I
Изобретение относится к обработке металлов давлением и, в частности, к устройствам для намотки проволоки.
Известно устройство для регулиро вания натяжения полосы на моталке мелкосортного стана, содержащее датчики натяжения и специальные контуры регулирования натяжения металла .
Однако это устройство при намотке не учитывает изменение веса бунта, что приводит к нестабильности натяжения.
Известно также устройство для регулирования натяжения на моталке мелкосортного стана, содержащее связан иые между собой двигатель привода барабана моталки с датчиком тока в цепи якоря, и систему управления, имеющую управляюемый преобразователь с регулятором тока, регулятором скорости и блоком ограничения тока при намотке, программируемый мультивибратор, инкриментальные датчики скорости последней клети стана и моталкиi
эталонный источник напряжения стана блок попумения производной от скорости и деления. Процесс намотки с натшением на современных моталках мелкосортных станов происходит при помощи специального укладми ка проката 21
Целью изобретения является повыше ние качества проката.
Указаиная цель достигается тем,
Ш что устройство для регулирования на тяжения металла на моталке мелкосортного стана, содержащее связанные мейсду собой двигатель привода барабана мотапки с датчиком тока в цепи яко15ря и систему управления, имеющую ynpaвяяe вJlй преобразователь с регулятором тока, регулятором скорости и блоком ограничения тока при намЬтке,программируемый мультивибратор,
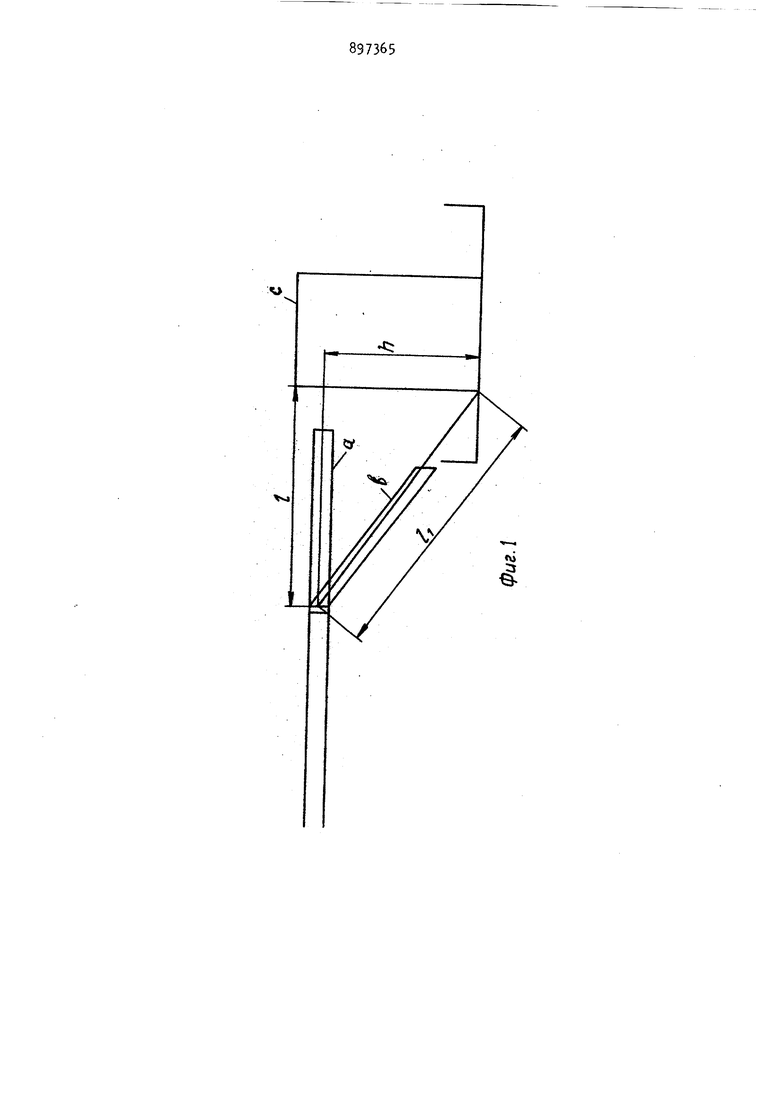
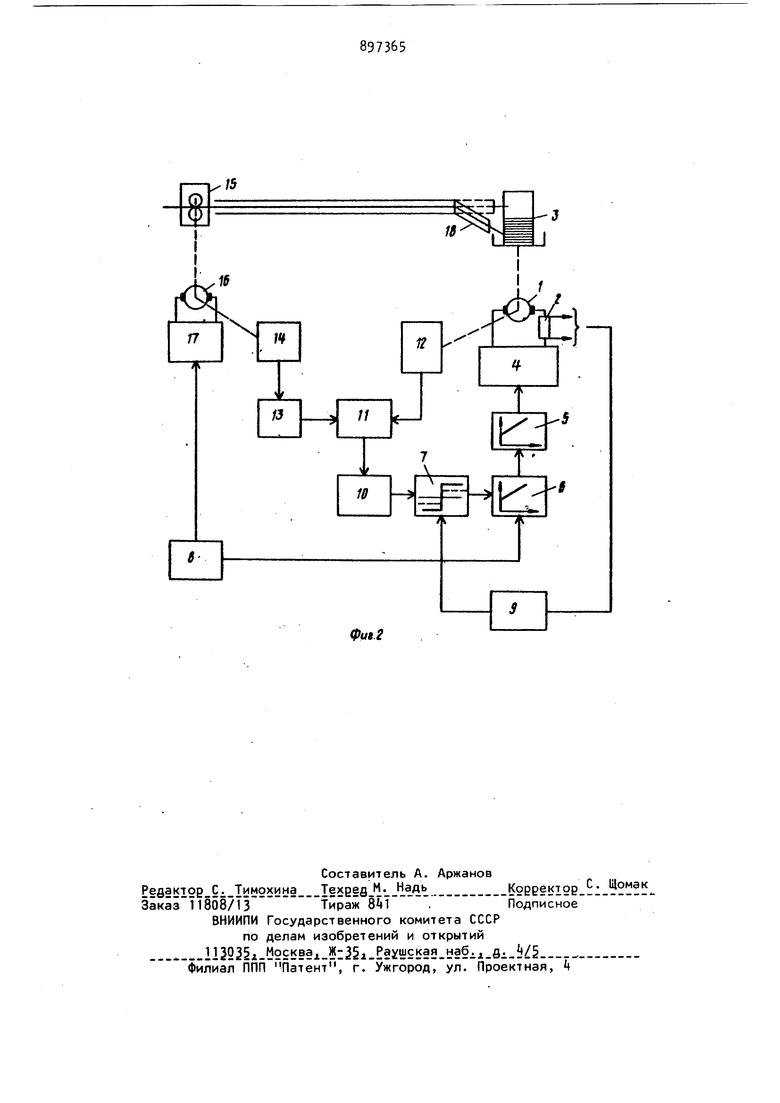
20 инкриментальные датчики скорости последней плети стана и моталки, этёлонный источник напряжения стана, блок для получения производной от скорости и блок деления, снабжено блоком изменения уставки тока, вход которого соединен с датчиком тока в цепи якоря двигателя привода барабана моталки, а выход - со вто-: рым входом блока ограничения тока при намотке. На фиг. 1 изображена часть трассы с укладчиком и барабан моталки 2 а,Ь - два граничных положения укладчика металла относительно вращающегося барабана моталки с. Очевидно, изменение длины трассы в граничных положениях укладчика от до t, где € , h - высота бунта. Таким образом, при изменении угла наклона укладчика относительно трасг сы вследствие увеличения длины метал ла на участке клеть - моталка происходит увеличение натяжения. При этом из-за инерционности системы управления приводом моталки, поддерживающей заданное значение тока якоря двигате ля моталки, усилие натяжения превышает предел допустимого относительно упругого удлинения металла при го рячей прокатке, что приводит к пластической деформации полосы, что, в свою очередь,снижает ее качество. На фиг. 2 представлена блок-схема устройства для регулирования натяжения .на моталке мелкосортного стана. Устройство содержит двигатель 1 барабана моталки с датчиком 2 тока, приводящий во вращение барабан 3 моталки и подключенный к выходу ynpae-i ляемого преобразователя k, система управления которого состоит из регулятора 5 тока, регулятора 6 скорости и блока 7 ограничения тока при намотке. Ко входу регулятора скорости подк лючен источник 8 эталонного натяжения стана. Вход блока 9 изменения уставки тока соединен с выходом датчика 2 тока якоря двигателя 1 бараба на моталки. а выход - со входом блока 7. ограничения тока при намотке. Другой вход блока 7 ограничения тока при намотке соединен с выходом прот граммируемого мультивибратора 10,вхо которого соединен с выходом блока 11 деления, первый вход которого соеди-i нен с инкриментальным датчиком 12 скорости моталки, сидящем на валу двигателя 1 барабана моталки, второй вход соединен с выходом устройства 13 для получения производной от скорости, вход которого соединен с выходом инкриментального датчика Ц скорости последней клети стана 15, сидящего на валу прокатного двигателя 16, питающегося от преобразователя с системой управления 17. выход которой также подключен к источнику 8эталонного напряжения стана. На выход источника 8 эталонного напряжения стана подается напряжение, пропорциональное скорости прокатки. Укладчик 18 укаладывает прокат на барабан 3Устройство работает следующим образом. Во время приема металла в барабан моталки укладчик 18 находится в крайнем нижнем положении. После приема металла начинается процесс намотки с натяжением. Ток якоря двигателя 1 моталки возрастает до величины, установленной в блоке 7 ограничения тока при намотке. Одновременно сигнал с выхода датчика 2 тока включает блок 9изменения уставки тока. Поскольку укладчик 18 проката имеет постоянную скорость движения, блок 9 изменения уставки тока через равные промежутки времени уменьшает уставку тока при намотке. Во время уменьшения уставки тока укладчик 18 находится в крайнем нижнем положении, что соответствует максимальной длине металла на участке клеть-матолка; тем самым барабан моталки тормозится более интенсивно за счет увеличения тормозного момента двигателя. Благодаря этому можно добит ся практически постоянной величины натяжения в процессе всей намотки. Это достигается тем, что всякий раз при увеличении длины металла на участке клеть-моталка устройство для регулирования натяжения на моталке мелкосортного стана уменьшает уставку тока двигателя моталки (уменьает тянущее усилие), тем самым подерживая натяжение постоянным. При изменении скорости последней клети стана в процессе намотки изменяется и частота следования импульсов на выходе инкриментального датчика 14, установленного на валу двигателя 16 последней клети. Это изменение фиксируется устройством 13 для получения производной от скорости и в случае положительного значения .на выходе устройства И
для получения производной от скороети появляется код, пропорциональный величине производной от скорости пос ладней клети стана. Выход устройства 13 для получения проУоводной от ско- рости соединен с первым входом блока 11 деления, второй вход которого соединен с выходом инкримбнтального датчика 12 скорости моталки. Таким образом, на выходе блока 11 деления появляется код, пропорциональный диаметру бунта, так как при разомкнутом контуре скорости скорость моталк с ростом диаметра бунта уменьшается линейно.
Программируемый мультивибратор 10, на вход которого поступает код с вы хода блока 11 деления, преобразует его в импульс, длительность которого прямо пропорциональна произведению
dfjLam
dVKA J («,
(ft. таапхмот
Команда на образование импульса поступает из устройства 13 для взя-. тия производной после каждого цикла дифференцированияtuM, tgucpq - Импульс с выхода программируемого мультивибратора 10, поступая на первый вход блока 7 ограничения тока при намотке, отключает его от регулятора 6 скорости системы управления приводом моталки, тем самым замыкая ее по скорости. Двигатель моталки подразгоняется, пытаясь выйти на начальную скорость намотки.
Время подразгона, а значит и величина скорости моталки, зависит от длительности импульса программируемого мультивибратора 10. По окончании импульса блок 7 ограничения тока при намотке вновь подключается к регуля тору 6 скорости и система управления приводом моталки опять начинает работать на поддержание постоянства тока.
Управление блоком 7 ограничения тока при намотке со стороны программируемого мультивибратора 10 происходит независимо от управления со сто роны блока 9 изменения уставки тока. Длительность импульса Тими. програм--.. мируемого мультивибратора 10 в 1015 раз меньше времени переключения уставки тока нагрузки блоком 9Предлагаемое устройство обеспечи вает постоянство натяжения при независимо от изменения условий процесса намотки.
Применение данного устройства позволяет увеличить точность регули рования и повысить сортность прокат за счет ликвидации утяжки проката при намотке.
Формула изобретения
Устройство для регулирования натАжения металла на моталке мелкосортного стана, содержащее связанные между собой двигатель привода барабана моталки с датчиком тока в цепи якоря и систему управления, имеющую управляемый преобразователь с регулятором тока регулятором скорости и блоком ограничения тока при намотке, программируемый мультивибратор5инкриментальные датчики скорости последней клети стана и моталки,эталонный источник напряжения,блок для получения производной от скорости и блок деления, отличающееся тем, что, с целью повышения качества проката, оно снабжено блоком изменения уставки тока, вход которого соединен с датчиком тока в цепи якоря двигатели привода барабана моталки, а выход со вторым входом блока ограничения тока при намотке.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР
P 4бЗ 91. кл. В 21 С , 02.Ok,7%.
2.Авторское свидетельство СССР по заявке № 259 338/25-27, 25.06.78 (прототип).
V4
.4ft..
«х



| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования натяжения на моталке мелкосортного стана | 1978 |
|
SU724236A1 |
| Устройство для рвномерной намотки металла на моталке мелкосортного стана | 1978 |
|
SU694243A1 |
| Устройство для регулирования натяжения при намотке мелкосортного проката | 1980 |
|
SU871874A1 |
| Устройство для регулирования скорости при намотке мелкосортного проката | 1980 |
|
SU893287A1 |
| Устройство для регулирования натяжения на моталке | 1978 |
|
SU751462A1 |
| Устройство для регулирования натяжения проволоки при намотке | 1981 |
|
SU959864A1 |
| Система автоматического регулирования скорости и натяжения при намотке мелкосортного проката | 1980 |
|
SU940894A1 |
| Устройство для регулирования натяжения на моталке мелкосортного стана | 1978 |
|
SU740335A1 |
| Устройство для регулирования натяжения на моталке мелкосортного стана | 1977 |
|
SU691223A1 |
| Способ намотки мелкосортногопРОКАТА B буНТы | 1979 |
|
SU835559A1 |