Описываемый способ относится к известным способам автоматического управления мкогодвигательным электроприводом непрерывного стана горячей прокатки с двигателями постоянного тока, питаемыми от индивидуальных преобразователей. Управление осуществляется посредством изменения подводимого к якорю напряжения.
Предлагаемый способ отличается от известных тем, что в качестве регулирующего сигнала используют производную составляющей тока двигателя, получаемой в переходном процессе. Этот процесс искусственно создается в якорной цепи двигателей воздействием на питающие преобразователи в смежных клетях стана с помощью кратковременных импульсов напряжения. Последние подаются поочередно в цепь управляющих органов указанных преобразователей.
Применение такого способа позволяет обеспечить прокатку без образования петли или натяжения металла между смежными клетями.
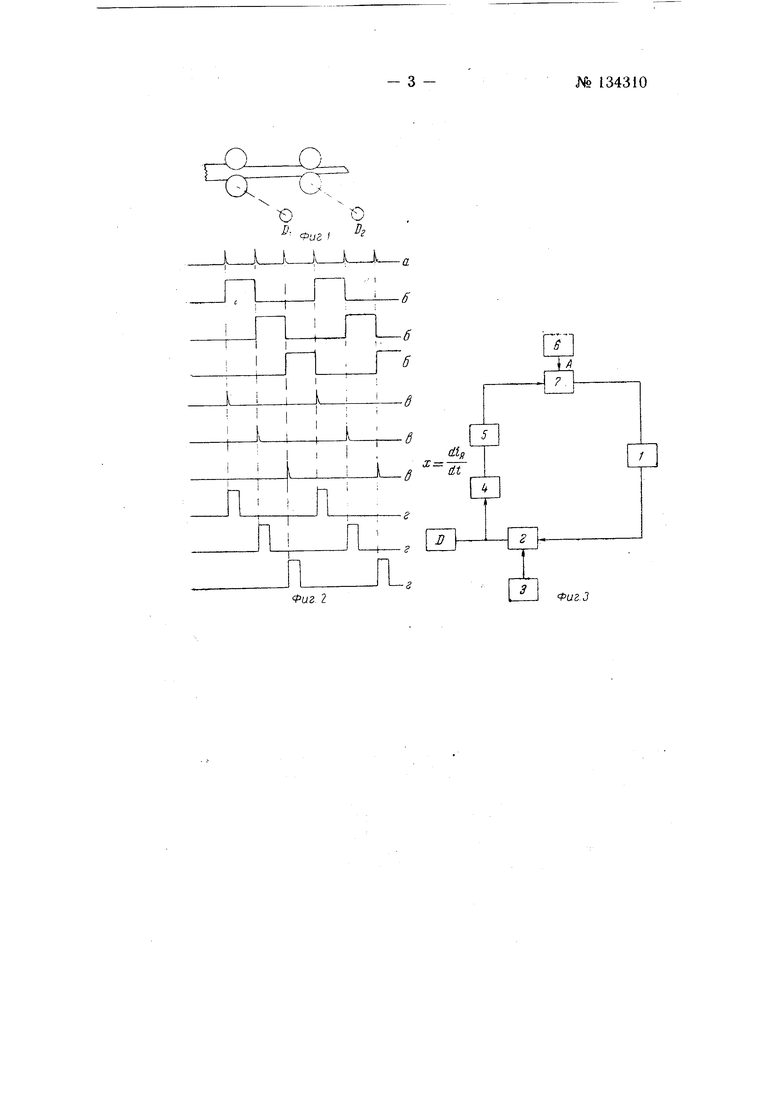
На фиг. 1 схематически изображена горячая прокатка металла двумя клетями; на фиг. 2 показаны кривые напряжения импульсов: на фиг. 3 - блок-схема регулятора.
На двигателях DI и DZ петля или натяжение металла обычно возникают при соответствующем изменении скорости двигателей. В зависимости от этого изменения при применении предлагаемого способа прямоугольный импульс напряжения вызывает в двигателе DS различные переходные процессы изменения тока, а поэтому различаются и производные тока в переходном режиме двигателей, вызываемом кратковременными возмущающими импульсами напряжения, подаваемыми последовательно на двигатели смежных клетей и регулируемыми по длительности, форме и частоте. Необходимая последовательность, длительность, форма и частота регулирующих импульсов напряжения обеспечиваются датчиком ИМПУЛЬСОВ, содержащим генератор релаксацион№ 134310- 2 ных колебаний, кольцевую пересчетную схему и схему ждущих мультивибраторов.
Импульсы (фиг. 2а), снимаемые с выхода генератора релаксационных колебаний, дифференцируют, усиливают и подают на кольцевую пересчетную схему. Для постройки пересчетной схемы использованы релаксационные реле с двумя устойчивыми состояниями, собранные на газоразрядных лампах с холодным катодом. На фиг. 2 показаны выходные возмущающие импульсы для трех смежных клетей. Стартовые сигналы, идущие от генератора импульсов, зажигают поочередно все лампы кольцевой схемы и дают на выходе импульсы, следующие друг за другом (фиг. 26). Импульсы, снимаемые с выхода пересчетной кольцевой схемы, дифференцируются и подаются на вход ждущих мультивибраторов {фиг. 2в). Каждый ждущий мультивибратор обладает одним устойчивым и одним неустойчивым состоянием равновесия. Перевод схемы из устойчивого состояния в неустойчивое осуществляется изменением внешнего напряжения. На выходе ждущих мультивибраторов получают прямоугольные импульсы напряжения с регулируемой продолжительностью и частотой (фиг. 2г).Эти импульсы подают на двигатели смежных клетей, вызыва ; переходной процесс, соответствующий прокатке без петли и натяжения металла.
Регулятор к двигателю D (фиг. 3) содержит усилитель /, питающий агрегат 2 и датчик импульсов 3. Через питающий агрегат от датчика 3 последовательно поступают прямоугольные возмущающие импульсы напряжения на двигатели смежных клетей. Величину и длительность возмущающих импульсов подбирают так, чтобы вызываемый ими переходной процесс не изменял технологических условий прокатки. Производную тока измеряют посредством измерительного элемента 4 (фиг. 3). Результат измерений преобразуют в электрические импульсы посредством преобразователя 5. Напряжение Л, снимаемое с задающего
эталона 6, и производную тока Х -j- сравнивают между собою в схеме сравнения 7, на выходе которой получается напряжение, пропорциональное А-X. Это напряжение усиливают и подают на объект регулирования, поддерживая заданный режим прокатки без петли и натяжения металла.
Предмет изобретения
Способ автоматического управления многодвигательным электроприводом непрерывного стана горячей Прокатки с дв-игателями постоянного тока, питаемыми от индивидуальных преобразователей, путем изменения подводимого к якорю напряжения, отличающийся тем, что, с целью обеспечения прокатки без образования петли или натяжения металла между смежными клетями, в качестве регулирующего сигнала используют производную составляющей тока двигателя, получаемой в переходном процессе, искусственно создаваемом в якорной цепи двигателей воздействием на питающие преобразователи с помощью кратковременных импульсов напряжения, подаваемых поочередно в цепь управляющих органов указанных преобразователей смежных клетей стана
Фиг
ji,jJL
-f
-6 б
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления сельсинным синхронно-следящим электроприводом летучих ножниц и устройство для его осуществления | 1961 |
|
SU143865A1 |
| Способ управления электродвигателем летучих ножниц | 1949 |
|
SU88439A1 |
| Автоматическое устройство для точной остановки электропривода механизма, работающего при различных технологических скоростях | 1960 |
|
SU134309A1 |
| Устройство для регулирования натяжения на моталке мелкосортного стана | 1978 |
|
SU724236A1 |
| Устройство для регулирования натяжения металла на моталке мелкосортного стана | 1980 |
|
SU897365A1 |
| Устройство для управления летучими ножницами сортопрокатных и трубных станов | 1974 |
|
SU546439A1 |
| Устройство для автоматического регулирования натяжения полосы | 1977 |
|
SU692650A1 |
| Устройство автоматического управления положением нажимного механизма | 1982 |
|
SU1128997A1 |
| Устройство управления скоростным режимом двигателей смежных клетей сортопрокатного стана | 1977 |
|
SU728953A1 |
| Устройство для регулирования натяжения на моталке | 1978 |
|
SU694242A1 |
-S
