Изобретение относится к ленточном шлифованию пера цельных лопаточньсх клес сопловых аппаратов и вентиляторов.
Цель изобретения - расширение технологических возможностей за счет обеспечения настройки станков, предназначенных для обработки цельных лопаточных колес.
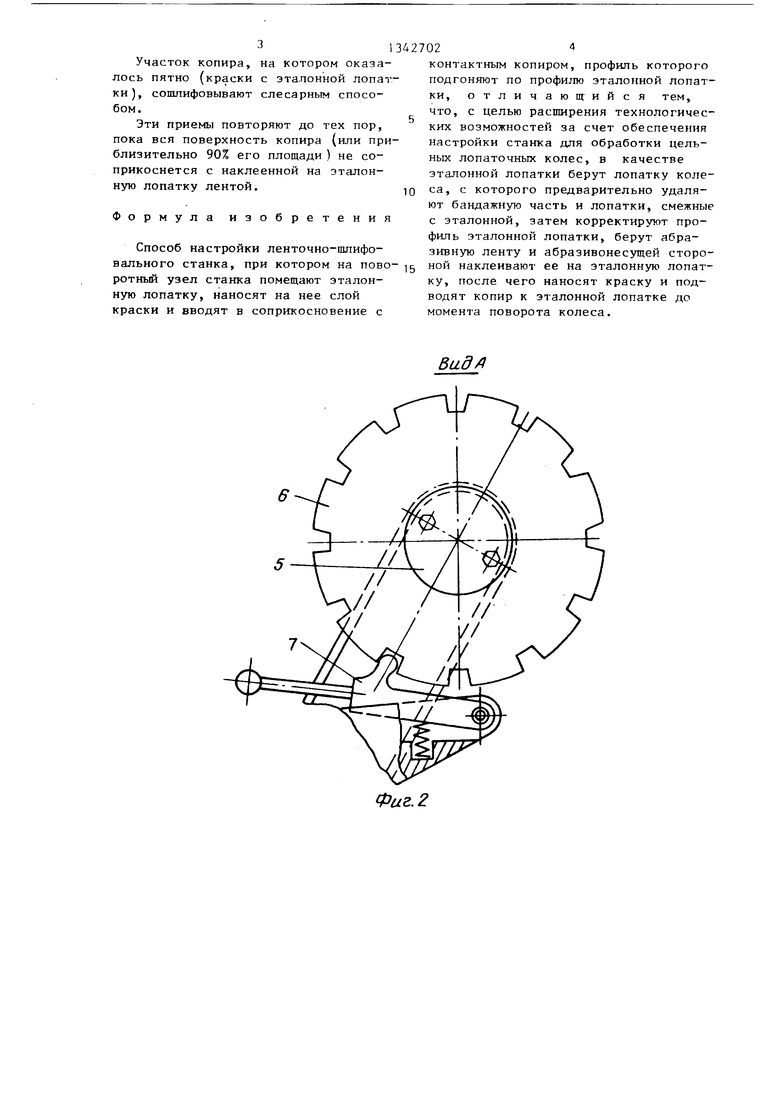
На фиг,1 показано устройство, поясняющее осуществление предлагаемого способа; на фиг.2 - вид А на фиг.1; на фиг.З - зоиа настройки контактного копира; на фиг,4 - часть колеса с эталонной лопаткой.
Настройке подлежит ленточно-шлифо вальный станок, предназначенный для обработки цельных колес 1, в которых лопатки 2 выполнены за одно целое с диском и бандажом Б.
Обработку лопаток производят движущейся со скоростью шлифования абразивной лентой 3, которую поджимают к обрабатьюаемой лопатке 2 эквидистантным оЕ рабатываемой поверхности на толщину ленты контактным копиром 4.
Обрабатьшаемое колесо 1 устанавливают на шпиндель 5, снабженный делительным диском 6, кинематически связанным с фиксатором 7 его углового положения. Об изменении углового пол женил делительного диска судят по показаниям датчика 8, например индикаторных часов, ножка которых взаимодействует с зубом паза делительного диска 6, а корпус закреплен на станине ( не показана ).
Настройка станка сводится к подгонке рабочего профиля контактного копира 4 по эталонной лопатке 2 с помощью краски, которую наносят на эталонную лопатку.
В качестве эталонного используют лопаточное колесо 1, с которого удаляют лопатки 9 (фиг.З и 4), соседние с эталонной лопаткой 2, и их бандажную часть Б. Это необходимо для того чтобы точно определить место контактного копира 4 е эталонной лопаткой, поскольку в противном случае при вводе копира в межлопаточное пространство возможны случайные соприкосновения копира с лопаткой, вследствие чего на копире образуются ложные пятна контакта (следы краски).
Профиль эталонной лопатки 2 окончательно подгоняют после удаления со
0
5
0
5
0
5
0
5
седних с ней лопаток 9. Это необходимо потому, что после удаления (вырезки, }1апример, электроэррозионным способом ) лопаток 9 и соединяющей их части бандажа Б колесо ведет оно самопроизвольно деформируется от остаточных напряжений. Сама подгонка профиля эталонной лопатки осуществляется известными приемами, например слесарными (лекальными), с использованием ручных обрабатывающих инструментов и существующих средств контроля лопатки.
Окончательно подогнанный профиль эталонной лопатки 2 обклеивают по реей поверхности пера абразивной лентой 3 абразивом к перу. Для этого берут участок ленты, предназначенный для обработки лопаток, по размерам, -превышающим размеры лопатки (на 1- 3 мм), и наклеивают его к лопатке из- вестньми клеями типа БФ. Наклейка ленты необходима для того, чтобы выполнить профиль копира в виде экви- дистанты эталонного профиля пера, что необходимо для обеспечения заданной точности обработки (т.е. настройки станка).
Краску (синьку) наносят кисточкой тонким слоем на тыльную сторону ленты, т.е. на оставшуюся доступной поверхность ленты, не содержащей абразивного покрытия.
Дедительньш диск 6 фиксируют в рабочем положении фиксатором 7.
Контактный копир 4 подводят (путем его соответствующего перемещения механизмом 10 его подачи) к эталонной лопатке до его соприкосновения с ней, о котором судят по началу поворота колеса 1, т.е. по показаниям датчика 8. Чтобы колесо 1 повернулось, вместе со птинделем 5, на котором оно закреплено, в ожидаемый момент соприкосновения с эталонной лопаткой производят расфиксировку делительного диска. Поскольку этот момент соприкосновения точно заранее не известен, указанную расфиксировку диска производят периодически, т.е. несколько раз подряд, что гарантирует от случайного проворота колеса. После определения начала этого соприкосновения подвод копира прекращают, отводят его в исходное положение или, наоборот, поворачивают вручную шпиндель 5 для отвода эталонной лопатки от копира.
31
Участок копира, на котором оказалось пятно (краски с эталонной лопат ки), сопшифовывают слесарным способом.
Эти приемы повторяют до тех пор, пока вся поверхность копира (или при близительно 90% его площади ) не соприкоснется с наклеенной на эталонную лопатку лентой.
Формула изобретения
Способ настройки ленточно-пшифо- вального станка, при котором на пово ротный узел станка помещают эталонную лопатку, наносят на нее слой краски и вводят в соприкосновение с
427024
контактным копиром, профиль которого подгоняют по профилю эталонной лопатки, отличающийся тем, что, с целью расширения технологических возможностей за счет обеспечения настройки станка для обработки цельных лопаточных колес, в качестве эталонной лопатки берут лопатку коле- 10 са, с которого предварительно удаляют бандажную часть и лопатки, смежные с эталонной, затем корректируют профиль эталонной лопатки, берут абразивную ленту и абразивонесущей сторо15 ной наклеивают ее на эталонную лопатку, после чего наносят краску и подводят копир к эталонной лопатке до момента поворота колеса.
Вад/
Фиг. 2
%гг
Редактор И.Горная
Составитель В.Воробьев Техред А.Кравчук
Заказ 4584/14 Тираж 714Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор И.Муска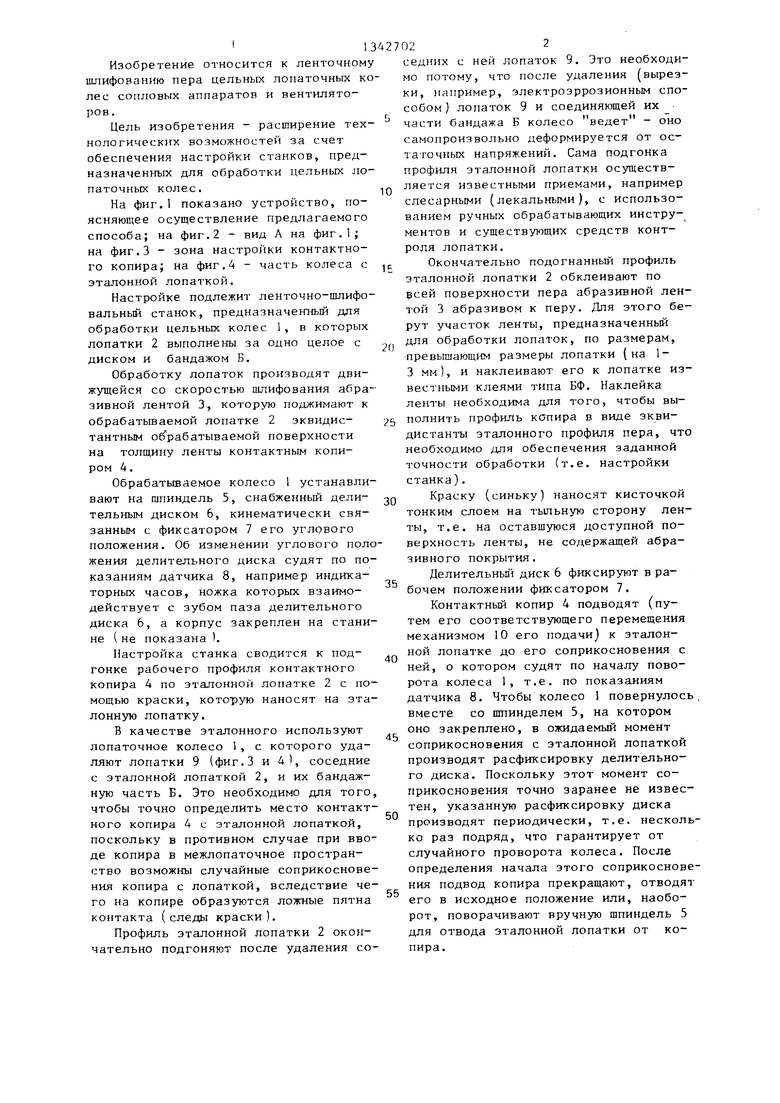
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ настройкт ленточно-шлифовального станка | 1976 |
|
SU606715A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1973 |
|
SU610664A1 |
| Ленточно-шлифовальный станок | 1977 |
|
SU686850A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU975348A2 |
| Способ ленточного шлифования прикомлевых участков лопаток | 1972 |
|
SU603567A1 |
| Ленточно-шлифовальный станок дляОдНОВРЕМЕННОй дВуХСТОРОННЕй ОбРАбОТКиКРупНОгАбАРиТНыХ лОпАТОК | 1979 |
|
SU795901A1 |
| Устройство для ленточного шлифования | 1989 |
|
SU1685691A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2017 |
|
RU2678222C1 |
| Устройство для ленточного шлифования криволинейных поверхностей | 1982 |
|
SU1013228A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU942957A1 |
Изобретение относится к специальным ленточно-шлифовальным станкам, предназначенным для обработки лопаток цельных рабочих колес и сопловых аппаратов, и может быть использовано в энергомашиностроительной промышленности. Цель изобретения - расширение технологических возможностей за счет обеспечения настройки станка для обработки цельных лопаточных колес. Для настройки станка в качестве эталонного используют лопаточное колесо 1, с которого удаляют лопатки 9, соседние с эталонной лопаткой 2, профиль которой окончательно подгоняют после удаления этих лопаток. Подогнанный профиль эталонной лопатки 2 обклеивают по всей поверхности перед абразивной лентой 3 абразивом к перу. На наклеенную ленту наносят тонким слоем краску. Контактный копир подводят к лопатке до начала его соприкосновения с ней, о котором судят по началу поворота эталонного колеса. Пятно контакта на копире (от краски) удаляют слесарным способом, сошлифовывая поверх- ностньй слой. Это позволяет настраивать станки, предназначенные для обработки цельных колес и сопловых аппаратов. 4 е СЛ Фиг.1
| Идзон М.Ф | |||
| Механическая обработка лопаток газотурбинных двигателей | |||
| - Оборонгиз, 1963, с | |||
| Переносная печь-плита | 1920 |
|
SU184A1 |
