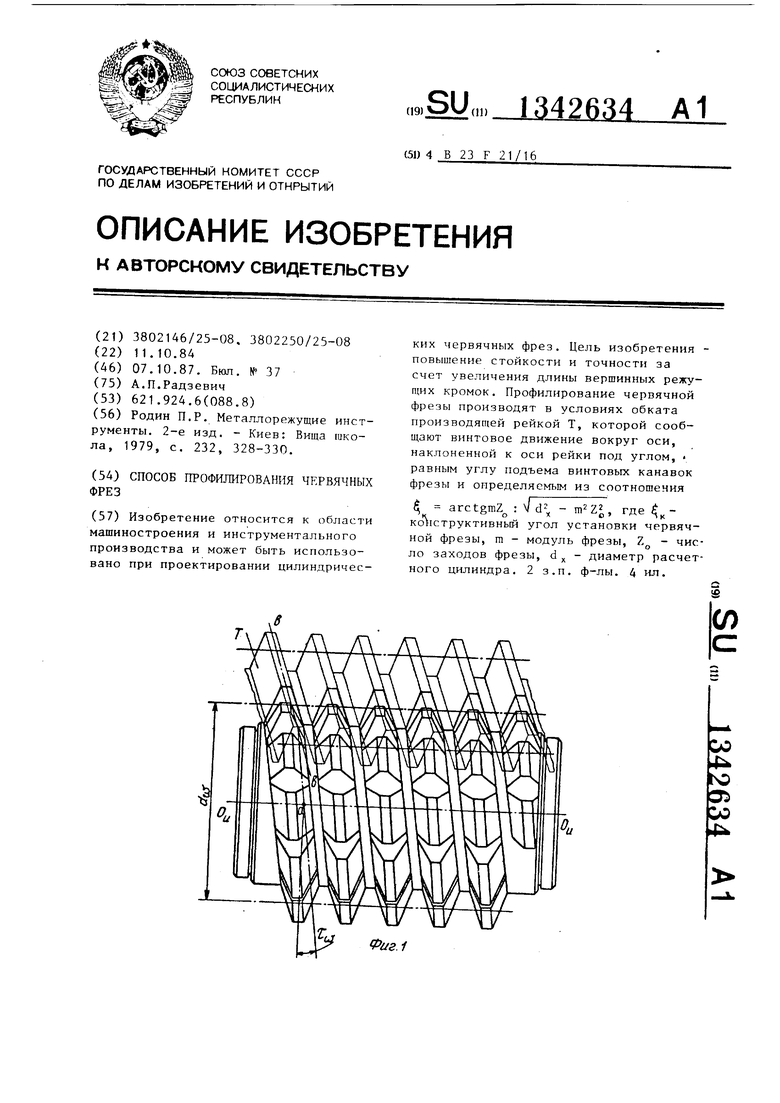
Фиг 2
фиг 3
/г-2Г.
иа.
Составитель А.Гадателев Редактор Е.Папп Техред М.Ходанич
Заказ 4552/10 Тираж 974Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор А. Тяско
| Родин П.Р | |||
| Металлорежущие инструменты | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| - Киев: Вища школа, 1979, с | |||
| Крутильно-намоточный аппарат | 1922 |
|
SU232A1 |
