.-
11
Изобретение относится к общему машиностроению и может быть использовано при выполнении механосборочных работ при сборке соединений с натягом, детали которых имеют длин- ные посадочные поверхности с эластичным покрытием.
Целью изобретения является снижение трудоемкости, повышение качества сборки за счет упрощения упру гоппастического деформирования охватываемой детали, снижения требований к обработке поверхностей соединяемых деталей и повышения надежности полученного соединения,
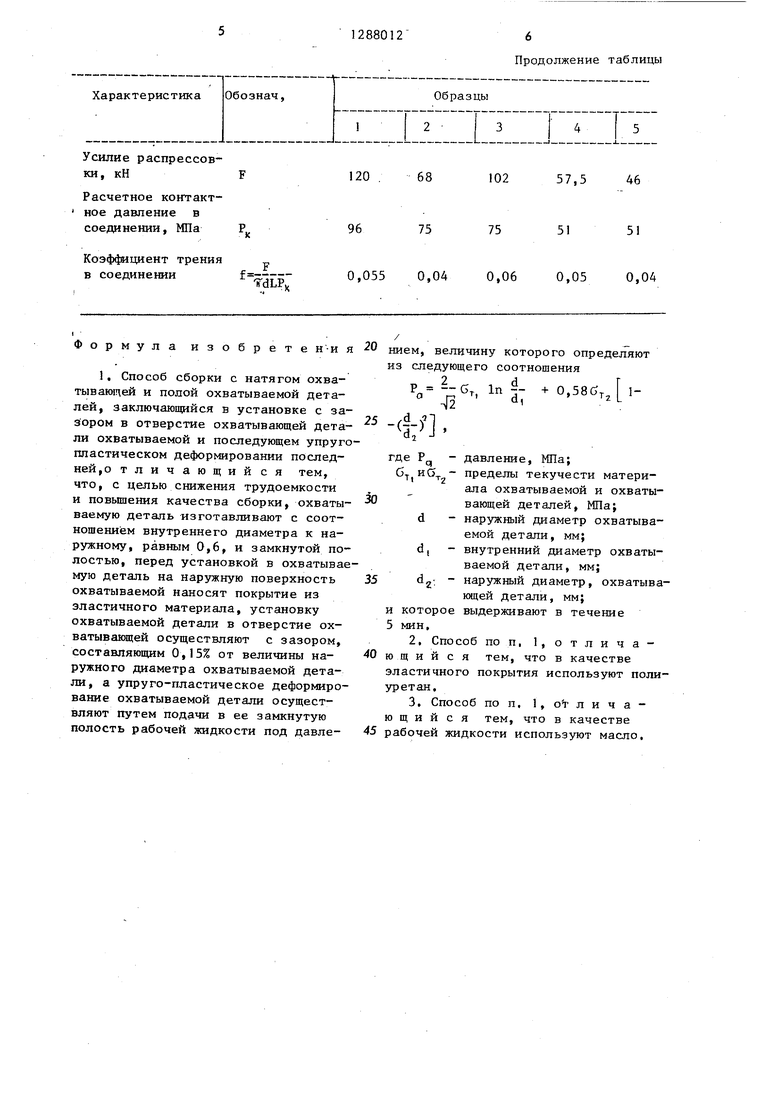
На фиг, 1 представлено соединение в момент упругопластического деформирования охватываемой детали; на фиг, 2 - соединение, имеющее остаточное напряженное состояние деталей после разгрузки в сечении А-А,
Способ осуществляется следующим образом,
В охватывающую деталь 1 с зазором U 0,0015 d устанавливают охватываемую деталь 2 с нанесенным эластичным покрытием 3 и имеющую внутреннюю полость 4, которая сообщается с резьбовым отверстием 5, Детали соединения устанавливают на опоры 6
К резьбовому отверстию 5 подключают источник 7 давления и в полост 4 нагнетается рабочая жидкость, с помощью которой создается расчетное давление Р, При этом охватываемая деталь 2 упругопластически деформируется в начальный момент свободно до устранения зазора а а затем продолжает упругопластически деформироваться, чем обеспечивается уп- ругая деформация охватывающей детали 1, Способ испытывают на партии опытных образцов из 5 ют, На охватываемые детали, имеющие внутренние полости, наносят эластичное покрыти из полиуретана толщиной 10 м. Затем образцы охватываемых деталей с зазором U (0,001 - 0,002)d устанавливают в охватывающие детали и нагружают подачей рабочей жидкости из внутренней полости под давлением
а ь1 57 ° т,ь
d,4
25
2880
- 10 5
20
,
35 40е 45 50
55
122
После создания расчетного давления Рд в полости 4 производят стабилизацию напряженно-деформированного состояния деталей I и 2 в течение 1 - 10 мин при постоянном поддержании расчетного давления Р в полости 4, Затем производят разгрузку соединений путем полного снятия давления рабочей жидкости,
В результате упругопластического деформирования в охватывающей детали 1 и охватываемой детали 2 (фиг, 2) образуется остаточное напряженное состояние, характеризуемое двумя главными напряжениями, а именно радиальным G и тангенциальным б , Остаточное напряжение G обеспечивает возникновение крнтактных давлений PJ. б в зоне сопряжения деталей 1 и 2 и покрытия 3, что приводит к возникновению надежного соединения с натягом.
Проверку нагрузочной способности полученных соединений производят путем распрессовки их под прессом. Анализ результатов проверки показывает, что оптимальные значения давления для создания упругопластичес- ких деформаций в соединении получают при соотнощении диаметров di/d 0,6,
где d, - внутренний диаметр охватываемой детали;
d - наружный диаметр охватываемой детали,
Величина зазора и также влияет на нагрузочную способность соединений, С увеличением зазора уменьшается фактический уровень контактного давления по сравнению с расчетным. Значительное уменьшение зазора усложняет установку охватываемой детали в охватывающую. Оптимальная величина зазора составляет 0,15% от d.
При выдержках от 1 до 3 мин под давлением Рд не происходит полной стабилизации напряженно-деформированного состояния. Оптимальное значение времени вьщержки составляет 5 мин, при увеличении выдержки увеличивается время сборки.
Результаты испытаний приведены в, таблице.
Диаметр полости,
мм
Диаметр наружный охватываемой детали , мм
Диаметр наружный охватывающей детали , мм
Длина сопряжения, мм
Толщина покрытия, мм
Зазор, мм
Материал охватываемой детали
Предел текучести материала охватываемой детали , МПа
Материал охватывающей детали
Предел текучести материала охватывающей ;цета- ли, МПа
Шероховатость сопрягаемых поверхностей
Рабочая среда
Расчетное давление автофрети- рования, МПа
Время выдержки
под давлением, мин
Фактическое давление автофретирова- ния, МПа
36Igl4 36lsl4 42lgl4 42Ig 14
60,06 60,08 60,11 60,04 60,03
1201514 120Igl4 0,100,080,120,100,08
0,060,120,090,090,12
CT 3ГОСТ 380-71
230230230230230
из одной партии
Ст. 45 ГОСТ 1050-74
390
390
390
390
Е„ 80 ,,80R,80
.И50А ГОСТ 20799-75
R.80
303
303
263
263
10
310
310
270
270
Формула изобретен-и я
1. Способ сборки с натягом охватывающей и полой охватываемой деталей, заключающийся в установке с зазором в отверстие охватывающей детали охватываемой и последующем упруго пластическом деформировании последней, о тличающийся тем, что, с целью снижения трудоемкости и повышения качества сборки, охватываемую деталь изготавливают с соотношением внутреннего диаметра к наружному равным 0,6, и замкнутой полостью, перед установкой в охватываемую деталь на наружную поверхность охватываемой наносят покрытие из эластичного материала, установку охватываемой детали в отверстие ох- ватывакщей осуществляют с зазором, составляющим 0,15% от величины наружного диаметра охватываемой детали, а упруго-пластическое деформирование охватываемой детали осуществляют путем подачи в ее замкнутую полость рабочей жидкости под давлеПродолжение таблицы
/ ,
кием, величину которого определяют из следующего соотношения
, Inf- 0,586,1
.
2
где Р
- давление, МПа;
,
q
- пределы текучести материала охватываемой и охватывающей деталей, МПа; d - наружный диаметр охватываемой детали, мм;
d, - внутренний диаметр охватываемой детали, мм; dg- - наружный диаметр, охватывающей детали, мм; и которое выдерживают в течение 5 мин,
2,Способ по п, 1, о т л и ч а - ю щ и и с я тем, что в качестве эластичного покрытия используют полиуретан,
3,Способ по п, 1, о т л и ч а - ю щ и и с я тем, что в качестве
рабочей жидкости используют масло.
фи.2

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения замковых деталей с бурильными трубами | 1989 |
|
SU1710692A1 |
| Способ соединения с натягом деталей типа вал-втулка | 1982 |
|
SU1060388A1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ПРОЧНОСТИ НАПРЕССОВКИ КОЛЕЦ ПОДШИПНИКОВ НА ШЕЙКЕ ОСИ КОЛЕСНОЙ ПАРЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2329478C1 |
| СПОСОБ ПОЛУЧЕНИЯ СОЕДИНЕНИЯ ДЕТАЛЕЙ ТИПА ВАЛ-ВТУЛКА | 2009 |
|
RU2450904C2 |
| Способ получения неразъемного соединения втулки с охватывающей деталью | 1984 |
|
SU1355428A1 |
| Способ образования неподвижного соединения охватывающей и охватываемой деталей | 1984 |
|
SU1217615A1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПОСАДОК С НАТЯГОМ | 2014 |
|
RU2641613C2 |
| ПРЕССОВОЕ СОЕДИНЕНИЕ ОХВАТЫВАЕМОЙ ВТУЛКИ С ОХВАТЫВАЮЩЕЙ КОРПУСНОЙ ДЕТАЛЬЮ | 2011 |
|
RU2481938C2 |
| Способ тепловой сборки с натягом охватываемой и охватывающей деталей из материалов с различными коэффициентами линейного расширения | 1983 |
|
SU1136921A1 |
| КРЕПЕЖНОЕ СОЕДИНЕНИЕ | 2011 |
|
RU2485363C1 |
Изобретение относится к механосборочному производству и может быть использовано при сборке соединений с натягом. Целью изобретения являет- ся снижение трудоемкости и повьше- ние качества сборки. Для этого в охватьшающую деталь 1 с зазором: А 0,0015 d устанавливают охватываемую деталь (ОД) 2, имеющую эластичное покрытие 3, например из полиуретана. Внутреннюю полость (П) 4 ОД 2 сообщают с резьбовым отверстием 5. Детали соединения устанавливаются на опоры 6. К резьбовому отверстию 5 подключают источник давления 7 и в П 4 нагнетается рабочая жидкость, с помощью которой создается расчетное давление автофрети- рования. При этом ОД 2 упругопласти- чески деформируется до устранения зазора д , а затем продолжает упру го пл ас ти чески деформироваться. После создания давления в П 4 стабилизируется напряженно-деформированное состояние деталей 1 и 2 в течение 5 мин при постоянном поддержании расчетного давления в П 4 от источника давления 7, а затем давление рабочей жидкости из П 4 снимается. В результате автофретирова- ния в деталях 1 и 2 образуется остаточное напряженное состояние, что приводит к возникновению надежного соединения с натягом. 2 з.п. ф-лы, 2 ил,, 1 табл. (Л фиг.}
| Способ сборки неразъемного соединения деталей типа "вал-втулка | 1977 |
|
SU733950A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
