(54) СПОСОБ НАСТРОЙКИ ЛНПТОЧНО-ШЛИаЮВАЛЬНОГО
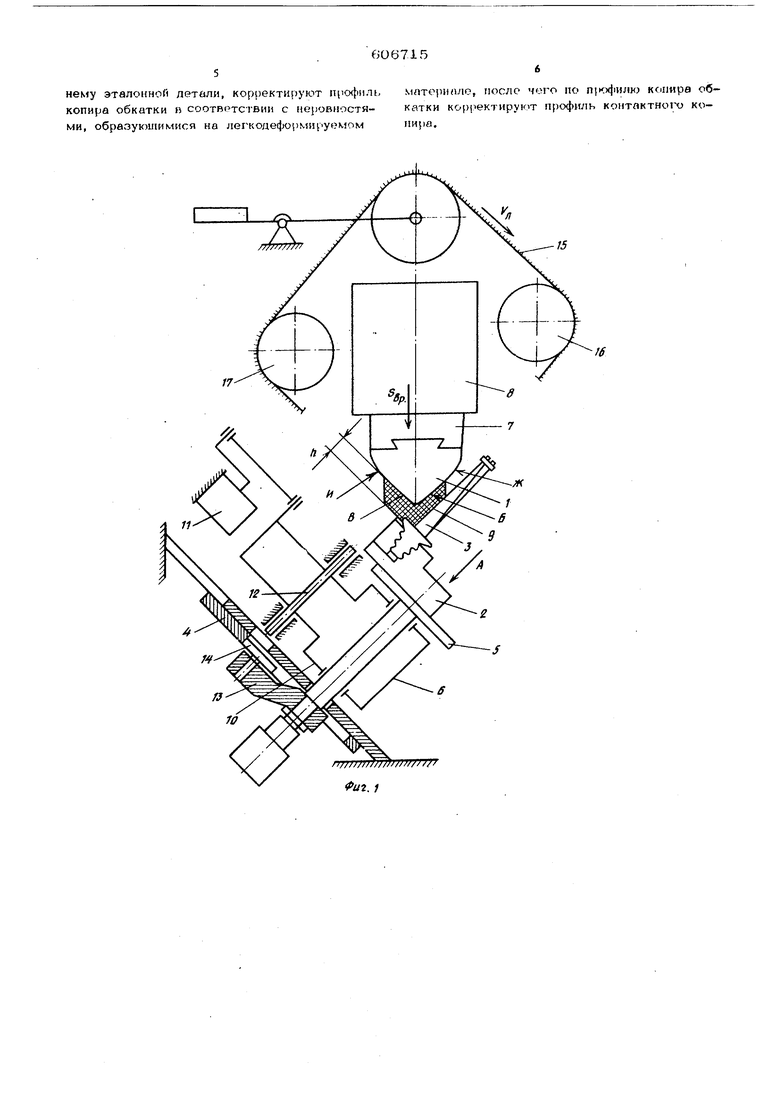
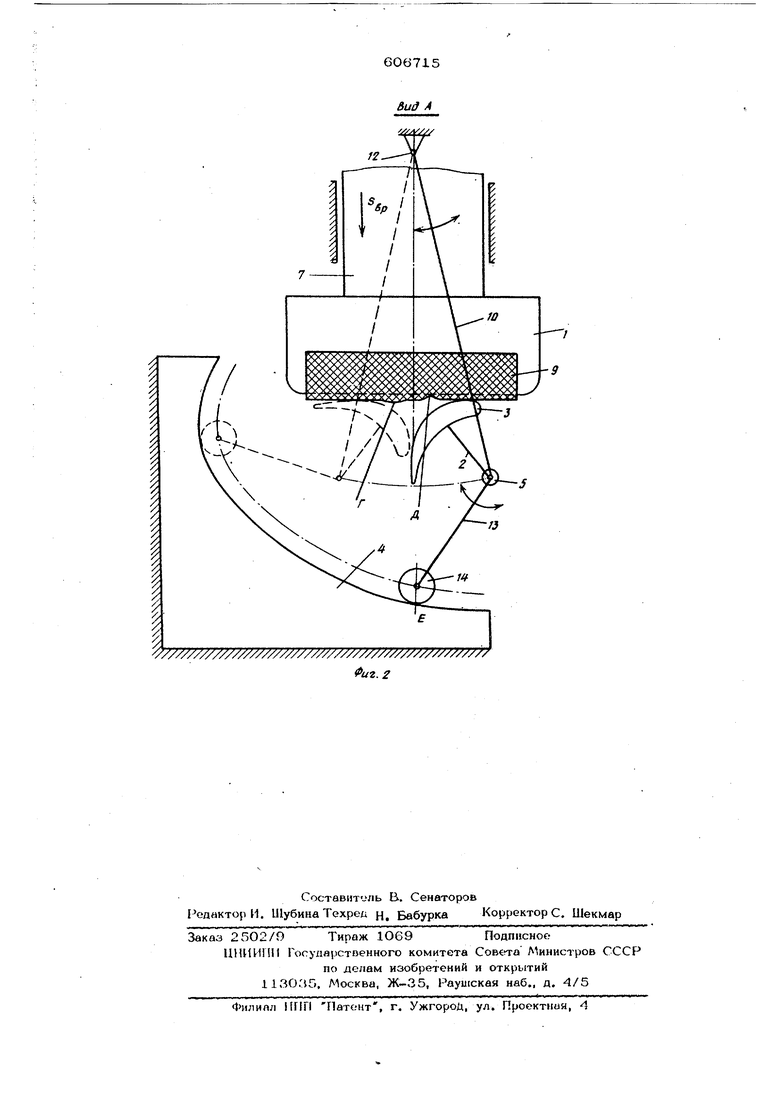
СТАНКА riejien настройкой станка на него устанав ливают необходимую технологическую оснаст ку: заготовку контактного копира J, приспособление 2 для крепления обрабатываемых деталей, изготовленную с высокой точностью эталонную деталь 3, копир 4 обкатки (копи разворота шпинделя 5 механизма обката 6) При этом контактный копир 1 устанавливают н пиноль 7 механизма подачи детали на врезание 8; крепежное лриспособление 2 уста навливают на шпинделе 5 механизма бката эталонную деталь 3 закрепляют в приспособ лении 2, а копир 4 обкатки устанавливают на соответствующих базах станка. На рабочие поверхности Б и В контактного копира 1 наносят слой легкодеформируемого материала (покрытия) 9, лучше все го пластилина, который просто прилепливают к контактному копиру вручную слоем толщиной tl (фиг. 1) не менее 10 мм. Наружные поверхности легкодеформируемого покрытия и эталонной детали 3 обильно смазывают маслом, например трансформаторным. Включают привод механизма обката 6 в результате чего эталонная деталь начинает совершать формообразующее движение обкатки. На чертежах, поясняющих способ, в качестве примера изображен станок с механизмом обката 6, выполненным в виде люльки 10, с помощью привода 11 имеюще возможность качаться вокруг оси 12. В люльке установлен шпиндель 5, на конце которого закреплен рычаг 13 со свободно вращающимся роликом 14, взаимодействующим с копиром 4 разворота шпинделя копиром обкатки, закрепленным на станине станка. После включения механизма обкатки ме ленно подают контактный копир 1 с пиноль 7 в направлении на врезание (по стрелке .). Совершающая при этом формообразующ движения обкатки эталонная деталь 3 выдавливает на легкодеформируемом покрыти 9 профиль контактного копира, который бы получился при его доводке. В конце подачи осуществляют выхаживание, т.е. обкатку производят без подачи на врезание. После выхаживания пиноль 7 контактным копиром 1, не выключая механ ма обкатки, отводят от эталонной детали в исходное состояние. Осторожно снимают с пиноли 7 контактный копир 1 (чтобы не деформировать полученный профиль на Легкоде4хэрмируемом покрытии). Осматривают полученный на пластилине профиль и отмечают, например, рисками или краской те места, где на нем имеются недопустимо большие )еровности - выступы Г или впа.аины Д (фиг. 2). Снова закрепляют контактный копир 1 с покрытием в пиноли, подводят его вмес-. те с пинолью к эталонной детали fe медленно (вручную) проворачивают механизм обката в такие положения, при которых эталонная деталь 3 касается легкодеформируе- мого покрытия 9 на копире 1 в тех его местах, где его профиль имеет указанные неровности. На копире 4 обкатки в точках его контакта с роликом 14 в моменты касания эталонной детали 3 с указанными неровностями легкодеформируемого покрытия 9 намеча19т соответствующие места Е (фиг. 2) . начала и конца контакта эталонной детали с этими неровностями. По отмеченным точкам Е известными методами подгоняют профиль копира 4 обкатки. Затем производят контроль корректировки копира обкатки. Для этого выравнивают профиль легкодеформируемого покрытия контактного копира и вновь производят обкатку эталонной детали по покрытию, выдавливая на нем ее эквидистантно-отраженный профиль по виду которого судят о степени корректировки копира обкаткр. В случае необходимости операции повторяютдо тех пор, пока на легкодеформируемом покрытии получится требуемый профиль. После этого легкодеформируемое. покрытие с контактного копира снимают и по эталонной детали 3 известными методами (например, по краске) подгоняют рабочие поверхности Б и В контактного копира 1. После подгонки рабочих поверхностей подгоняют нерабочие поверхности Ж и И контактного копира, направляющие абразивную ленту 15. Одновременно настраивают ролики 16 и 17 лентопротяжного механизма, добиваясь устойчивого движения абразивной ленты 15. После Этих операций начинают обрабатывать детали и по результатам измерений их точности известными шриемами, если это необходимо, окончательно доводят профиль контактного копира 1. Эксперименты на ленточно-шлифовальных станках моделей 3824 и ЗЛШ-41 пбказалйу что лрименение описываемого сдособа настройки позволяет сократить трудоемкость настройки этих станков в 3-5 раз. Формула изобретения Способ настройки ленточно-шлифовальногС станка, при котором профили контактного копира и копира обкатки подгоняют по эталонной детали, отличающийся тем, что, с целью повышения производительности настройки станка, рабочую поверхность контактного копира покрывают легкодеформируемым материалом, производят обкатку по
нему эталонной летали, корректируют копира обкатки и соответствии с неровностями, образующимися на легкоде(}к)рмнруемом
мптериале, после чего по niKxjuuiKj копира обкатки KopiieKTHpyioT профиль контактно1Х) копира.
/5
777//////// /// //
Риг. 1
//////////////////////////////////у///////////////// /
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления копира | 1976 |
|
SU662326A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1977 |
|
SU657976A2 |
| Ленточно-шлифовальное устройство | 1978 |
|
SU891364A2 |
| Ленточно-шлифовальный станок для обработки лопаток | 1976 |
|
SU627949A2 |
| Ленточно-щлифовальный станок для обработки лопаток газотурбинных двигателей | 1977 |
|
SU865624A2 |
| Ленточно-шлифовальный станок | 1980 |
|
SU975348A2 |
| Ленточно-шлифовальный станок для об-РАбОТКи лОпАТОК | 1978 |
|
SU837795A1 |
| Ленточно-шлифовальный станок дляОбРАбОТКи лОпАТОК гАзОТуРбиННыХдВигАТЕлЕй | 1977 |
|
SU810454A1 |
| Способ шлифования пера лопаток и копировальный станок | 1981 |
|
SU1013225A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU1006177A1 |