1
Изобретение касается технологии машиностроения, в частности правки алмазных кругов на металлической связке электроискровым способом.
Известен снособ электроискровой нравки алмазного круга на металлической связне 1.
Однако после электроискровой правки за счет искрового и теплового эффектов алмазные зерна оказываются сильно выступающими из связки, и ослабляется связь между зернами и связкой. Поэтому в процессе шлифования алмазные зерна выпадают быстрее, и профиль круга теряется, а из-за сильно выступающих зерен ухудшается чистота обрабатываемой поверхности.
Известен также способ электроискровой правки алмазного круга на металлической связке с одновременным упрочнением его поверхности. При этом упрочнение производят путем заполнения пространства между выступающими алмазными зернами некоторым объемом обрабатываемого материала, налипающего на поверхность связки 2.
Однако при осуществлении этого способа связь между алмазным зерном и связкой остается недостаточно прочной.
Целью изобретения является повыщение стойкости алмазного круга.
Для этого по предлагаемому способу упрочнение осуществляют путем внедрения выступающих зерен в связку накатным роликом.
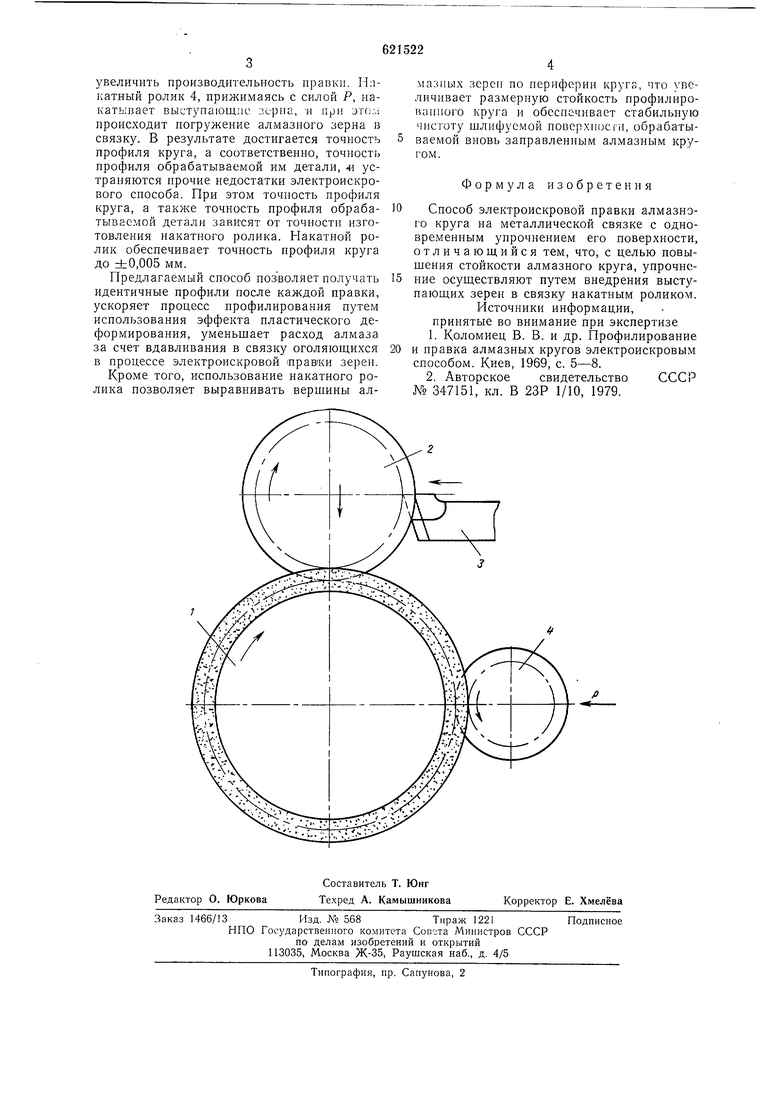
Изобретение поясняется чертежом. Алмазный круг 1 на металлической связке правится электроискровым способом с
помощью графитного ролика 2. Придание фасонного профиля графитовому ролику производится через фасонный резец 3. Алмазный круг 1 одновременно накатывается специальным накатным роликом 4. Ролик
4 может быть изготовлен из углеродистой инструментальной закаленной стали или же из твердого сплава. Для обеспечения высокой стойкости ролика его рекомендуется изготовить из твердого сплава.
С помощью фасонного твердосплавного резца 3 с обратным профилем профилируется графитный ролик 2. После правки графитовый ролик с помощью резца подвергается контролю с помощью проектора с
50-кратным увеличением. Отклонения в профиле учитываются при доводке фасонного резца. Графитовый ролик 2, непосредственно правящий алмазный круг 1, обладает относительно большим сопротивлением
электроэрозионному износу, что позволяет
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ШЛИФОВАЛЬНЫХ КРУГОВ | 2008 |
|
RU2364497C1 |
| Устройство для обработки,профилирования и правки алмазных кругов на металлической связке | 1985 |
|
SU1283001A1 |
| Способ изготовления профильных шлифовальных кругов из сверхтвердых материалов | 2016 |
|
RU2624879C1 |
| Способ электрохимико-механической правки кругов на металлической связке | 1985 |
|
SU1301599A1 |
| Способ правки абразивного круга на металлической связке | 1979 |
|
SU882719A1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2003 |
|
RU2231426C1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2003 |
|
RU2231427C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ОБРАБОТКИ ФАСОННОГО ИНСТРУМЕНТА, ПРЕИМУЩЕСТВЕННО ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЯНТАРЯ | 1998 |
|
RU2162780C2 |
| Правящий абразивный инструмент и способ его изготовления | 1983 |
|
SU1138304A1 |
| Способ электроэрозионного профилирования шлифовальных кругов | 1976 |
|
SU599950A1 |
