сл
t
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки сложных поверхностей | 1987 |
|
SU1437189A1 |
| Станок для двухстороннего шлифования деталей аэродинамического профиля абразивными лентами | 1978 |
|
SU905009A1 |
| Копировальный станок | 1979 |
|
SU876383A2 |
| Устройство для ленточного шлифования криволинейных поверхностей | 1982 |
|
SU1013228A1 |
| Ленточно-щлифовальный станок для обработки лопаток газотурбинных двигателей | 1977 |
|
SU865624A2 |
| Ленточно-шлифовальный станок для обработки лопаток | 1973 |
|
SU610664A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1977 |
|
SU931403A2 |
| Способ шлифования пера лопаток и копировальный станок | 1981 |
|
SU1013225A1 |
| Ленточно-шлифовальный станок для обработки пера лопаток | 1977 |
|
SU745656A1 |
| Устройство для шлифования криволинейных поверхностей | 1971 |
|
SU499096A1 |
Изобретение относится к обработке деталей сложной формы типа пера лопаток на копировальных станках Целью изобретения является повышение качества обработки. Станок включает станину со столом, копирующим роликом и обрабатывающим инструментом в виде абразивной ленты, огибающей контактный и приводной ремни, установленный на столе корпус с размещенным в нем копиром и деталью Абразивная лента установлена на роторе посредством контактных роликов, причем расстояния от оси вала ротора до наиболее удаленной точки любого контактного ролика равны, а кон- тактные поверхности роликов имеют разную кривизну в плоскости, перпендикулярной оси вращения роликов 3 ил
Изобретение относится к металлообработке и касается шлифования и полирования пера лопаток и других сложнофасонных поверхностей.
Целью изобретения является повышение качества обработки
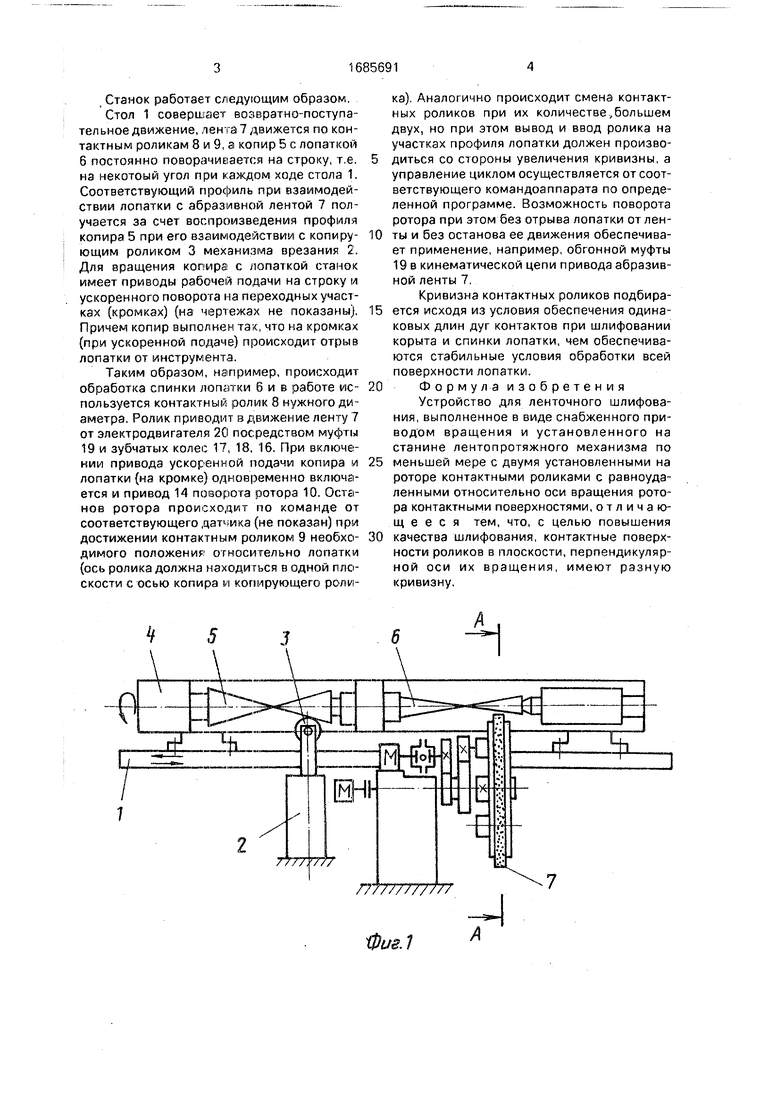
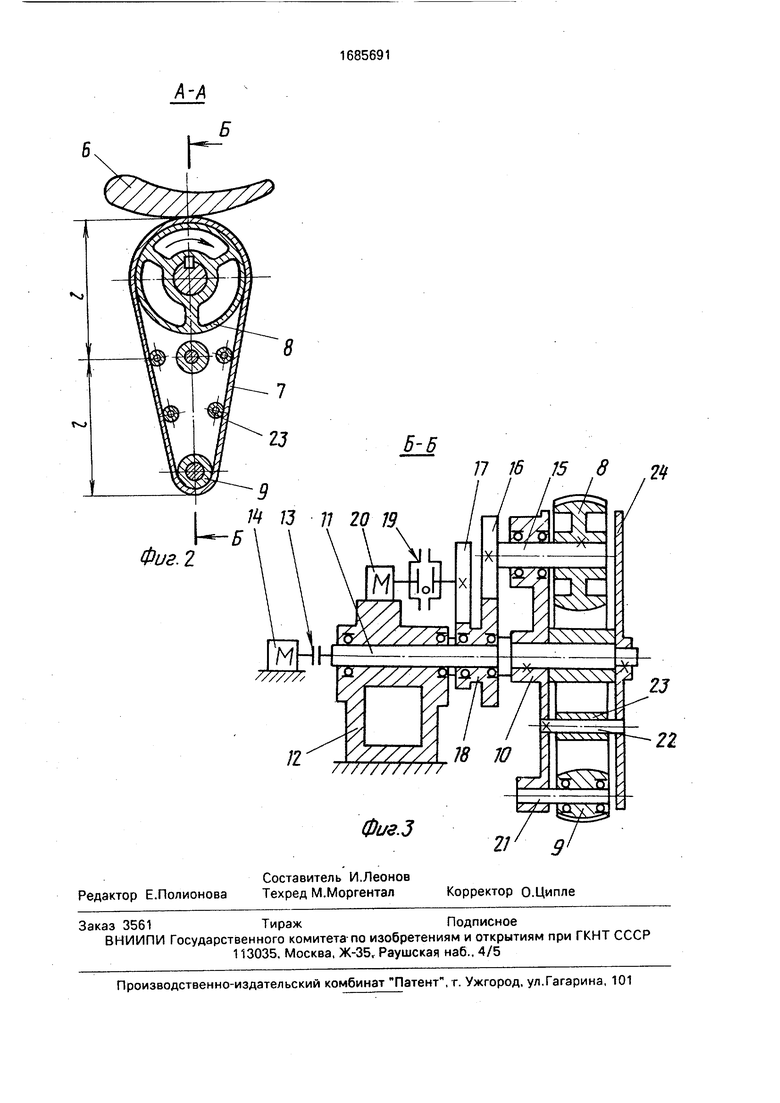
На фиг.1 показана схема станка; на фиг.2 - сечение по А-А на фиг. 1; на фиг 3 - сечение по Б-Б на фиг.2.
Устройство состоит из станины (не показаны), на направляющих которой установлен стол 1, механизма врезания 2 с копирующим роликом 3, установленного на столе корпуса 4 с копиром 5 и обрабатываемой лопаткой 6, обрабатывающего инструмента - шлифовальной ленты 7, смонтированной на контактных роликах 8 и 9, Последние установлены в роторе 10, вал 11 которого смонтирован в корпусе 12 и муфтой 13 связан с электродвигателем 14 привода ротора. Один контактный ролик,
например, 8 с малым радиусом кривизны жестко установлен на валу 15 и посредством зубчатых колес 16, 17, зубчатого блока 18 и обгонной муфты 19 связан с электродвигателем 20 привода ленты 7 Второй контактный ролик 9 с относительно большим радиусом кривизны установлен на оси 21, жестко закрепленной в роторе 10. В роторе также установлены на осях 22 опорные ролики 23, которые могут быть использованы и для натяжения ленты Зона размещения обрабатывающего инструмента - ленты 7 - ограждена крышкой 24. При обработке лопаток с резко изменяющейся кривизной сечения пера в роторе увеличивают число контактных роликов. Каждый ролик имеет соответствующую кривизну в плоскости, перпендикулярной оси ролика (по профилю лопатки), а расстояния I от оси ротора 10 до наиболее удаленной точки каждого контактного ролика должны быть равными.
о
00 СП CN Ю
Станок работает следующим образом.
Стол 1 совершает возвратно-поступательное движение, лента 7 движется по контактным роликам 8 и 9, а копир 5 с лопаткой 6 постоянно поворачивается на строку, т.е. на некотоый угол при каждом ходе стола 1. Соответствующий профиль при взаимодействии лопатки с абразивной лентой 7 получается за счет воспроизведения профиля копира 5 при его взаимодействии с копиру- ющим роликом 3 механизма врезания 2. Для вращения копира с лопаткой станок имеет приводы рабочей подачи на строку и ускоренного поворота на переходных участках (кромках) (на чертежах не показаны). Причем копир выполнен так, что на кромках (при ускоренной подаче) происходит отрыв лопатки от инструмента.
Таким образом, например, происходит обработка спинки лопатки бив работе ис- пользуется контактный ролик 8 нужного диаметра. Ролик приводит в движение ленту 7 от электродвигателя 20 посредством муфты 19 и зубчатых колес 17, 18, 16. При включении привода ускоренной подачи копира и лопатки (на кромке) одновременно включается и привод 14 поворота ротора 10. Останов ротора происходит по команде от соответствующего датчика (не показан) при достижении контактным роликом 9 необхо- димого положения относительно лопатки (ось ролика должна находиться в одной плоскости с осью копира и копирующего ролика). Аналогично происходит смена контактных роликов при их количестве,большем двух, но при этом вывод и ввод ролика на участках профиля лопатки должен производиться со стороны увеличения кривизны, а управление циклом осуществляется от соответствующего командоаппарата по определенной программе. Возможность поворота ротора при этом без отрыва лопатки от ленты и без останова ее движения обеспечивает применение, например, обгонной муфты 19 в кинематической цепи привода абразивной ленты 7.
Кривизна контактных роликов подбирается исходя из условия обеспечения одинаковых длин дуг контактов при шлифовании корыта и спинки лопатки, чем обеспечиваются стабильные условия обработки всей поверхности лопатки.
Формула изобретения Устройство для ленточного шлифования, выполненное в виде снабженного приводом вращения и установленного на станине лентопротяжного механизма по меньшей мере с двумя установленными на роторе контактными роликами с равноудаленными относительно оси вращения ротора контактными поверхностями, отличающееся тем, что, с целью повышения качества шлифования, контактные поверхности роликов в плоскости, перпендикулярной оси их вращения, имеют разную кривизну.
2J
Фиг. 2
М 13 11 20 19. Н-5
/2
Б-Б
17 16 15 8
Фиг.З
| Ленточно-шлифовальный станок | 1971 |
|
SU446398A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
