Предлагаемое изобретение относится к области металлообработки, в частности к обработке наружных поверхностей тел вращения. Известно устройство для одновременной обработки наружных поверхностей двух осесимметричных деталей, содержащее два резца, установленных друг относительно друга под углом 180° в радиальном направлении [а.с. СССР № 921683, кл. 23 В 1/00,1982].
Недостатком данного устройства является ручная настройка резцов на заданный диаметр тел вращения, большая номенклатура размеров резцедержателей, сложная настройка и управление эксцентриситетом одной из деталей, возможность влияния стружки на работу датчиков биения детали, вследствие их близости к зоне точения.
Известно устройство для наружной обработки осесимметричных деталей, выбранное в качестве прототипа, содержащее фрезу состоящей из трех частей: заборной, получистовой и чистовой. Фреза установлена с возможностью вращения и осевого перемещения вдоль осей обрабатываемых деталей. Установка оснащена системой автоматического управления, состоящей из последовательно включенных датчика вибраций, в виде естественной термопары «резец - деталь», блока выделения переменной составляющей ЭДС, блока сравнения и усилителя с приводов вращения [а.с. СССР № 1209367, кл. В23 В 1/00,1986].
Недостатком данного устройства является невозможность обработки детали на всю длину в связи с тем, что заборная часть фрезы выходит из контакта с обрабатываемыми деталями.
Задача, на решение которой направлено заявляемое изобретение, заключается в повышении эффективности обработки и производительности с достижением следующих технических результатов: повышения точности в поперечном и продольном направлениях и качества обрабатываемой поверхности за счет совершенствовании конструкции самозаходной головки и технологической системы для ее использования, обеспечивающие ее одноразовый проход на всю длину детали.
Эта задача решается тем, что устройство для обработки деталей на металлорежущем станке содержит самозаходную головку, предназначенную для одновременной обработки двух деталей и состоящей из нескольких частей, одна из которых является заборной и выполнена конусной с винтовыми зубьями на ней, а две другие следующие за ней являются соответственно цилиндрическими черновой и чистовой частями, самозаходная головка установлена с возможностью вращения и осевого перемещения вдоль осей обрабатываемых деталей по неподвижной штанге, расположенной между обрабатываемыми деталями, снабженными управляемым приводом вращения, при этом самозаходная головка содержит резьбовую втулку с наружной резьбой, расположенную перед заборной частью самозаходной головки, ее длина превышает длину самозаходной головки на 10 %, на штанге перед плоскостью расположения торцов деталей установлен корпус с приемной втулкой с внутренней резьбой с теми же параметрами, что и у резьбовой втулки, и предназначенной для ввинчивания резьбовой втулки самозаходной головки. Также управляемый привод вращения снабжен концевым выключателем выхода резьбовой втулки самозаходной головки из корпуса с приемной втулкой.
Выполнение самозаходной головки с резьбовой втулкой с наружной резьбой, расположенную перед заборной частью самозаходной головки обеспечивает возможность продолжение рабочей подачи самозаходной головки после выхода из зацепления с деталями заборного конуса.
Превышение длины резьбовой втулки длины самозаходной головки на 10 % обеспечивает непрерывность создания осевого усилия на самозаходной головке при выходе заборной части за счет создания предварительного гарантированного винтового зацепления и полного прохода и черновой и чистовой частей по обрабатываемым деталям.
Установка на штанге перед плоскостью расположения торцов деталей корпуса с приемной втулкой с внутренней резьбой с теми же параметрами, что и у резьбовой втулки, и предназначенной для ввинчивания резьбовой втулки самозаходной головки обеспечивает возможность установки этой на необходимом расстоянии от торцов деталей в зависимости от параметров инструмента.
Снабжение управляемого привода вращения концевым выключателем выхода резьбовой втулки самозаходной головки из корпуса с приемной втулкой обеспечивает своевременную остановку процесса обработки.
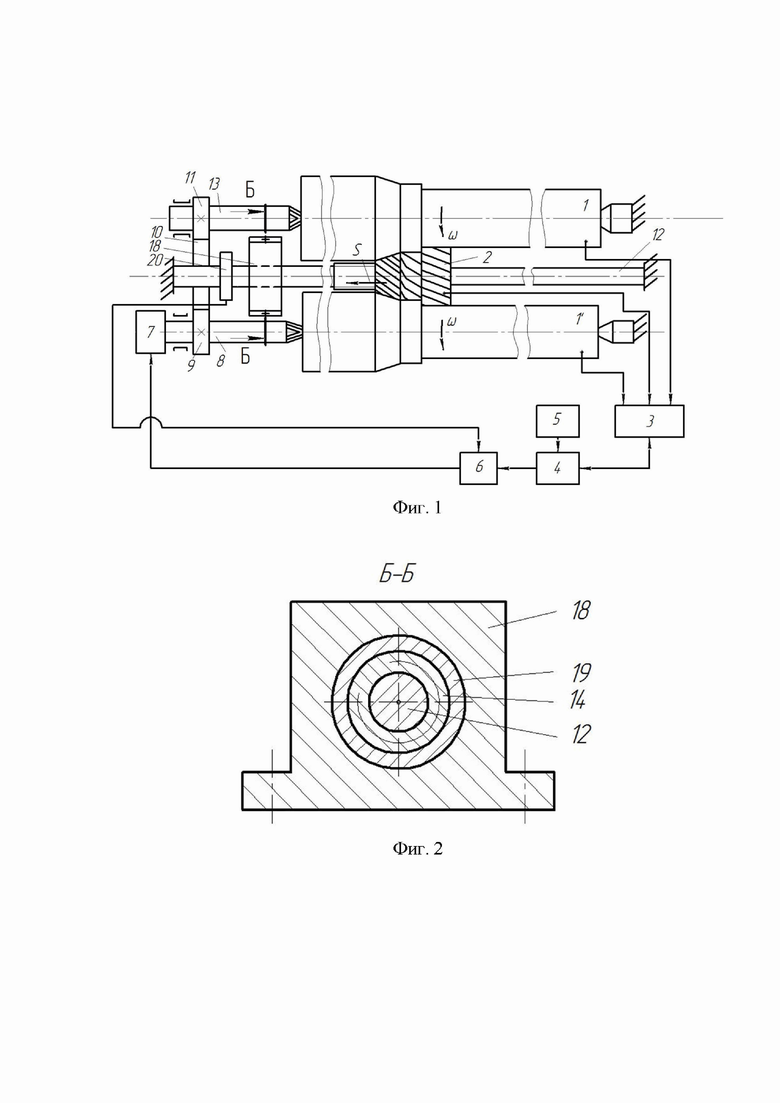
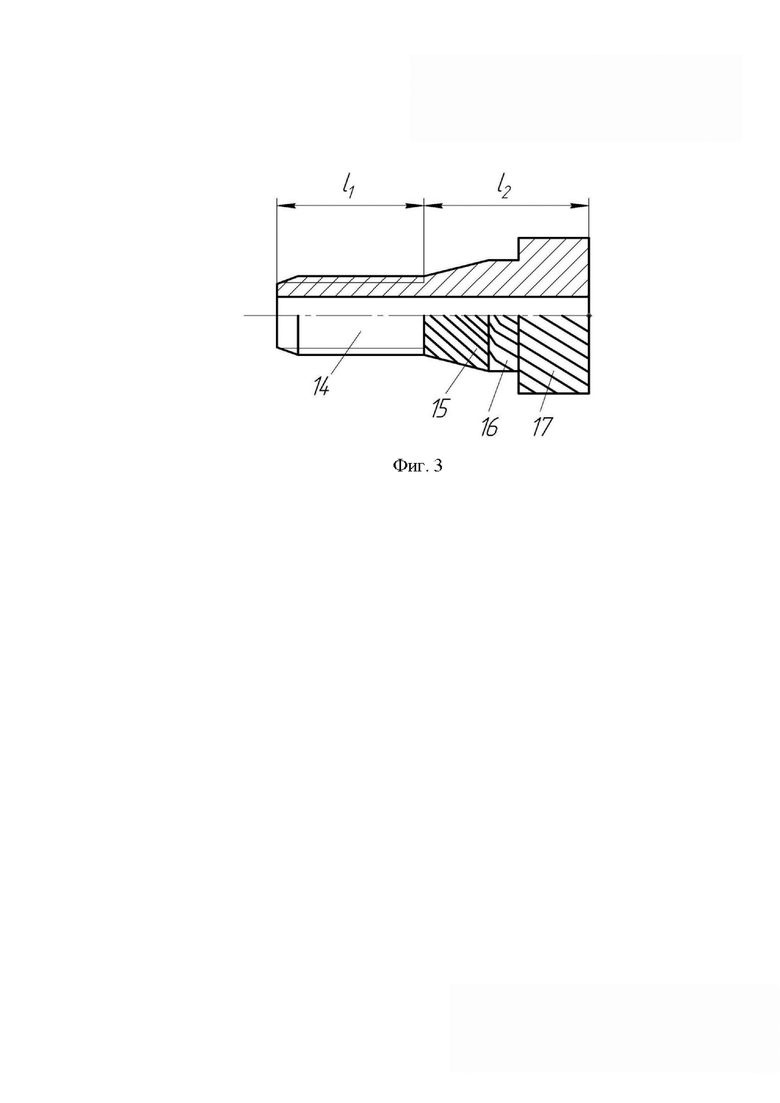
Устройство для обработки двух осесимметричных деталей иллюстрируется чертежами: на фиг. 1 приведен общий вид установки, на фиг. 2 разрез Б-Б фиг. 1, на фиг. 3 - общий вид самозаходной головки.
Устройство содержит обрабатываемые детали 1 и 1’, самозаходную головку 2, причем последняя и детали образуют естественную термопару, которая используется как датчик амплитуд относительных колебаний в виде устройства 3 измерения термо-ЭДС, блок 4 сравнения уровня вибраций, задатчик 5 уровня вибраций, усилитель 6, управляемый привод 7, ведущий шпиндель 8, зубчатое колесо 9, паразитное колесо 10, зубчатое колесо 11, штангу 12 и ведомый шпиндель 13. Самозаходная головка 2 содержит четыре части: первая - резьбовая втулка 14 дополнительного хода с метрической резьбой; вторая - заборная часть 15 с винтовыми зубьями на конической части; третья - цилиндрическая черновая часть 16 для черновой обработки; четвертая - цилиндрическая чистовая часть 17 для чистовой обработки. Корпус 18 с вмонтированной приемной втулкой 19, установлен на штанге 12, относительно торца корпуса 18 установлен концевой выключатель 20.
Обработку осуществляют следующим образом. Детали 1 и 1’ устанавливают в центрах, причем ведущий шпиндель 8 и ведомый шпиндель 13 имеют рифленые центра для передачи крутящих моментов от управляемого привода 7. Передача крутящего момента от ведущего шпинделя 8 к ведомому шпинделю 13 осуществляется за счет колес зубчатых 9 и 11 и паразитного колеса 10, которое обеспечивает вращение деталей в одном направлении. Далее включают управляемый привод 7, который через ведущий шпиндель 8 и ведомый шпиндель 13 вращают детали 1 и 1’. Их начальные угловые скорости равны и задаются из условия кинематики процесса резания и стойкости инструмента. Вводят в зацепление с ними заборную часть 15 самозаходной головки 2. Заборная часть 15 самозаходной головки 2 за счет винтовых зубьев создает при вращении деталей 1 и 1’ осевую силу, которая перемещает самозаходную головку 2 вдоль обрабатываемых деталей. Далее вступает в процесс резания цилиндрическая черновая часть 16 и цилиндрическая чистовая часть 17. В момент врезания возникает термо-ЭДС естественной термопары «самозаходная головка - деталь», которая измеряется устройством 3 и в виде электрического сигнала подается на блок 4 управления вибрациями, в котором выделяется переменная составляющая термо-ЭДС, пропорциональная уровню вибраций, возникающих при резании, и сравнивается с наперед заданным уровнем вибраций от задатчика 5.
В случае превышения уровня вибраций, заданного в блоке 4, вырабатывается сигнал рассогласования, который подается на вход усилителя 6, последний вырабатывает сигнал управления для управляемого привода 7, который регулирует вращение ведущего шпинделя 8 и зубчатых колес 9 и 11. Колесо 10 - паразитное и имеет свободное вращение относительно штанги шпинделя 12, а колеса 9 и 11 закреплены на шпинделях 8 и 13. Штанга 12 закреплена на станине станка (показана условно) между двумя одновременно обрабатываемыми деталями, причем она же служит направляющей для линейного перемещения самозаходной головки 2. В конце обработки заборная часть 15 самозаходной головки 2 выходит из зацепления (контакта) с обрабатываемыми деталями. Но до этого резьбовая втулка 14 вкручивается в приемную втулку 19, установленную в корпусе 18. Резьбовая втулка 14 имеет метрическую резьбу и длина L1 ее больше длины L2 остальных трех частей на 10 %. Корпус 18 установлен на штанге 12 и закрепляется к станине (станина на фиг. 1 не показана). Самозаходная головка 2 обрабатывает детали 1 и 1’ за счет винтового зацепления резьбовой втулки 14 и приемной втулки 19 до конца и выходит из зоны резания. В момент выхода резьбовой втулки 14 из корпуса 18, концевой бесконтактный выключатель 20, закрепленный на штанге 12 срабатывает и его выходной сигнал поступает на второй вход усилителя 6, который выключает управляемый привод 7. Самозаходная головка изготовлена из стали 9ХС с твердостью режущей части HRC 60. Подача самозаходной головки (относительная скорость) варьируется в пределах (0.02 ÷ 0.54) мм/об в функции оборотов детали, бесступенчато в пределах от (600 ÷ 1200) об/мин. Самозаходная головка имеет следующие основные параметры: первая часть - дополнительного хода 14 имеет метрическую резьбу с шагом 1.5 мм, угол второй части - заборного конуса γ = 10°, угол подъема винтовой канавки β = 8°, с шагом 1.5 мм. Передний угол черновой части самозаходной головки ϕ = 12°, задний угол ϕ1 = 60°. Чистовая часть, угол наклона винтовой канавки μ = 15°, режущие кромки наклонены к оси под углом в плане α1 = 30°, угол по задней поверхности α = 7°, для уменьшения трения используется СОЖ.
Производительность возрастает при такой схеме обработки в несколько раз, так как одновременно обрабатываются две детали, а режимы обработки увеличиваются в разы в связи с повышенной жесткостью инструмента. Кроме того, вращающийся инструмент имеет высокие стойкостные характеристики вследствие оптимального температурного режима. Установка не требует дополнительного привода подач режущего инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки двух маложестких ступенчатых валов | 2022 |
|
RU2798857C1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| РЕЗЬБОФРЕЗА | 2019 |
|
RU2714757C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| Устройство для токарной обработки | 2020 |
|
RU2750226C1 |
| МОБИЛЬНЫЙ РАСТОЧНО-НАПЛАВОЧНЫЙ КОМПЛЕКС | 2009 |
|
RU2421303C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ ФАСОННЫХ ДЕТАЛЕЙ | 1972 |
|
SU341634A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| ТРУБОРЕЗНЫЙ АВТОМАТ | 1993 |
|
RU2085343C1 |
| Рельсосверлильный станок | 1989 |
|
SU1712517A1 |
Изобретение относится к области обработки маложестких осесимметричных деталей типа «вал». Устройство содержит самозаходную головку, предназначенную для одновременной обработки двух деталей и состоящую из нескольких частей, одна из которых является заборной и выполнена конусной с винтовыми зубьями на ней, а две другие следующие за ней являются соответственно цилиндрическими черновой и чистовой частями. Самозаходная головка установлена с возможностью вращения и осевого перемещения вдоль осей обрабатываемых деталей по неподвижной штанге, расположенной между обрабатываемыми деталями, снабженными управляемым приводом вращения. Самозаходная головка содержит резьбовую втулку с наружной резьбой, расположенную перед заборной частью самозаходной головки, причем ее длина превышает длину фрезы на 10 %. На штанге перед плоскостью расположения торцов деталей установлен корпус с приемной втулкой с внутренней резьбой с теми же параметрами, что и у резьбовой втулки, и предназначенной для ввинчивания резьбовой втулки самозаходной головки. Управляемый привод вращения снабжен концевым выключателем выхода резьбовой втулки самоходной головки из корпуса с приемной втулкой. Достигается повышение точности размеров и формы длинномерных маложестких осесимметричных деталей путем повышения жесткости технологической системы. 1 з.п. ф-лы, 3 ил.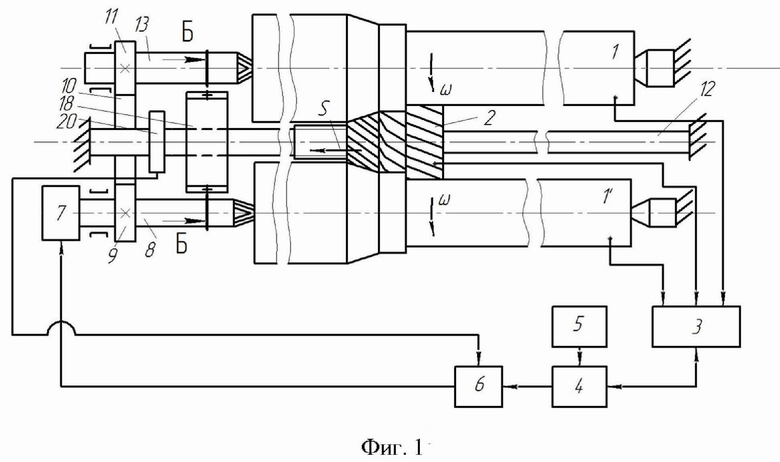
1. Устройство для обработки деталей на металлорежущем станке, содержащее самозаходную головку, предназначенную для одновременной обработки двух деталей и состоящую из заборной части, выполненной конусной с винтовыми зубьями на ней, и следующими за ней цилиндрическими черновой и чистовой частями, самозаходная головка установлена с возможностью вращения и осевого перемещения вдоль осей обрабатываемых деталей по неподвижной штанге, расположенной между обрабатываемыми деталями, при этом устройство снабжено управляемым приводом вращения обрабатываемых деталей, отличающееся тем, что самозаходная головка содержит резьбовую втулку с наружной резьбой, расположенную перед заборной частью самозаходной головки, длина резьбовой втулки превышает длину самозаходной головки на 10 %, на штанге перед плоскостью расположения торцов деталей установлен корпус с приемной втулкой с внутренней резьбой с теми же параметрами, что и у резьбовой втулки, и предназначенной для ввинчивания резьбовой втулки самозаходной головки.
2. Устройство п.1, отличающееся тем, что управляемый привод вращения снабжен концевым выключателем выхода резьбовой втулки самозаходной головки из корпуса с приемной втулкой.
| Устройство для обработки деталей | 1984 |
|
SU1209367A1 |
| Устройство для обработки нежестких деталей | 1980 |
|
SU921683A1 |
| Способ ротационного течения | 1982 |
|
SU1127690A1 |
| Способ обработки вращающимся резцом | 1985 |
|
SU1296302A1 |
| DE 4011586 A1, 17.10.1991. | |||

