Изобретение относится к чистовой обаботке поверхностей деталей типа тел враения магнитно-абразивным порошком в агнитном поле и может быть использовано в машиностроении на финишных операциях/ . . :
Целью изобретения является повышение производительности и качества при обработке цилиндрических прерывистых поверхностей.
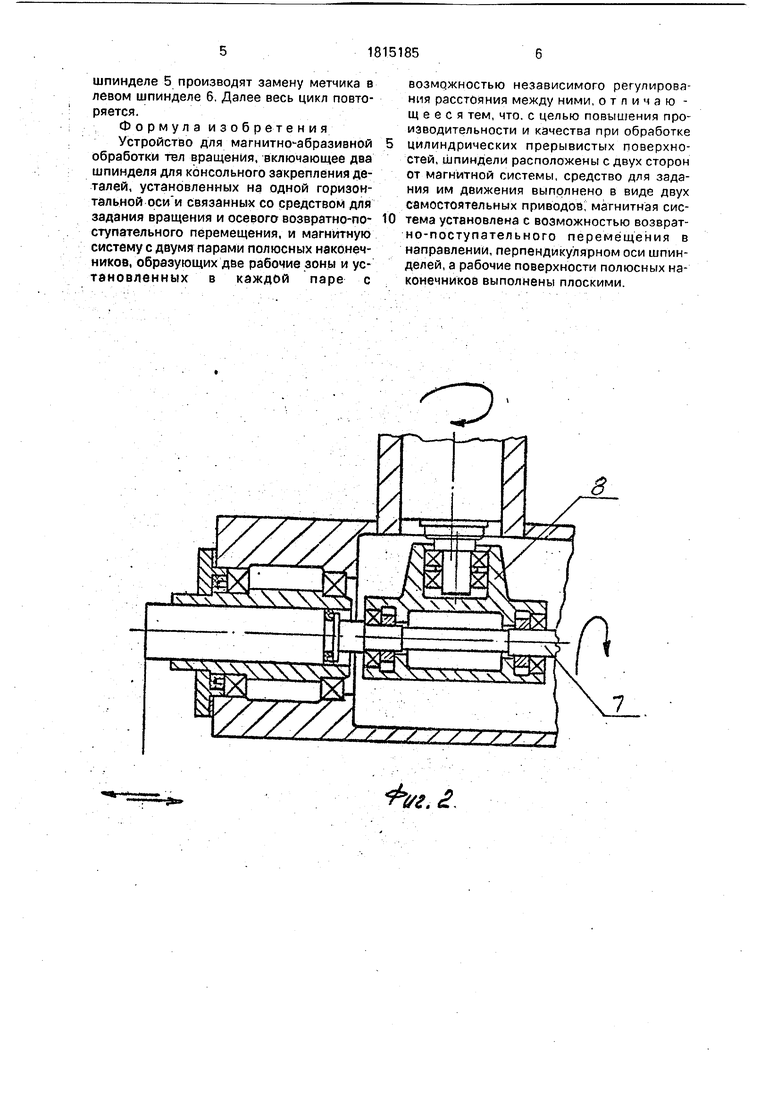
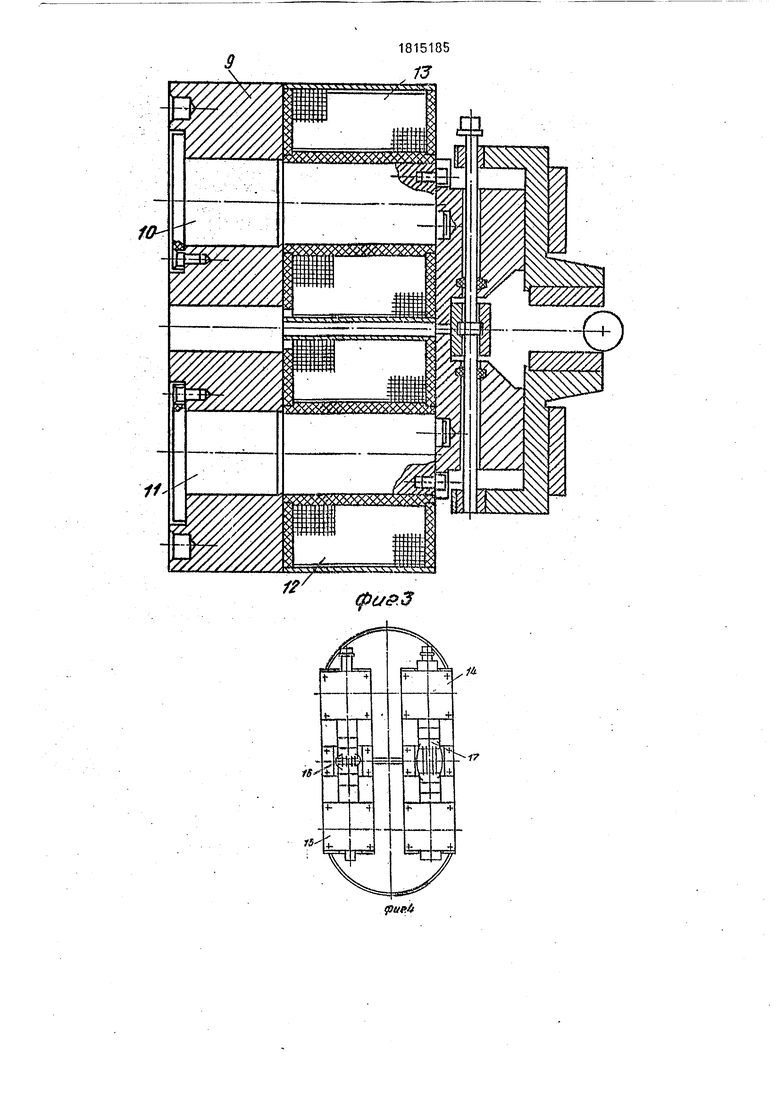
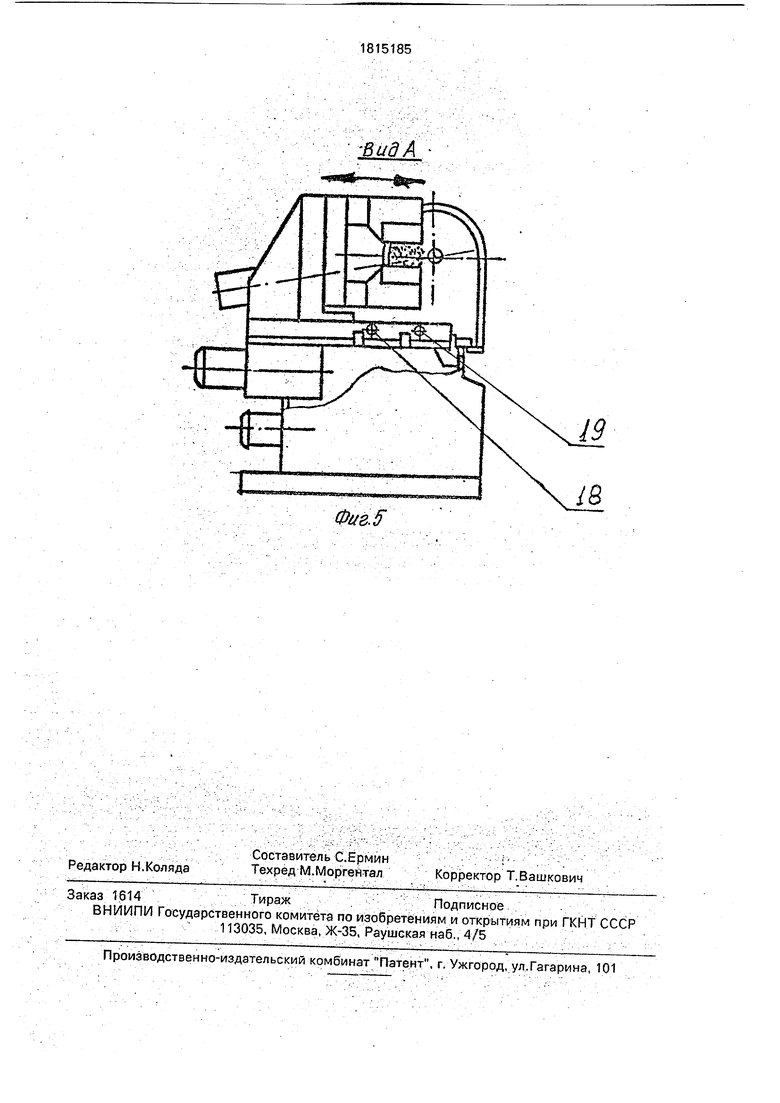
На фиг. 1 изображено устройство, общий вид; на фиг.2 - конструкция шпиндельного узла; на фиг.3,4 - конструкция магнитной системы; на фиг,5 - вид по стрелке А;
Устройство для магнитно-абразивной обработки состоит из станины 1, двух шпиндельных бабок 2,3, установленных на станине 1 на одной горизонтальной оси с возможностью продольного перемещения с двух сторон от магнитной системы 4, расположенной на станине 1 и имеющей возможность передвигаться поперек оси шпинделей 5,6. Шпиндельные бабки 2,3 состоят из шпиндельных узлов; имеющих приводы главного движения 7 (вращение шпинделя) и механизмы осцилляции 8 шпинделя 5,6 вдоль собственной горизонтальной оси 0-0. Магнитная система 4 состоит из одного магнйтопровода 9, на сердечниках 10.11 которого смонтирован две намагничивающие катушки 12,13. Сердечники замкнуты между собой двумя уст-1 ройствами 14,15 для регулировки межполюсного пространства между двумя парами полюсных наконечников 16,17, имеющих плоскую прямоугольную форму. Положение магнитной системы определяется концевыми выключателями 18,19-,
Устройство работает следующим обра- зом.
В исходном положении шпиндельные бабки 2,3 находятся, соответственно, б левом и правом крайнем положении, а магнит- най система 4 - в крайнем заднем положении (концевой выключатель 18). Настраивается межполюсное пространство между парами полюсных наконечников .1.6,17 на необходимые размеры обрабаты- .ваёмых изделий (диаметр + зазор между из- делием и полюсным наконечником). Включается магнитная система 4 и засыпа- ётся ферроабрэзивный порошок- в межполюсные пространства между парами прлюсных наконечников 16,17 (левой и п ра- вой). Каждая пара полюсных наконечников 16,17 удерживает ферроабразивный поро- шок только в своем межполюсном про- - странстве. .
Обрабатываемые изделия зажимаются в шпинделях 5,6. Нажатием кнопки (не показана) включается автоматический цикл работы станка. Принтом правая шпиндель--пая бабка 2 подходит к магнитной системе 4 таким образом, чтобы в зону межполюсного пространства правых полюсных наконечников 17 поместилась заборная часть метчика. Автоматически включается враще0 ние правого шпинделя 5 в правую сторону и включается подача магнитной системы 4 (от концевого выключателя 18 к концевому выключателю 19)i При прохождении магнитной системой 4 -необходимого пути1
5 происходит реверс ее движения и она движется к концевому выключателю 18. После остановки магнитной системы 4 выключается Движение правой бабки 2др такого положения, чтобы в рабочей зоне правой лары
0 полюсников 17 находилась калибрующая часть метчика. Одновременно происходи движение левой бабки З .в сторону магнитной системы 4 до положения, когда в рабочей зоне левых полшшых наконечников 16
5 не будет находиться забойный конус метчики; При останове движений обоих бабок 2.8 в нужном для них положении происходит реверс правого шпинделя 5 (левое epaaie- ние) и вращение левого шпинделя 6 (правое
0 вращение) одновременно включается подача магнитной системы 4 от концевого выключателя 18 к концевому выключателю 19-, затем ее реверс до концевого выключателя 18. При достижении магнитной системой 4
5 концевого выключателя 18-включаются следующие движения: правой шпиндельной бабки 2 до исходного положения и выключение вращения ее шпинделя 5; левой бабки 3 до положения, когда каяибрукж(ая часть
0 метчика не будет находиться в рабочем пространстве левых полюсных наконечников 16; реверс левого шпинделя б (левое вращение); подача магнитной системы 4 к концевому выключателю 19 и обратно.
5 За время пока происходит обработка калибрующей части метчика.в левом межполюсном пространстве, производится смена метчика в правом шпинделе 5. При достижении магнитной системой 4 конечного вы0 ключателя 18 левая шпиндельная бабка 3 отходит в исходное положение, выключает-: ся вращение шпинделя 6,-а правая шпиндельная бабка 2 движется к магнитной системе 4 до тех пор, пока заборный конус
5 метчика не расположится в рабочей зоне правых полюсных наконечников 16,. включается вращательное движение правого шпинделя 5 вправо и подача магнитной системы до концевого выключателя 19. За время обработки заборного конуса метчика в
шпинделе 5 производят замену метчика в левом шпинделе 6. Далее весь цикл повторяется.
Формула изобретения Устройство для магнитно-абразивной обработки тел вращения, включающее два шпинделя для консольного закрепления деталей, установленных на одной горизонтальной оси и связанных со средством для задания вращения и осевого возвратно-поступательного перемещения, и магнитную систему с двумя парами полюсных наконечников, образующих две рабочие зоны и установленных в каждой паре с
возмджностью независимого регулирования расстояния между ними, отличаю - щ е е с я тем, что. с целью повышения производительности и качества при обработке цилиндрических прерывистых поверхностей, шпиндели расположены с двух сторон от магнитной системы, средство для задания им движения выполнено в виде двух самостоятельных приводов магнитная система установлена с возможностью возврат- но-поступательного перемещения в направлений, перпендикулярном оси шпинделей, а рабочие поверхности полюсных наконечников выполнены плоскими.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для нарезания резьбы в круглых шлицевых гайках | 1977 |
|
SU707763A1 |
| СПОСОБ МАГНИТНО-АБРАЗИВНОГО ПОЛИРОВАНИЯ МЕТЧИКА | 2014 |
|
RU2569261C2 |
| Агрегат для термической обработки штанг | 1976 |
|
SU704993A1 |
| Двусторонний расточной станок | 1980 |
|
SU876323A1 |
| Станок для обработки деталей магнито-абразивным порошком | 1977 |
|
SU776889A1 |
| Агрегат для термической обработки штанг | 1983 |
|
SU1237715A1 |
| Станок для обработки графитированныхэлЕКТРОдОВ | 1979 |
|
SU841993A1 |
| Патрон для метчиков | 1989 |
|
SU1696161A1 |
| Токарный автомат | 1990 |
|
SU1824255A1 |
| Токарный многооперационный автомат продольного точения с числовым программным управлением | 1979 |
|
SU917921A1 |
Использование: чистовая обработка деталей типа тел вращения с пазами и лы- сками на поверхности. Сущность изобре- тения: устройство содержит две шпиндельные бабки 2,3. В шпинделях 5,6 консольно закреплены Детали. Магнитная система 4 имеет две пары плоских полюсных наконечников 16,17. В каждой паре полюсные наконечники установлены с возможностью независимой регулировки межполюсного пространства. Каждый из шпинделей 5,6 связан со своим приводом вращения и осевой осцилляции. Магнитная система 4 установлена с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном оси шпинделей. 5 ил.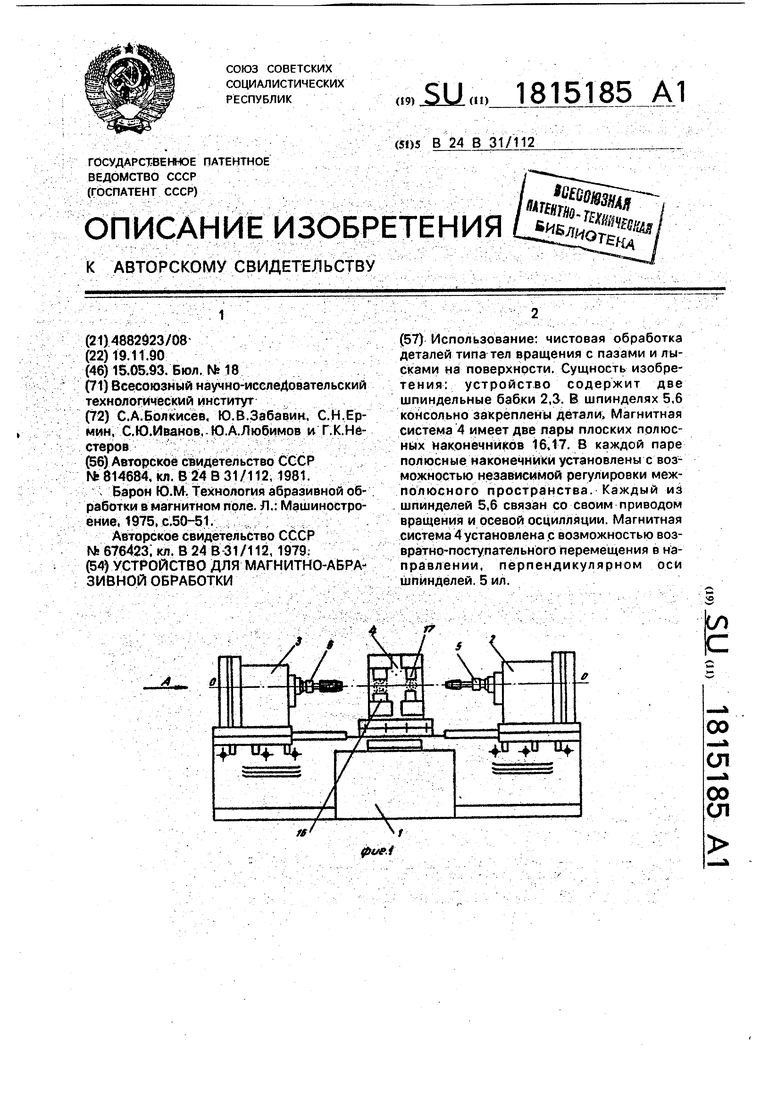
W.- г.
Фие.$
-вид А
| Устройство для магнитно-абразив-НОй ОбРАбОТКи ТЕл ВРАщЕНия | 1979 |
|
SU814684A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| - Барон Ю.Му Технология абразивной обработки в магнитном поле | |||
| Л,: Машиностроение, 1975, е.50-51.л Авторское свидетельство СССР N: 676423; КЛ | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
