Изобретение относится к механосборочному производству, в частности к способам соединения деталей с натягом.
Цель изобретения - снижение трудоемкости и повышение качества соединения .
На фиг.1 изображено предлагаемое неподвижное соединение охватываемой и охва1Ъ1вающей деталей; на фиг. 2 - узел 1 на фиг.1 (зона контакта промежуточных элементов с волнистой поверхностью детали).
Способ осуществляют следующим об- разом.
Охватывающую дет.аль 1 и охватываемую деталь 2 устанавливают коаксиаль- но и жестко фиксируют их в таком положении. При помощи винтового приспо- собления запрессовывают между охватывающей и охватываемой деталями последовательно друг за другом промежуточные элементы 3 пластинчатой формы.
р и м е р. С целью экспериментального апробирования предлагаемого способа неподвижного соединения деталей изготавливают 20 образцов соединений, в 10-ти из которых промежуточные элементы изготовлены из стали 45 а в 10-ти других - из низкотемпературного запоминающего форму сплава никеля с титаном с приблизительно равным содержанием этих двух компонентов (нитинола). Геометрические (номинальные) размеры соединений: диаметр сплощного вала мм; внутренний диаметр промежуточных элементов D, 30 мм; наружный диаметр D2 50 мм, внутренний и наружный диаметры охваты вающей детали мм, D 80 мм. Натяг в соединениях выдерживают равным N 40±5 мм, средний шаг волнистости сопрягаемых поверхностей охватываемой и охватывающей деталей S 3,5 мм, длина соединения мм. Материал соединяемых деталей - сталь 45. С учетом среднего шага волнистости сопрягаемых поверхностей охватываемой и охватывающей деталей толщина промежуточных элементов выбрана равной ,5 мм. Посадочные диаметры обрабатывают шлифованием до RQ 2,5 мкм. Промежуточные элементы из стали 45 в
10-ти образцах соединений запрессовы- тываемой детали и с наружным диамет- вают с помощью винтового приспособле- ром, большим внутреннего диаметра ния. В 10-ти других образцах соединений промежуточные элементы из нитиноохватывающей детали на величину натя га, деформируют их при комнатной температуре так, что внутренний диала перед сборкой деформируют методом
раздачи в жидком азоте () до образования сборочного зазора между промежуточными элементами и соединяемыми деталями, после чего соединение собирают и нагревают до комнатной температуры.
Кроме того, изготавливают соединения с теми же параметрами деталей, но с промежуточными элементами в виде конических колец. Усилие затяжки выбирают максимально возможным из условия смятия.
Затем .проводят испытание на выпрес- совку. Результаты представлены в таблице.
Способ
Усилие выпрес- совки, кН
Предлагаемый
промежуточные элементы из стали 45
промежуточные элементы из нитинола
Соединение деталей при помощи стальных упругих конических колец
76
83
48
Формула изобретения
1.Способ неподвижного соединения охватываемой и охватывающей деталей, включающий размещение охватываемой детали в охватывающей и установку между ними набора элементов, отличающийся тем, что, с целью повышения качества соединения, каждый из элементов изготавливают в виде пластины, толщина которой меньше среднего шага волнистости сопрягаемых с ней поверхностей соединяемых деталей, при этом установку каждой пластины осуществляют запрессовкой.
2.Способ ПОП.1, отличающийся тем, что каждьй упругий элемент вьшолняют из низкотемпературного запоминающего форму сплава, например нитинола, с внутренним диаметром, меньшим наружного диаметра охватываемой детали и с наружным диамет- ром, большим внутреннего диаметра
охватывающей детали на величину натяга, деформируют их при комнатной температуре так, что внутренний диа313426564
метр становится больше наружного диа- ра охватывающей детали, затем соеди- метра охватываемой детали, а наруж- некие собирают и нагревают до восста- ный диаметр меньше внутреннего диамет- новления исходной формы тел.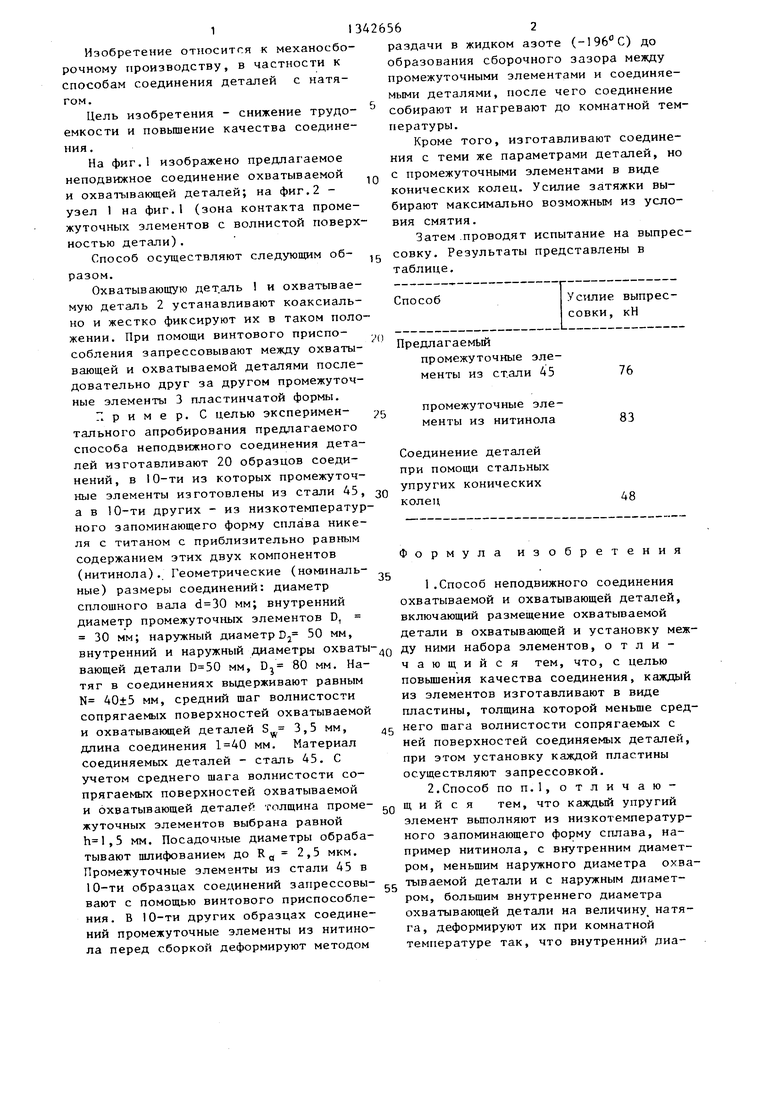
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения деталей с натягом | 1982 |
|
SU1034866A1 |
| Способ тепловой сборки с натягом охватываемой и охватывающей деталей | 1987 |
|
SU1418025A2 |
| Способ соединения деталей с натягом | 1978 |
|
SU740470A1 |
| Способ соединения деталей | 1984 |
|
SU1232454A2 |
| Способ соединения деталей с натягом термическим методом | 1979 |
|
SU867592A1 |
| Способ сборки запрессовкой деталей типа вал-втулка | 1988 |
|
SU1555101A1 |
| Способ неподвижного соединения деталей | 1985 |
|
SU1371836A1 |
| Способ получения неподвижного соединения охватываемой и охватывающей деталей | 1988 |
|
SU1581555A1 |
| Способ сборки с натягом охватывающей и полой охватываемой деталей | 1985 |
|
SU1288012A1 |
| Способ тепловой сборки с натягом охватываемой и охватывающей деталей | 1984 |
|
SU1291348A1 |
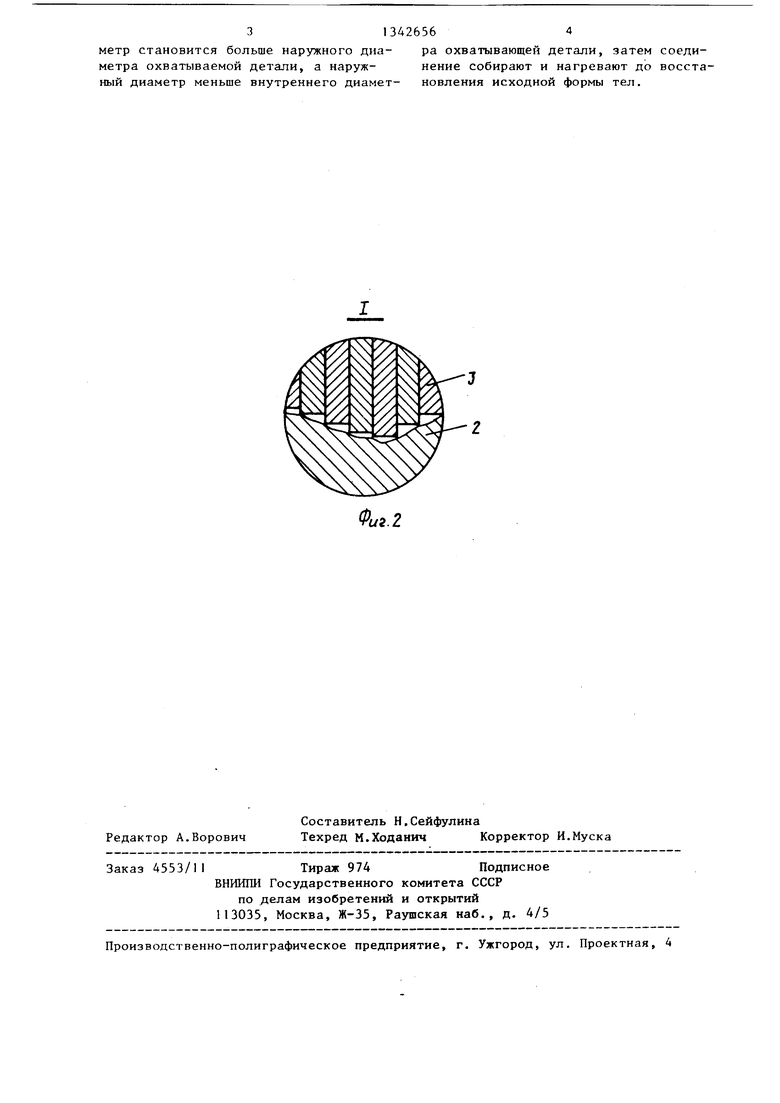
Изобретение относится к механосборочному нроизг:(Одству, в частности к способам соединения деталей с натягом. Цель изобретения - повышение качества соединения. Соединение осуществляют следующим образом. Охватывающую деталь 1 и охватываемую деталь 2 устанавливают коаксиально и жестко фиксируют их в таком положении. Между охватывающей и охватываемой деталями запрессовывают последовательно друг за друг ом промежуточные элемен- ть 3 пластинчатой формы, толщина которых меньше среднего шага волнистости сопрягаемзгх с ними поверхностей соединяемых деталей. Это позволяет повысить прочность соединения. Плас- тинчатые элементы выполняют из низкотемпературного запоминающего форму сплава. 1 з.п. ф-лы, 2 ил., 1 табл. (Л со IhO а: ел 
Редактор А.Ворович
Составитель Н.Сейфулина
Техред М.Ходанич Корректор И.Муска
Заказ 4553/11Тираж 974Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг. 2
| Берникер Е.И | |||
| Посадки с натягом в машиностроении | |||
| М.-Л.: Машиностроение, 1966, с | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
